Оборудование для формования из листованных резин
Оператор при открытой крышке 7 укладывает на форму 12 заготовку из листованной резиновой смеси, затем открывает кран 11, который соединяет внутреннюю полость формы с вакуумной системой. При этом происходит удаление воздуха из-под заготовки и осуществляется формование изделия. Далее оператор нажатием кнопки включает в работу гидроцилиндр 10, который с помощью пары «рейка-шестерня» поворачивает вал… Читать ещё >
Оборудование для формования из листованных резин (реферат, курсовая, диплом, контрольная)
Оборудование для пневмовакуумного формования РТИ в настоящее время имеется двух типов. Для производства РТИ крупных размеров используют формовочные агрегаты, в которых технологическая оснастка устанавливается на специальных выдвижных тележках. Зарядка форм и пневмовакуумное формование сырой резиновой заготовки осуществляется вне автоклава. Затем тележки задвигаются в горизонтальный автоклав, и происходит вулканизация изделий. Съем изделий производится также вне автоклава. Для формования мелких РТИ применяются невысокие вертикальные автоклавы со встроенными в них роторами, несущими технологическую оснастку. На этих установках зарядка заготовок, формование и съем изделий производится при открытом автоклаве, а вулканизация при закрытом.
Принципиальная схема агрегата для производства крупногабаритных изделий представлена на рис. 5.4, а. Он состоит из автоклава 1, крышки 5 с платформой 4 и установленных на платформе матриц 3. Оператор снимает с каждой из матриц зажимную раму 7 (рис. 5.4,6) и укладывает листовые заготовки 6 из сырой резины на матрицы, затем осуществляет зажим заготовок и соединяет полости матрицы с вакуум-системой. Происходит процесс образования формы изделий. После этого формовщик задвигает платформу по направляющим 8 внутрь автоклава и уплотняет крышку 5 с помощью затворов 2. Далее внутрь автоклава подастся острый водяной пар с температурой, обеспечивающей вулканизацию резиновой смеси. После окончания процесса вулканизации формовщик открывает затворы 2, выдвигает платформу 4 и, сняв зажимные рамы 7, вынимает готовые изделия. Управление такого рода машинами осуществляется вручную. Количество матриц зависит от величины формуемых изделий.
Агрегат для производства малогабаритных РТИ [30] методом вакуумного формования (рис. 5.5) состоит из автоклава 1 с шарнирно закрепленной крышкой 7. Открывание и закрывание крышки осуществляет гидроцилиндр 3. В автоклаве на опорах 8смонтирован полый горизонтально расположенный вал 9, на котором установлен ротор 2 с закрепленными на нем четырьмя формами 12.
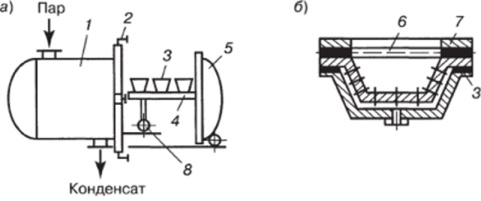
Рис. 5.4. Схема агрегата для формования крупногабаритных РТИ: а — принципиальная схема; б — схема матрицы.
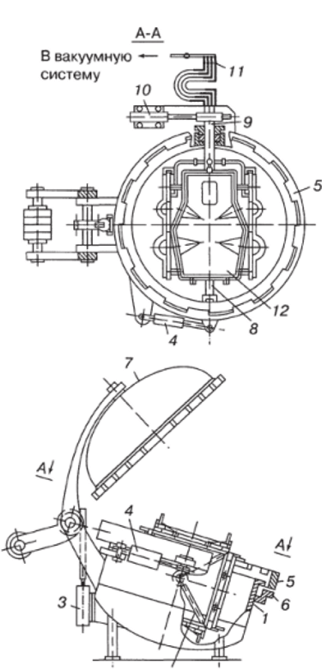
Рис. 5.5. Схема агрегата для формования мелких и средних РТИ. Пояснения в тексте.
Оператор при открытой крышке 7 укладывает на форму 12 заготовку из листованной резиновой смеси, затем открывает кран 11, который соединяет внутреннюю полость формы с вакуумной системой. При этом происходит удаление воздуха из-под заготовки и осуществляется формование изделия. Далее оператор нажатием кнопки включает в работу гидроцилиндр 10, который с помощью пары «рейка-шестерня» поворачивает вал 9 с ротором 2 на 90°. Оператор укладывает и формует заготовку на другой форме и так до тех пор, пока не будут отформованы изделия во всех четырех формах.
Далее оператор приводит в действие гидроцилиндр 3 и с его помощью закрывает крышку аппарата. Запирается крышка от действия гидроцилиндра 4 байонетным затвором, кольцо 5 которого для уменьшения трения установлено на шаровых опорах 6. После того как автоклав закрыт и заперт, в него подается острый пар и происходит доформовка и вулканизация изделий. По окончании времени вулканизации с помощью гидроцилиндра 4 байонетный затвор возвращается в исходное положение, гидроцилиндр 2 откидывает крышку, и оператор поочередно во всех положениях ротора отключает форму от вакуум-системы, снимает готовое изделие, ставит новую заготовку и формует ее. Цикл повторяется.