Этажные прессы.
Оборудование заводов пластмасс.
Часть 2
В качестве другого примера рассмотрим организацию обслуживания этажного пресса 9 для производства листов из слоистого пластика (рис. 4.24). Пропитанная связующим и нарезанная на листы нужного формата бумага, сложенная в стопы, подается в зону обслуживания пресса на конвейерных тележках 1. Набор пакетов производится на комплектующих столах-тележках 3. Крафтбумага и пресс-прокладки, подаваемые… Читать ещё >
Этажные прессы. Оборудование заводов пластмасс. Часть 2 (реферат, курсовая, диплом, контрольная)
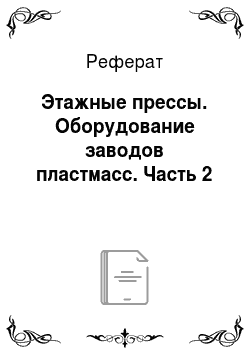
Этажными прессами называют прессы, предназначенные для одновременного прессования ряда изделий, расположенных одно над другим (рис. 4.19). При этом усилие, создаваемое прессом, полностью передается с одного этажа на другой. В промышленности переработки пластмасс подобные прессы служат в основном для производства плит и листов с различными наполнителями и связующими на основе полимерных смол. Иногда на этажных прессах листы или плиты ламинируют декоративным покрытием. Современные этажные прессы имеют нижнее расположение главного цилиндра. Часто при большой площади плит с целью более равномерной передачи на них усилия прессования и для уменьшения диаметра главного цилиндра одновременно используют несколько гидроцилиндров, работающих синхронно. Для удобства обслуживания прессов главный цилиндр (или цилиндры) приходится размещать в приямке ниже уровня пола, так как в противном случае загрузка и выгрузка с верхних этажей пресса будет связана с неоправданными трудностями.
Цилиндры этажных прессов чаще всего изготавливают литыми из стали. Однако некоторые фирмы предпочитают использовать цилиндры, полученные механической обработкой. Плунжеры изготавливаются либо из чугуна, либо из стали. Используются манжетные уплотнения.
Возврат подвижных частей в нижнее положение происходит под действием собственного веса. Часто используется насосно-акРис. 4.19. Принципиальная схема этажного пресса колонного типа:
/—гайка; 2 — верхняя поперечина; 3— колонна; 4 — лестничный упор; 5 — греющая плита; 6— нижняя подвижная плита; 7— плунжер цилиндра ускоренного хода; цилиндр ускоренного хода; 9— плунжер главного цилиндра; 10— главный цилиндр кумуляторный привод. При работе на одном высоком давлении устанавливаются дополнительные цилиндры, которые обеспечивают ускоренный подъем и смыкание плит, в то время как главный цилиндр заполняется жидкостью, самотеком поступающей через наполнительный клапан. Прессование происходит при переключении главного цилиндра на рабочее давление.
Теоретически предела числа этажей не существует, однако при назначении этого числа приходится оценивать величину рабочего хода главного плунжера и условия механизации загрузки и выгрузки пакетов прессуемого материала. Мировой опыт прессостроения показывает, что максимальное число этажей колеблется в пределах 20—25.
Величина рабочего хода главного плунжера L рассчитывается по формуле.

где л —число этажей; Я—расстояние между плитами в разомкнутом состоянии; h — расстояние между плитами в конце прессования.
Станины этажных прессов бывают как рамными, так и колонными. Верхняя поперечина (архитрав) может быть как литой, так и полученной механической обработкой из кованой заготовки. Плиты чаще всего выполняются из толстолистового проката и снабжены каналами для жидкостного (реже парового) обогрева.
Между нижней греющей плитой, закрепленной на подвижном столе, и верхней, прикрепленной к архитраву, смонтированы промежуточные нагревательные плиты. Одинаковое расстояние между плитами в разомкнутом состоянии обеспечивается либо системой упоров лестничного типа, в которых каждый следующий упор, начиная снизу, короче предыдущего, либо цепным устройством.
От конструкции нагревательных (или греющих) плит во многом зависят технологические возможности пресса. Ведь с их помощью в прессуемом материале создается требуемое давление и обеспечивается поступление тепла, необходимого как для равномерного распределения связующего в форме, так и для успешного прохождения реакции отверждения. Нагревательные плиты должны быть достаточно массивными, так как важным условием получения высококачественных изделий при прессовании является равномерность давления в пресс-материале, создаваемого по всей поверхности плиты. Это зависит от жесткости конструкции плиты и качества механической обработки ее поверхности. Для переработки материалов, требующих давления прессования до 5 МПа, применяют нагревательные плиты толщиной 40—45 мм, а при давлениях прессования свыше 5 МПа — плиты толщиной 65—70 мм.
