Оборудование для проведения теплообменных процессов
Оборудование классифицируют: по характеру соприкосновения продукта и окружающего воздуха — открытые и закрытые; по форме рабочих органов — плоские и круглые; по профилю поверхности рабочих органов — трубчатые и пластинчатые; по конструкции — однорядные и многорядные (пакетные); по числу секций — односекционные и многосекционные; по направлению движения охлаждающей жидкости по отношению… Читать ещё >
Оборудование для проведения теплообменных процессов (реферат, курсовая, диплом, контрольная)
Большинство технологических процессов в перерабатывающих производствах осуществляется в условиях подвода или отвода теплоты, причем тепловой поток направлен от тела с более высокой температурой к телу, температура которого ниже.
При переработке плодоовощного сырья наиболее широкое распространение получили следующие виды теплообменных процессов: бланширование, разваривание, подогревание, испарение и выпаривание.
Тепловые аппараты в зависимости от способа нагревания классифицируют на бланширователи, развариватели и подогреватели.
По принципу действия эти аппараты делятся на аппараты периодического и непрерывного действия, работающие при атмосферном давлении, под вакуумом и под избыточным давлением с нагревательной камерой и барботерами.
Бланширование сырья проводят путем кратковременной тепловой обработки продукта в горячей воде, растворе соли или кислоты, а также в среде водяного пара. В результате инактивируются ферменты, упрощается очистка от кожицы, уничтожаются микроорганизмы, свертываются белки, проницаемость протоплазмы клеток увеличивается, что облегчает извлечение сока, повышает эластичность сырья и его легче укладывать в тару.
Для бланширования целых или нарезанных плодов и овощей горячей водой или водяным паром используют ковшовый бланширователь БК, устанавливаемый в линиях выработки компотов, джема, варенья и т. д.
Ковшовый бланширователь БК состоит из ванны 1 (рис. 11.19) и ленточного транспортера, образованного из двух цепей, к которым шарнирно прикреплены ковши 2. Для подвода пара над лентой и под ней установлены барботеры 3. Производительность бланширователя: по шпинату 0,33 кг/с, гороху 0,56, моркови 0,32 кг/с. Расход воды 0,05 л/с, мощность электродвигателя 1,7 кВт, частота вращения вала 140 с-1, температура бланширования 95… 100 'С.
Аналогично устроены бланширователи А9-КБГ и А9-КБЁ. Температура бланширования соответственно 60…85 и 80… 96 ± 4″ С. Продолжительность бланширования соответственно 2… 10 и 2…32 мин.
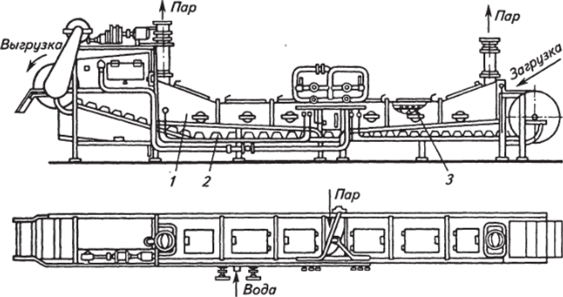
Рис. 11.19. Бланширователь БК:
1 — ванна; 2 — ковши; 3 — барботеры Нарезанный дольками картофель обрабатывают жаром в бланширователях КБТ-400 и КБТ-900 (табл. 11.5).
11.5. Основные технические данные ковшовых бланширователей.
Показатель. | А9-КБГ. | А9-КБЕ. | КБТ-400. | КБТ-900. |
Производительность, кг/ч. | 500…2700. | 500.8000. | ||
Расход: | ||||
пара, кг/ч. | До 70. | До 200. | ||
воды, м3/ч. | 0,1. | 0,15. | 1,7. | 3,5. |
Габаритные размеры, мм: | ||||
длина. | ||||
ширина. | ||||
высота. | 375,5. | |||
Дробленые томаты, томатную пасту, фруктовый сок подогревают в поверхностных теплообменниках.
В качестве подогревателя для изменения температуры вязких и жидких сред (сока, сусла, фруктовых масс и т. д.) часто используют кожухотрубные подогреватели.
Кожухотрубный подогреватель предназначен для нагревания дробленой томатной массы, пасты, пульпы, фруктового пюре, фруктовых и овощных соков в консервном производстве. Подогреватель состоит из двух трубных решеток / (рис. 11.20), в которые завальцованы 66 трубок 2 диаметром 34/32 мм и длиной.
