Измерение шероховатости повехности изделий
Образцы шероховатости поверхности (ГОСТ 9378−93) широко применяют для оценки шероховатости поверхностей визуальным сравнением с деталью. Образец шероховатости повсрхности (сравнения) — поверхность с известными параметрами шероховатости, полученная определённым способом обработки. Шероховатость поверхности определяет качество обработанной поверхности и влияет на эксплуатационные свойства деталей… Читать ещё >
Измерение шероховатости повехности изделий (реферат, курсовая, диплом, контрольная)
Отклонения поверхностей деталей возникают в процессе обработки заготовок из-за неточности и деформации станка, неточности и износа режущего инструмента, неточности зажимных устройств, деформации заготовок во время обработки, неравномерности величины припуска на обработку, неодинаковой по длине и диаметру твёрдости заготовок и т. д.
В соответствии с установившейся классификацией неровности поверхности делят на три основные вида:
- — отклонение формы — отклонение формы реальной поверхности или реального профиля от формы геометрической поверхности или геометрического профиля (ГОСТ 306−76);
- — волнистость — совокупность периодических неровностей с относительно большими шагами на участке, длина которого превышает нормированную базовую длину /, установленную для измерения шероховатости;
- — шероховатость поверхности (ГОСТ 25 142−82) — совокупность неровностей поверхности (в пределах базовой длины /) с относительно малыми шагами, образующих рельеф поверхности.
Базовая длина / - длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности. Её выбирают из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
Шероховатость поверхности, наряду с другими факторами, определяющими качество поверхности изделия, — отклонением формы поверхности, отклонением расположения данной поверхности относительно других поверхностей и физическими свойствами поверхности — оказывает большое влияние на эксплуатационные свойства машин, приборов, инструментов, средств транспорта и других, в том числе на качество посадок деталей, в расчёт которых входят её параметры.
Шероховатость поверхности возникает в процессе её формообразования и является следом резца, она копирует неровности режущей кромки инструмента и возникает из-за пластической деформации поверхностного слоя при образовании стружки или вибрации, появляющейся при резании, а также в результате действия других причин.
Шероховатость поверхности определяет качество обработанной поверхности и влияет на эксплуатационные свойства деталей: износостойкость (особенно усталостную), коррозионную стойкость, коэффициент трения, прочность неподвижных соединений и пр.
Способы нормирования шероховатости поверхности установлены ГОСТ 2789–73 и распространяются на поверхности изделий, изготовленных из любых материалов (кроме ворсистых) и любыми методами.
Шероховатость поверхности оценивают по неровностям профиля (рис. 2.7), получаемого путём сечения реальной поверхности плоскостью.
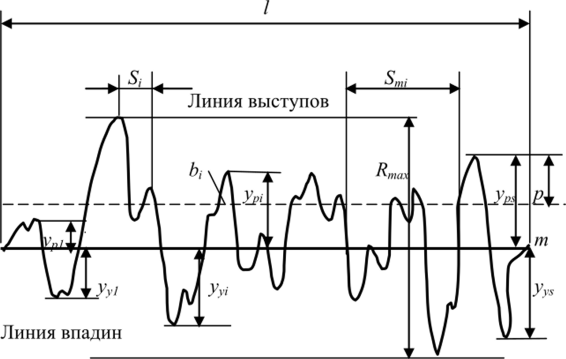
Рис. 2.7. Профиль микронеровностей.
Параметрами шероховатости (ГОСТ 2783−73) являются:
Ra — среднеарифметическое отклонение профиля;
R: — высота неровностей профиля по десяти точкам;
Rпшх — наибольшая высота профиля;
Sm — средний шаг неровностей;
5 — средний шаг местных выступов профиля;
tp — относительная опорная длина профиля, где р — значение уровня сечения профиля.
Параметр Ra является предпочтительным для использования. Среднее арифметическое отклонение профиля Ra — среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:

или приближённо.

где / - базовая длина; п — число выбранных точек профиля; у — отклонение профиля, т. е. расстояние между любой точкой профиля и базовой линией.
Параметр Ru нормирован в диапазоне 0,008 — 100 мкм (42 значения).
Высота неровностей профиля по десяти точкам R: — сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
где уPi — высота /-го наибольшего выступа профиля; yvi — глубина /-й наибольшей впадины профиля.
Параметр R: нормирован в диапазоне 0,025 — 1.600 мкм (49 значений).
Относительная опорная длина профиля tp есть отношение опорной длины профиля к базовой длине, т.с.

