Технологический процесс обработки вала
Зубья прямобочных шлицов с центрированием по внутреннему диаметру d-8'x-42h7'x48><9. Полная обработка детали будет выполнена в 6 операций механической обработки. Точить правый конец заготовки в размер 066,0 до 420,0 мм от левого торца. Установить заготовку в центре, левым концом в сторону задней бабки. Улучшение. Закалить заготовку, нагрев до 840 °C, охлаждение в воду. Зажать заготовку кулачками… Читать ещё >
Технологический процесс обработки вала (реферат, курсовая, диплом, контрольная)
На рис. 10.50 представлен чертеж выбранного в качестве детали-представителя ступенчатого вала, имеющего следующие поверхности:
- — цилиндрические и коническую наружные поверхности, в том числе точные 045js6 с правого и 05Ojs6 с левого конца вала;
- — зубья прямобочных шлицов с центрированием по внутреннему диаметру d-8'x-42h7'x48><9
- — шпоночный паз 14Н9;
- — метрическую резьбу М40 7g;
- — три канавки I, II, III для выхода режущих инструментов;
- — поперечное отверстие 016 мм.
Заготовка из стали 45 улучшена до твердости НВ 280-кЗОО, имеет закаленные ТВЧ до твердости HRC 4 8450 шлицы и шейки 045js6 и 05Ojs6.
Общая шероховатость поверхностей Rz 20, шеек 045js6, 05Ojs6 и центрирующей поверхности шлицов 042h7 — Ra 1,25 мкм, резьбы Ra 2,5 мкм.
IT
Точность свободных поверхностей Н12, h12, ±.
Годовой объем выпуска 240 штук.
Анализ технологичности конструкции детали показывает, что затруднения вызовет ее пониженная жесткость, отношение длины к среднему диаметру равно примерно 15. При отношении более пяти необходимы специальные меры для преодоления тех трудностей, которые возникают в связи с пониженной жесткостью детали.
Проектирование ТП начинается с выбора заготовки. Исходя из объемов выпуска, выбираем штучную заготовку 070×824 мм, полученную отрезкой на ленточной пиле от прутка (припуски по 2,5 мм по диаметру и по 2 мм по длине на сторону).
Намечаем объем партии. Целесообразно принять партию в 20 штук.
При такой величине партии настройка оборудования с ЧПУ на данную деталь будет осуществляться один раз в месяц. Доля подготовительнозаключительного времени tm в штучно-калькуляционном времени на одну деталь составит всего 5% от затрат времени Тпз на переналадку оборудования.
Полная обработка детали будет выполнена в 6 операций механической обработки.
- 1. Подготовка баз.
- 2. Обработка наружных поверхностей
- 3. Термообработка. Улучшение.
- 4. Шлице-фрезерная.
- 5. Закалка ТВЧ.
- 6. Правка центровых отверстий.
- 7. Токарная чистовая.
- 8. Шлице-шлифовальная.
Далее будут рассмотрены подробно все операции технологического процесса изготовления вала (табл. 10.1).
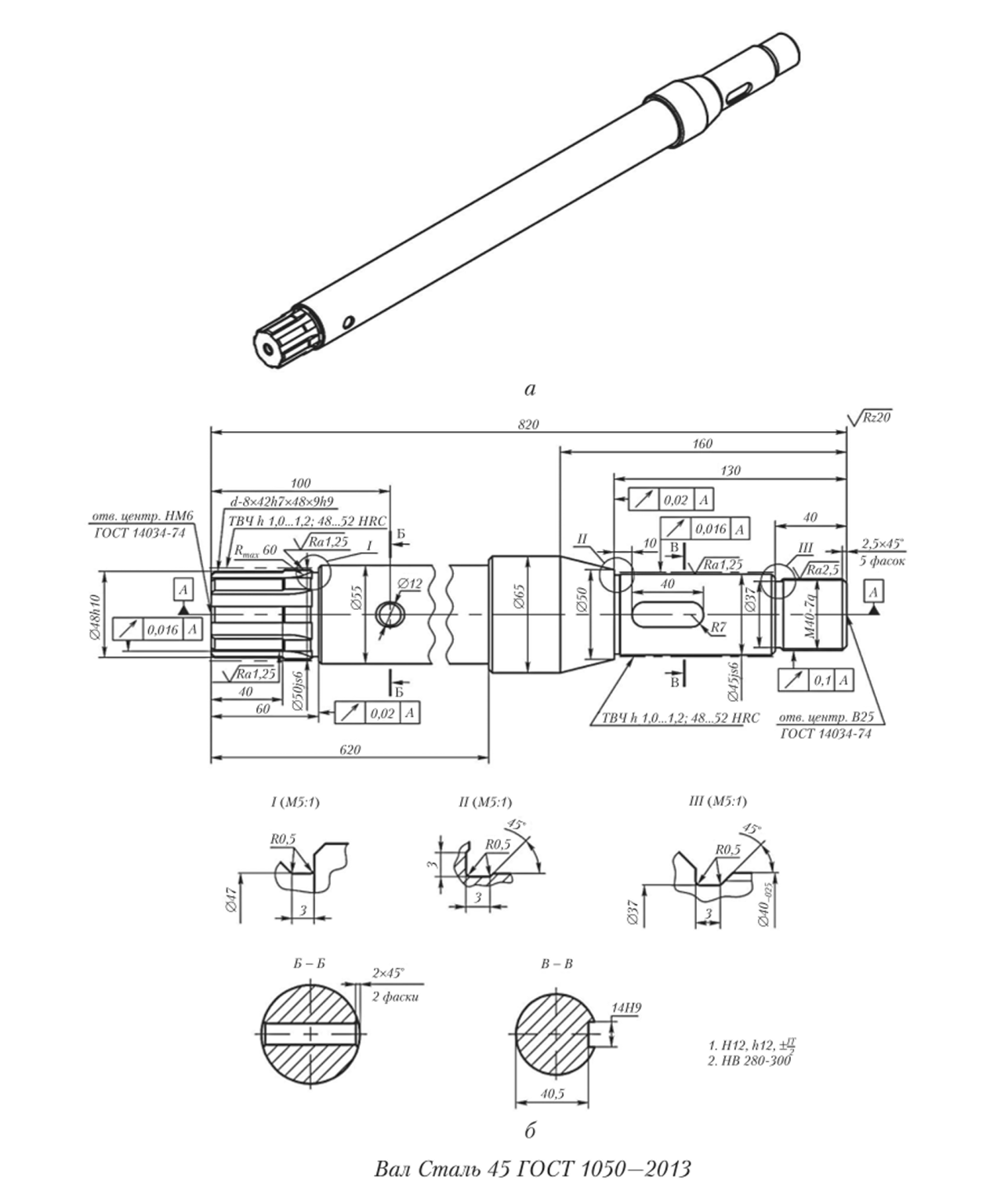
Рис. 10.50. Чертеж вала.
Технологический процесс обработки вала.
Номер операции и перехода. | Наименование операции. | ||
Содержание перехода. | Оборудование. | Режущий инструмент. | |