На рис. 4.20 представлена конструкция нагревательной плиты этажного пресса для производства слоистых пластиков. Система каналов для теплоносителя, с помощью которого нагреваются плиты, образуется рядом параллельных сверленых нагревательных каналов 1, сообщающихся друг с другом с помощью соединительных каналов 2. Нагревательные каналы сверлят на многошпиндельных агрегатных станках. Диаметр и длина каналов определяются теплофизическим расчетом.

Рис. 4.20. Схема нагревательной плиты.
Более высокие температуры плит достигаются при использовании электронагревателей. В настоящее время наиболее распространено использование трубчатых электронагревателей сопротивления (устройство ТЭНов — см. в разделе 5.3.1), что позволяет сохранить конструкцию плиты, применяемую для жидкостного или парового обогрева.
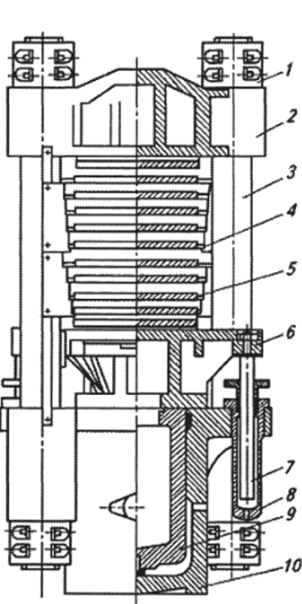
Подвод пара или воды от неподвижного коллектора к подвижным плитам пресса осуществляется с помощью телескопического устройства (рис. 4.21) или трубками с шарнирными соединениями (рис. 4.22).

1нако;
CMOHРис. 4.22. Шарнирное.
соединение трубопро;
1. .этаводов.
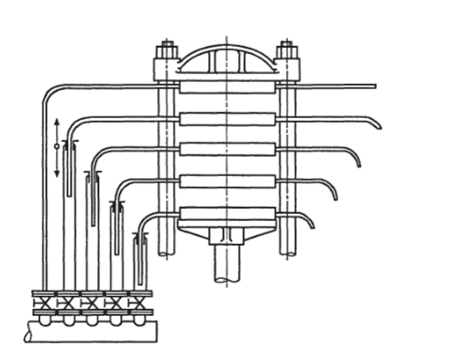
Рис. 4.21. Телескопическое соединение трубопроводов.
Прессованию предшествует подготовка пакетов — наполнителя, пропитанного полимерным связующим и уложенного между двумя пресс-прокладками.
Существует целый ряд устройств для механизации загрузки и разгрузки прессов: гидравлические подъемники, вагоны-этажерки, стационарные и поворотные этажерки, различные толкающие и тянущие механизмы. Рассмотрим два достаточно типичных примера.
На рис. 4.23 приведена схема этажного гидравлического пресса 5, используемого при поточной загрузке и выгрузке изделий. Сформированный пакет подается к загрузочной этажерке 4. Этажерка и пресс имеют одинаковое число этажей. На каждом из этажей смонтировано по два консольных рольганга 3. Эта;
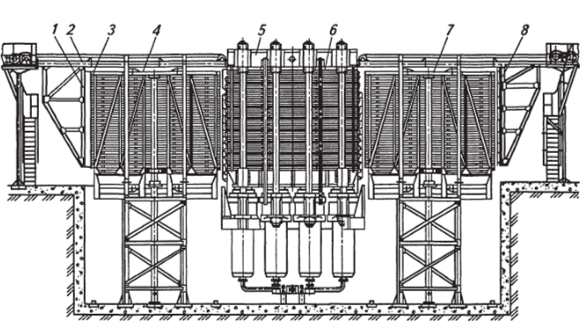
Рис. 4.23. Схема этажного пресса с загрузочной и разгрузочной этажерками.
жерка с помощью гидравлического подъемника перемещается по вертикали.
