Поперечно-клиновая прокатка.
Основы технологии машиностроения.
Обработка ответственных деталей
Процесс ПКП осуществляется в следующей последовательности. Исходная заготовка подается в рабочую зону стана на ось прокатки и располагается поперек заходных частей инструментов. Инструментам сообщается встречное поступательное или вращательное движение. Заходные части обоих инструментов внедряются в заготовку с диаметрально противоположных сторон, вызывают ее вращение и образование кольцевой… Читать ещё >
Поперечно-клиновая прокатка. Основы технологии машиностроения. Обработка ответственных деталей (реферат, курсовая, диплом, контрольная)
Для макроструктуры свойственно изменение формы волокон. При поперечно-клиновой прокатке (ПКП) формируется новая макроструктура (рис. 3.6): волокна непрерывны на всем протяжении заготовки; волокна плавно огибают выступы и впадины; волокна уплотнены к поверхности.
Макроструктура, получаемая в результате поперечно-клиновой прокатки, позволяет улучшать эксплуатационные характеристики изделий.
Из известных принципиальных схем IIKJI наибольшее применение получили плоскоклиновая (рис. 3.7, а) и валковая (рис. 3.7, б).
На основе этих схем спроектированы соответствующие виды оборудования. В процессе эксплуатации каждого вида определились их преимущества и недостатки, а также наиболее целесообразные области использования каждой конструкции.
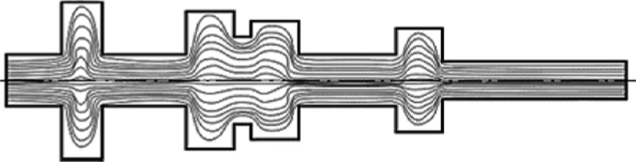
Рис. 3.6. Макроструктура изделия, полученного поперечно-клиновой прокаткой
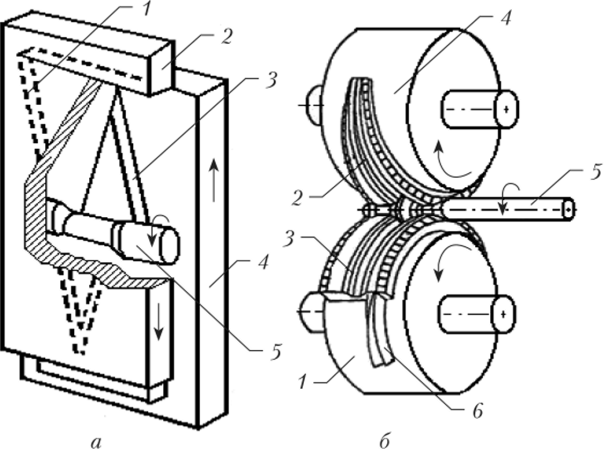
Рис. 3.7. Поперечно-клиновая прокатка на плоскоклиновом инструменте (а) и на клиновых валках (б):
- 1,3 — нижний и верхний клиновые ручьи;
- 2, 4 — нижний и верхний валки (плиты); 5 — заготовка; 6 — нож
Суть процесса ПКП заключается в упругопластическом качении заготовки между двумя клиновыми инструментами, параллельно перемещающимися навстречу друг другу и установленными на плитах или вращающимися в одну сторону и установленными на валках с параллельными осями.
Процесс ПКП осуществляется в следующей последовательности. Исходная заготовка подается в рабочую зону стана на ось прокатки и располагается поперек заходных частей инструментов. Инструментам сообщается встречное поступательное или вращательное движение. Заходные части обоих инструментов внедряются в заготовку с диаметрально противоположных сторон, вызывают ее вращение и образование кольцевой канавки. В последующем кольцевая канавка расширяется за счет раскатывания металла наклонными гранями инструмента, происходит перемещение избыточных объемов металла в осевом направлении, профилирование и удлинение заготовки. В результате прокатки заготовка приобретает негативный профиль инструмента. На заключительной стадии прокатки осуществляют калибрование профиля и ножами, установленными по обе стороны инструментов, отрезают избытки металла от прокатанного изделия.
Область эффективного использования ПКП — производство ступенчатых изделий с различной конфигурацией ступеней и перепадами диаметров до четырех и более раз. Если в изделии наибольшую площадь поперечного сечения имеет ступень квадратного или шестигранного профиля, то в качестве исходной заготовки используют пруток аналогичного профиля и указанная ступень при прокатке изделия сохраняется без изменений. Плоскоклиновые станы наиболее эффективны при изготовлении большой номенклатуры высокоточных деталей сложной конфигурации с частыми переналадками. Валковые станы целесообразно использовать при массовом производстве одного-двух изделий, особенно коротких, с относительно невысокими требованиями к их точности.
Поперечно-клиновая прокатка обеспечивает по сравнению со штамповкой повышение производительности в 1,5—2 раза, уменьшение расхода металлопроката на 10—30%, повышение точности, сокращение трудоемкости последующих операций, повышение стойкости инструмента (60…300 тыс. шт.) и значительное сокращение затрат на его изготовление. В то же время в машиностроении ПКП, несмотря на ее существенные преимущества, в ряде случаев не выдерживает конкуренции с поперечно-винтовой прокаткой. При поперечно-винтовой прокатке инструмент универсальный, а при поперечно-клиновой — только для данного типоразмера. Расходы на инструмент оправдывают себя только при крупносерийном и массовом производстве и ограниченной номенклатуре деталей. Заготовки длиной более 750…800 мм требуют громоздких и очень дорогих станов.