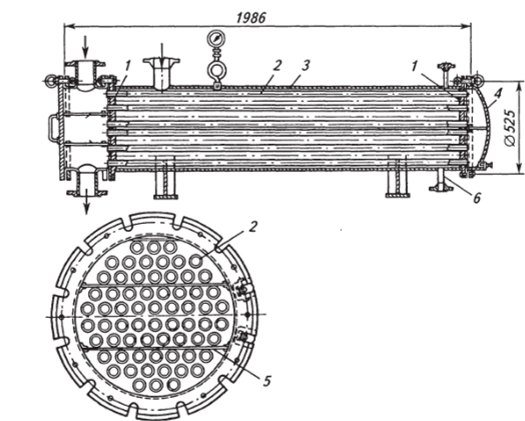
Рис. 11.20. Кожухотрубный подогреватель:
- 7 — трубные решетки; 2 — трубки; 3— кожух; 4 — крышки; 5— перегородки; 6 — патрубок
- 1986 мм. Общая площадь поверхности нагрева аппарата около 13 м2.
Трубные решетки с трубками заключены в металлический кожух 3 цилиндрической формы, с торцов закрытый крышками 4, которые прикреплены к кожуху с помощью откидных болтов. Герметичность соединения обеспечивает уплотняющая прокладка.
Между крышкой и трубной решеткой 1 имеются перегородки 5, образующие четыре камеры, которые объединяют один или два пучка трубок. Таким образом пучки трубок (по 16 в каждом) последовательно соединены между собой. Пар подается в пространство между кожухом и трубками и омывает их снаружи. Конденсат отводится через патрубок 6, расположенный в нижней части кожуха. Давление пара поддерживается на уровне 0,11…0,15 МПа.
Нагреваемый продукт насосом последовательно перекачивается через все четыре пучка трубок. Путь продукта, проходящего через подогреватель, равен длине одной трубки в пучке, умноженной на число ходов. При значительной длине подогревателя, когда возможна температурная деформация деталей из-за возникающих напряжений, предусматривают устройства, компенсирующие тепловое расширение трубок.
Кроме кожухотрубных подогревателей для варки сиропа, рассола, заливки, варенья и т. д. используют двустенные варочные котлы (табл. 11.6).
Двустенный котел состоит из двух полостей: открытой, в которой помещают продукт, подвергаемый нагреванию, и герметически закрытой — паровой камеры. Поверхностью нагрева служит часть паровой камеры, соприкасающаяся с продуктом. Наружная поверхность камеры не участвует в полезном теплообмене, однако она сильно нагревается, поэтому для снижения потерь теплоты в окружающую среду наружную поверхность камеры покрывают изоляционным материалом.
Подвод пара в паровую камеру и отвод из нее конденсата в опрокидывающихся, а иногда и в стационарных котлах производят через полые патрубки, которые соединены с трубопроводами с помощью сальниковых уплотнений. Для отвода конденсата внутри паровой камеры установлена изогнутая трубка, один конец которой соединен с опорным патрубком, а другой находится в нижней части паровой камеры. Там же имеется продувочный кран для отвода скапливающегося воздуха и остатков конденсата.
К недостаткам двустенных котлов относится неравномерная интенсивность теплообмена на поверхности нагрева: наибольшая в верхней части котла и крайне низкая в нижней (днище), где толщина пленки конденсата максимальная; интенсивность теплообмена особенно велика в местах отвода пара в нагревательную камеру, так как здесь скорость пара максимальная. Кроме того, двустенные котлы характеризуются недостаточной интенсивностью теплообмена, которая в значительной степени зависит от диаметра котла, давления греющего пара, способов подвода пара и отвода конденсата, формы котла, степени отвода воздуха из паровой камеры.
11.6. Основные технические данные варочных котлов.
Показатель. | 6А. | 5А. | 27А. | 28А. | M3−2C-244. | Д9−41А. | К7-ФВА. | |
а. | ||||||||
Вместимость, м3: рабочая. | 0,012. | 0,06. | 0,06. | 0,15. | 0,15. | 0,15. | 0,15. | 0,37. |
геометри; | 0,033. | 0,095. | 0,095. | 0,2. | 0,2. | 0,2. | 0,2. | 0,462. |
ческая Давление пара,. | 0,3. | 0,6. | 0,6. | 0,6. | 0,4. | 0,4. | 0,6. | 0,2. |
МПа Габаритные размеры, мм: длина. | ПО. | |||||||
ширина. | 101,2. | 101,2. | 103,3. | |||||
высота. | 131,2. | |||||||
Выпаривание — концентрирование растворов при кипении путем превращения в пар части растворителя. В перерабатывающей промышленности выпариванию подвергают пищевые продукты, представляющие собой сложную полидисперсную систему, в которой наряду с водой (75…90%) содержатся различные органические вещества (сахар, органические кислоты, их соли, пектиновые вещества, клетчатка, витамины и др.).
