Качество обработанной поверхности
L — базовая длина; Rr— максимальная глубина впадин; R — максимальная высота вершин; Smj — шаг неровностей (длина отрезка линии, ограниченная точками пересечения этой линии с одноименными сторонами соседних неровностей); 5^— расстояние между вершинами соседних неровностей; р — расстояние между линией выступов профиля и линией, пересекающий профиль эквидистантно линии выступов профиля; т — базовая… Читать ещё >
Качество обработанной поверхности (реферат, курсовая, диплом, контрольная)
В результате изучения данной главы студент должен:
знать
- • влияние параметров процесса резания на формирование параметра шероховатости обрабатываемой поверхности изготавливаемой детали;
- • виды смазочно-охлаждающих технологических средств, используемых при механической обработке;
- • механику возникновения: наклепа поверхностного слоя изготавливаемой детали; остаточных напряжений в поверхностном слое детали; вибраций при резании материалов;
уметь
- • назначать основные геометрические параметры режущих инструментов, методы формообразования поверхностей деталей машиностроения с учетом контактных процессов, сопутствующих процессам обработки материалов;
- • выбирать смазочно-технологические средства;
- • рассчитывать усадку стружки;
владеть
- • навыками назначения основных геометрических параметров режущих инструментов;
- • навыком выбора смазочно-технологических средств;
- • методикой определения остаточных напряжений.
Основные факторы, влияющие на формирование шероховатости поверхности
Качество поверхности детали определяется геометрией се реальной поверхности, точностью выполнения заданных размеров и физической характеристикой поверхностного слоя.
Отклонения от теоретической поверхности определяются макрогеометрией (овальность, конусообразность, волнистость) и микрогеометрией (шероховатость). Под шероховатостью поверхности понимается совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности.
Волнистость поверхности, в отличие от шероховатости, представляет собой совокупность периодически чередующихся выступов и впадин синусоидальной формы, имеющих значительно больший шаг.
Под физической характеристикой поверхностного слоя понимается:
- 1) структурное состояние поверхности (надрывы, микротрещины, измельчение структуры);
- 2) упрочнение (наклеп) поверхностного слоя (глубина и степень наклепа);
- 3) остаточные напряжения (глубина, величина, знак).
Практика показывает, что качество обработанной поверхности определяет эксплуатационные свойства деталей машин, так как их разрушение обычно начинается с поверхностного слоя. Качество механической обработки детали в основном зависит от последних чистовых проходов.
Наиболее изученной характеристикой качества поверхности является шероховатость (ГОСТ 2789—73). Шероховатость оценивают средним арифметическим отклонением точек профиля Ra или высотой неровностей Rz, измеренными на определенной базовой длине /. Под величиной Ra понимается среднее значение расстояний от точек измеренного профиля до его средней линии, a Rz — среднее расстояние между находящимися в пределах базовой длины пятью высшими точками выступов и пятью низшими точками впадин, измеренное от линии, параллельной средней линии т (рис. 5.1):
или 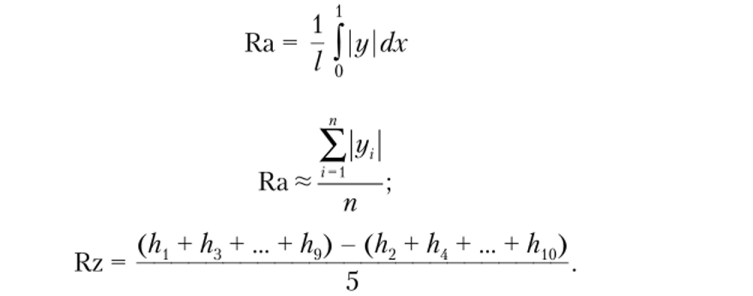
Различают поперечную и продольную шероховатость. Поперечную шероховатость измеряют в направлении, перпендикулярном следам обработки (в направлении подачи), а продольную — вдоль следов обработки.
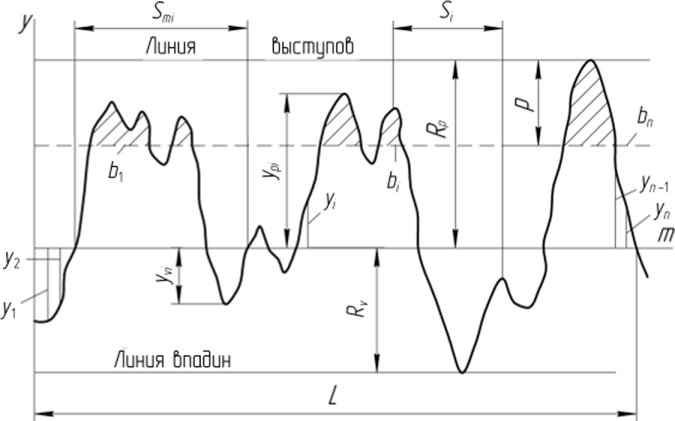
Рис. 5.1. Профилограмма шероховатости:
L — базовая длина; Rr— максимальная глубина впадин; R — максимальная высота вершин; Smj — шаг неровностей (длина отрезка линии, ограниченная точками пересечения этой линии с одноименными сторонами соседних неровностей); 5^— расстояние между вершинами соседних неровностей; р — расстояние между линией выступов профиля и линией, пересекающий профиль эквидистантно линии выступов профиля; т — базовая линия, имеющая форму номинального профиля, так что в пределах базовой длины L сумма квадратов расстояний yv у2, …, уп точек профиля до этой линии минимальна; /;•— отрезки, отсекаемые на заданном уровне р
Обычно поперечная шероховатость больше, но величине и является определяющей. Для оценки шероховатости поверхности в СССР были разработаны типовые приборы: профилографы-нрофилометры модели «Калибр-ВЭИ», двойной микроскоп Линника — МИС-11.
На шероховатость оказывают влияние следующие геометрические и технологические факторы:
- 1) механические свойства обрабатываемого материала. С увеличением твердости материала шероховатость обработанной поверхности уменьшается, так как снижается коэффициент трения, уменьшаются пластическая деформация и адгезия;
- 2) скорость резания. С увеличением скорости резания уменьшаются пластическая деформация и шероховатость;
- 3) геометрия режущей части инструмента. С увеличением заднего угла, а высота неровностей незначительно уменьшается, так как уменьшается контакт задней поверхности инструмента с обрабатываемой заготовкой. Прямое влияние на формирование микронеровностей поверхности детали имеет главный угол в плане: его увеличение приводит к увеличению параметров шероховатости. Изменения геометрии режущей части инструмента в процессе обработки из-за появления нароста и износа также оказывают влияние на параметры шероховатости;
- 4) подача. С уменьшением подачи уменьшается значение параметра шероховатости Rz;
- 5) применение СОТС уменьшает шероховатость;
- 6) упругие и пластические деформации и вибрации также оказывают влияние на увеличение параметров шероховатости;
- 7) увеличение числа зубьев у многозубых инструментов уменьшает значения параметров шероховатости.