Загрузка пакетов в этажерку происходит так. Этажерку опускают в приямок с таким расчетом, чтобы верхние консольные рольганги расположились на одном уровне с подающим транспортером. После этого подающий транспортер передает пакет на консольные рольганги. Передняя часть пакета, дойдя до конца этажерки, фиксируется установленным там датчиком, который подает команду на подъем этажерки на один шаг. Таким образом загружаются пакетами все ее этажи. К этому моменту рабочая плита пресса находится в нижнем положении и все нагревательные плиты пресса свободны от готовых изделий, полученных при предыдущей запрессовке. Загрузка пакетов на все этажи 6 пресса осуществляется одновременно толкателем 7, который перемещается по направляющим балкам 2. Ширина толкателя меньше, чем просвет между консольными рольгангами этажерки, поэтому он может свободно передвигаться между этими рольгангами. При своем поступательном движении толкатель упирается в торцы пакетов и вдвигает их в пресс, после чего возвращается в исходное положение.
Плиты пресса смыкаются, и происходит процесс формования. По окончании прессования плиты пресса размыкаются и готовые листы или плиты вместе с пресс-прокладками, между которыми они находятся, выгружаются разгрузчиком 8. Пресс-прокладки с одной стороны имеют специальные выступы, за которые зацепляются захваты разгрузчика. Затем разгрузчик отходит вправо, одновременно вытягивает из пресса все пакеты и передает их на консольные рольганги разгрузочной этажерки 7, которая по конструкции аналогична этажерке 4. Во время разгрузки этажерка 7 опускается на один шаг, при этом пакет переходит на разгрузочный транспортер. После этого специальное устройство освобождает готовую плиту или лист от пресс-прокладок, которые по транспортерам возвращаются к позиции подготовки пакетов.
В качестве другого примера рассмотрим организацию обслуживания этажного пресса 9 для производства листов из слоистого пластика (рис. 4.24). Пропитанная связующим и нарезанная на листы нужного формата бумага, сложенная в стопы, подается в зону обслуживания пресса на конвейерных тележках 1. Набор пакетов производится на комплектующих столах-тележках 3. Крафтбумага и пресс-прокладки, подаваемые на тележках 2, укладываются кранами 4, на которых подвешены траверсы с вакуумными присосками. Пресс-прокладки поступают с пунктов механической очистки 5. Декоративная бумага и покровный защитный слой (оверлей) могут укладываться как кранами, аналогичными крану 4, так и вручную, как это показано на рис. 4.24.
После того как на столах-тележках 3 набрано по одному пакету, предназначенному для укладки в пресс, каждая из тележек подходит к соответствующему подъемнику 6. Пакет с помощью толкателя передается на подъемник, который загружает пакет в поворотную этажерку 7. Для ускорения обслуживания пресса загрузка па.
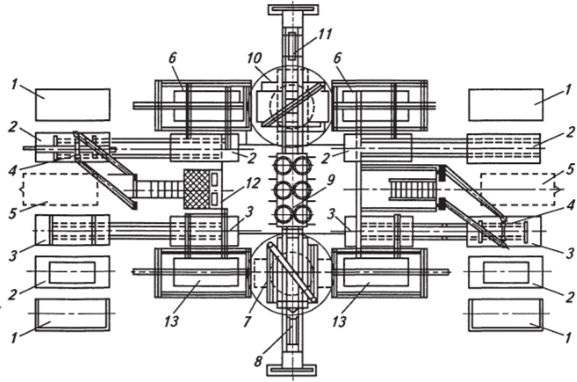
рке. 4.24. Схема механизации загрузки и разгрузки этажного пресса при производстве листов из слоистых пластиков кетов в этажерку происходит одновременно слева и справа. Причем система автоматики, управляющая комплексом, настроена так, чтобы один из подъемников подавал пакеты только на четные этажи этажерки, а другой — только на нечетные. На схеме этажерка 7 показана в положении, когда при помощи толкателя 8 набранные пакеты одновременно подаются на этажи пресса.
Разгрузку пресса производят с небольшим опережением по отношению к загрузке. На разгрузчике 11 имеются подпружиненные зацепы, которые входят в специальные окна пресс-прокладок и вытаскивают пакеты с готовым слоистым пластиком из пресса на разгрузочную этажерку 10. Затем этажерка поворачивается на 90° и гидравлические столы-подъемники 13 передают пакеты с готовыми листами на разгрузочные столы-тележки 3. Пресс-прокладки с готовых листов снимаются с помощью крана 4. Готовые листы пластика складываются на конвейерную тележку 7, а пресспрокладки поступают на пункт механической очистки 5.
Управление агрегатом ведется с единого пульта управления 12, расположенного на высокой площадке для лучшего обзора оператором всех основных механизмов.