Выпарные аппараты бывают атмосферными и вакуумными. К преимуществам вакуум-выпарных установок по сравнению с атмосферными аппаратами относятся:
возможность сгущать жидкости, кипение которых при атмосферном давлении ведет к изменению физико-механических свойств и потере питательной ценности продукта;
использование в рабочем цикле отработавшего и вторичного пара;
эффективное использование пара благодаря значительному перепаду температур между теплоносителем (паром) и выпариваемой жидкостью.
Указанными преимуществами вакуум-выпарных установок объясняется их широкое применение при переработке плодов и овощей.
Используемые в перерабатывающей промышленности выпарные установки классифицируют: по количеству корпусов — однои многокорпусные; по принципу работы — периодического и непрерывного действия; по конструкции — циркуляционные и пленочные; по типу греющей поверхности — трубчатые и пластинчатые; по типу конденсатора — с поверхностным и барометрическим конденсаторами; по способу подогрева продукта — с использованием водяного пара, паров аммиака и фреона; по использованию вторичного пара — аппараты, в которых не используют вторичный пар, и аппараты с его использованием.
Промышленность выпускает несколько типов вакуум-выпарных установок и аппаратов, практически сходных по устройству й принципу работы.
Аппарат двустенный выпарной M3C-320 предназначен для приготовления томатного пюре и пасты, различных соусов, повидла, рассолов, а также овощных и фруктовых соков. Он состоит из корпуса 4 (рис. 11.21) с паровой рубашкой, крышки /, привода мешалки 3 и ловушки 2.
Корпус 4 выполнен в виде емкости, нижняя половина которой заключена в паровую рубашку.
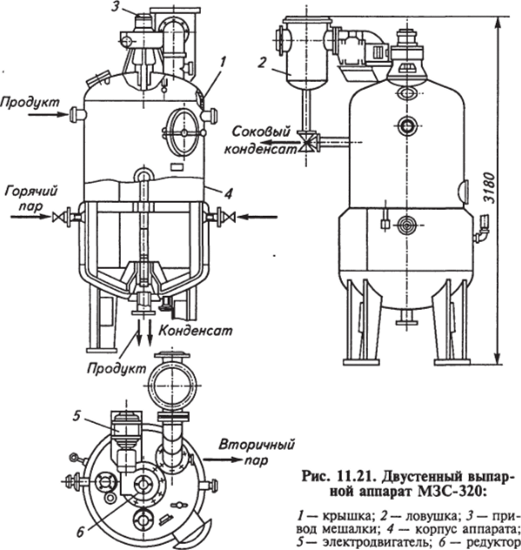
На сферической крышке смонтирован привод лопастной мешалки, состоящий из электродвигателя 5 и редуктора 6. К крышке прикреплена ловушка 2 для улавливания наиболее крупных частиц продукта, уносимых вторичным паром в вакуумную систему.
Паровая рубашка оборудована манометром и предохранительным клапаном. В нижней части днища аппарата расположен патрубок для отвода конденсата.
Аппарат снабжен тремя окнами для осмотра внутренней полости и наблюдения за рабочим процессом и краном для отбора проб. Аппарат разгружается через спускной патрубок с пробковым краном.
Основные технические данные вакуум-выпарных аппаратов приведены в табл. 11.7.
11.7. Основные технические данные вакуум-выпарных аппаратов.
Показатель. | M3C-320. | M3−2C-316. | МЗ-2С-210. |
Вместимость рабочая, м3 | 1,0. | 0,5. | 1,0. |
Площадь поверхности. | 3,56. | 2,2. | 4,0. |
нагрева, м2 Значение вакуума в аппа; | 0,072—0,077. | 0,07. | 0,07. |
pare, МПа Давление пара, МПа. | 0,40. | 0,25. | 0,25. |
Расход пара, кг/ч. | —. | ||
Потребление электроэнер; | 2,7. | 1,2. | 2,4. |
гии, кВт • ч Габаритные размеры, мм. | 1300×1300 х. | 1360×1195х. | 1360X 1195 х. |
х 1170. | х 1700. | х 1700. | |
Масса, кг. |
Применяемое в перерабатывающей промышленности оборудование для стерилизации и пастеризации представляет собой либо отдельные аппараты, либо входит в состав комбинированных очистительно-охладительных, пастеризационно-охладительных или стерилизационных установок.
Оборудование классифицируют: по характеру соприкосновения продукта и окружающего воздуха — открытые и закрытые; по форме рабочих органов — плоские и круглые; по профилю поверхности рабочих органов — трубчатые и пластинчатые; по конструкции — однорядные и многорядные (пакетные); по числу секций — односекционные и многосекционные; по направлению движения охлаждающей жидкости по отношению к охлаждаемому продукту — прямоточные и противоточные.