II.
где цр = У ft. — опорная длина профиля, т. е. сумма длин отрсз;
i=i.
ков, отсекаемых на заданном уровне в материале профиля линией, эквидистантной (от лат. aequidistans — равноудалённый) средней линии в пределах базовой длины.
Значения tp нормируют в процентах и выбирают из ряда: 10, 15, 20, 25, 30, 40, 50, 60, 70, 80, 90.
Числовые значения уровня сечения профиля р (рис. 2.7) нормируют в процентах и выбирают из ряда: 5, 10, 15, 20, 25, 30, 40, 50, 60, 70, 80, 90 от Rmnr.
Длина участка измерения — минимальная длина участка поверхности, необходимая для надёжного определения характеристик шероховатости, включающая в себя одну или несколько базовых длин.
Средняя линия профиля т — базовая линия, имеющая форму номинального профиля и прошедшая так, что в пределах базовой длины срсднсквадратичсскос отклонение профиля от этой линии было минимальным.
Линия выступов профиля — линия, эквидистантная средней линии т и проходящая через высшую точку профиля, а линия впадин профиля — это линия, эквидистантная средней линии т и проходящая через низшую точку профиля в пределах базовой длины.
Шероховатость поверхности измеряют контактным и бесконтактным способами.
При контактном способе шероховатость определяют, измеряя непосредственно высоту неровностей.
Бесконтактный способ является сравнительным или интегральным.
Для количественной оценки шероховатости применяют щуповые приборы: профилометры (от франц. profil — профиль и. метр), профилографы, а также оптические приборы: двойной микроскоп и интерференционный (от лат. inter — взаимно, между собой и. .ferio — ударяю, поражаю) микроскоп, а для качественной — образцы шероховатости и сравнительный микроскоп.
Профилограф и профиломстр представляют собой устройства, преобразующие линейные перемещения иглы (щупа) по микронеровностям в перемещение записывающего пера (профилограф) или стрелки вторичного прибора (профиломстр).
Профилометры предназначены для контроля шероховатости поверхности 5 — 12-го классов. Профилометры дают оценку шероховатости по Нск — среднему квадратическому отклонению высоты неровностей.
Как правило, профилометр имеет следующие основные технические характеристики:
- — пределы измерения: 0,02 — 100 мкм;
- — длина трассы ощупывания: до 12 мм;
- — скорость трассирования 0,5; 1,0; 2,0 мм/с.
Программное обеспечение позволяет в диалоговом режиме управлять процессом измерения, выбирая оптимальные режимы, вычислять параметры шероховатости, выводить на экран монитора и анализировать геометрические особенности микропрофиля. Результаты измерений сохраняются в памяти компьютера и могут быть распечатаны в виде протокола.
Образцы шероховатости поверхности (ГОСТ 9378−93) широко применяют для оценки шероховатости поверхностей визуальным сравнением с деталью. Образец шероховатости повсрхности (сравнения) — поверхность с известными параметрами шероховатости, полученная определённым способом обработки.
Наилучшие условия для сравнения создаются в случае, когда материал, технологический процесс и форма изготовляемого образца одинаковы с контролируемой деталью.
Этот метод даст надёжные результаты контроля шероховатости поверхностей до 6-го класса включительно. При контроле деталей 7 — 10-го классов не исключена возможность отнесения шероховатости поверхности к соседнему классу.
Для улучшения качества контроля шероховатости до 10-го класса сравнением с образцами применяют сравнительные микроскопы, которые бывают накладного, переносного и стационарного типов. При помощи этих микроскопов одновременно сравнивают две поверхности, одна из которых является образцовой, а другая — проверяемой.
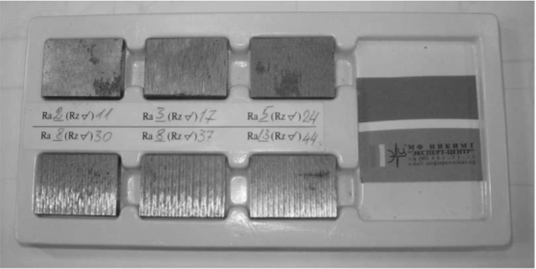
Рис. 2.8. Образцы шероховатости.
Способы обработки поверхности деталей Способы обработки, воспроизводимые образцами, форма образца и основное направление неровностей поверхности образца указаны в табл. 2.1.
Способы обработки образца, форма.
Способ обработки, условное обозначение. | Форма образца. | Условное изображение. |
Точение Расточка Фрезерование цилиндрическое Строгание Шлифование периферией круга. | Цилиндрическая выпуклая Цилиндрическая вогнутая Плоская Плоская Плоская, цилиндрическая выпуклая, цилиндрическая вогнутая. |  |
Точение торцевое Фрезерование торцевое. | Плоская Плоская. |  |
Фрезерование торцевое Шлифование торцевое Шлифование чашеобразным кругом. | Плоская Плоская Плоская. |  |
Электроэрозионная обработка Дробеструйная Пескоструйная обработка. | Плоская Плоская Плоская. | Не имеет определённого направления штриха. |
Полирование. | Плоская, цилиндрическая выпуклая. | Путаный штрих. |
Пневматический метод оценки шероховатости основан на измерении расхода воздуха, проходящего через неровности поверхности, по шкале ротаметра, градуированного по образцам. Метод применим при Rc, = 0,20 — 6,3 мкм. При меньших значениях Ra па результаты оценки влияют волнистость и отклонение формы.
Рефлектометрический метод основан на использовании отражательной способности исследуемой поверхности. Лучи от источника света, пройдя объектив, попадают на поверхность детали и после отражения от неё, вновь преломившись на втором объективе, попадают на фотоприёмник. В зависимости от интенсивности светового потока, определяемого шероховатостью поверхности, в фотоэлементе возникает ток, фиксируемый гальванометром. Метод применим при Ra = 0,10 — 0,25 мкм.
В емкостном методе исследуемая поверхность является обкладкой измерительного конденсатора (рис. 2.9).
Рис. 2.9. Емкостной метод определения шероховатости.
Тогда в зависимости от величины шероховатости будет меняться ёмкость конденсатора. Метод применим для шероховатости /?" = 0,025 — 0,1 мкм.