Тепловую обработку консервов в аппаратах для стерилизации проводят в основном двумя способами: острым насыщенным паром без противодавления (для консервов в жестяной таре вместимостью до 500 см3) и водой, подогреваемой паром, с противодавлением (для консервов в стеклянной таре и в крупных жестяных банках).
Противодавление — это давление, искусственно создаваемое внутри аппаратов и позволяющее обеспечить целостность консервов в процессе стерилизации. Высокое избыточное давление внутри банки при стерилизации, проводимой без противодавления, приведет к деформации донышек и крышек и нарушению герметичности банок.
Стерилизацию консервов как с противодавлением, так и без него проводят в специальных аппаратах-автоклавах.
Различают автоклавы вертикальные для стерилизации консервов в жестяной и стеклянной таре паром или в воде и горизонтальные для стерилизации консервов в жестяной таре паром.
В зависимости от состояния стерилизуемого продукта различают обыкновенные и ротационные автоклавы. В последних продукт в процессе стерилизации непрерывно перемещается во вращающемся барабане, что значительно улучшает теплообмен, а следовательно, и эффективность всего процесса.
Автоклавы В6-КАВ-2 и Б6-КАВ-4 периодического действия предназначены для стерилизации и пастеризации консервов, укупоренных в стеклянную или металлическую тару.
Внутренний диаметр автоклава (обеих марок) 1 м, корзины 0,94 м, полезная вместимость корзины 0,485 м^; рабочая температура не более 130 °C; максимальная продолжительность работы в автоматическом режиме 220 мин.
Двухсеточный вертикальный автоклав представляет собой цилиндрический корпус 1 со сферическим днищем, оборудованным откидывающейся крышкой с противовесом 4 (рис. 11.22). Герметичность крышки достигается благодаря уплотнительной прокладке и барашковым гайкам. Пар подается через барботер, находящийся в придонной части. Над барботером располагаются корзины с банками.
Для контроля за режимом стерилизации установлены термометр и манометр, подключенные к промежуточному сосуду, который соединяется трубкой с внутренней полостью автоклава.
В верхней части автоклава расположены отверстия для установки клапана и продувного вентиля, в донной — патрубок спуска конденсата.
Температуру в автоклаве регулируют паровым вентилем: при понижении температуры его открывают, при повышении прикрывают. При повышении температуры сверх предельной, открывают продувной вентиль и выпускают пар. Паровой вентиль должен быть при этом закрыт. Во время стерилизации периодически (каждые 15…20 мин) на 5…10с приоткрывают сливной вентиль для спуска образовавшегося конденсата.
При стерилизации консервов с противодавлением автоклав заполняют водой при открытом продувном клапане. Вода нагревается паром и при достижении необходимой температуры продувной.
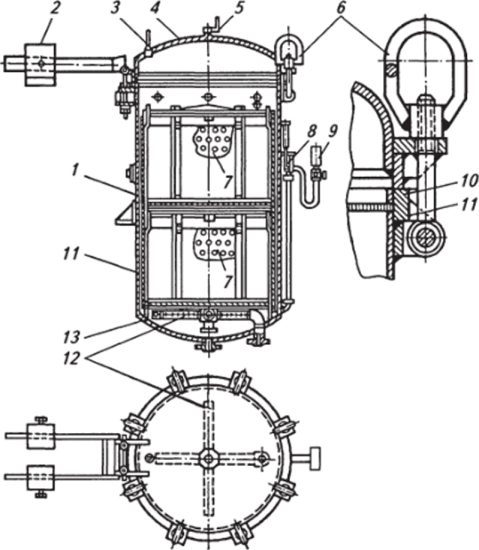
Рис. 11.22. Двухсеточный вертикальный автоклав:
/ — корпус; 2 — противовес; 3 — гнездо для термометра; 4 — крышка; 5 — кран; б — барашковые гайки; 7 — корзины с банками; 8 — циркуляционная трубка; 9 — промежуточный сосуд подключения манометра и термометра; 10— уплотнительная прокладка; 11 — круговой паз; 12— барботер; 13 — сферическое днише клапан закрывается, а требуемое давление в автоклаве создают с помощью парового вентиля.
Эффективность работы автоклава значительно повышается при его эксплуатации с системами автоматического управления различных типов. В первом случае автоклавы комплектуют программным регулятором стерилизации ПРП-2, который обеспечивает проведение технологического процесса по заданной формуле в автоматическом режиме. В автоклаве Б6-КАВ-2.МП применена электронная микропроцессорная система управления «Август-Р». Она позволяет проводить технологический процесс не менее чем по 24 программам, различающимся как режимами стерилизации, так и технологическими допусками при выполнении операций.