Подготовка баз. | |||
05.1. | Установить заготовку, закрепить в тисках. | Станок с ЧПУ для подготовки баз мод. МР-179 Ф4. | |
05.2. | Фрезеровать торцы с обеих сторон в размер 820 мм. | Фреза торцовая 0100 мм. | |
05.3. | Сверлить отверстие Мб в размер 05 мм слева. Центровать отв. В2,5 ГОСТ 14 034–74 справа. | Сверло цилиндрическое. Сверло центровочное. | |
05.4. | Центровать отверстие 11 Мб ГОСТ 14 034–74 слева. | Сверло центровочное. | |
05.5. | Точить шейку 048h1O в размер 060×59,5 мм слева. Точить шейку М40 в размер 060×44,5 мм справа. | Резец упорно-проходной правый. Резец упорно-проходной левый. | |
05.6. | Точить шейку 048h1O в размер 051,5×59,5 слева. Точить шейку М40 в размер 050×44,5 мм справа. | Резец упорпо-проходиой правый. Резец упорпо-проходной левый. | |
05.7. | Точить шейку 048h1O в размер 048,5 h10×40 слева. Точить шейку М40 в размер 042h1Ox44,5 мм справа. | Резец упорно-проходной правый. Резец упорно-проходной левый. | |
05.8. | Нарезать резьбу М6−8Н в центровом отверстии слева. | Метчик Мб. | |
'Гокарно-фрезерно-сверлильная. | |||
10.1. | Зажать заготовку кулачками патрона за 048,5 на длину 13 мм от торца. Поджать центром задней бабки. | Токарный обрабатывающий центр мод. 17С30. | |
10.2. | Точить шейку под люнет 068,0×40 на расстоянии 380 мм от левого торца. | Резец упорно-проходной правый. | |
10.3. | Установить неподвижный люнет на расстояние 385 мм от левого торца, зажать заготовку кулачками люнета за 068,0 | ||
Номер операции и перехода. | Наименование операции. | ||
Содержание перехода. | Оборудование. | Режущий инструмент. | |
10.4. | Точить правый конец заготовки в размер 066,0 до 420,0 мм от левого торца. Точить правый конец заготовки в размер 056,0 до 700,0 мм от левого торца, точить конус до 066,0 до 670 мм от левого торца. Точить шейку 045js6 в размер
| Резец упорно-проходной левый. | |
10.5. | Переставить неподвижный люнет на поверхность 066 на расстоянии 640 от левого торца. | ||
10.6. | Точить 055 в размер 068,0 до размера 619 от левого торца. Точить 055 в размер 061,5 до размера 619 от левого торца. Точить 055 в размер 056,5 до размера 619 от левого торца. Точить шейку 05O, Ojs6 в размер 050,5 на расстоянии от 40 до 59,5 от левого торца. | Резец упорно-проходной правый. | |
10.6. | Сверлить отв. 016 на размере 100 от левого торца. | Сверло 016. | |
10.7. | Снять фаски 2,5×45°. | Резец проходной. | |
10.8. | Фрезеровать шпоночный паз 14Н9 в размер 41,25. | Фреза пальцевая 012. | |
Термическая. | |||
15.1. | Улучшение. Закалить заготовку, нагрев до 840 °C, охлаждение в воду. | Термическая печь. Ванна отпуска. | |
15.2. | Отпуск при температуре 530 °C. Твердость НВ 260−300. | Термическая печь. | |
Номер операции и перехода. | Наименование операции. | ||
Содержание перехода. | Оборудование. | Режущий инструмент. | |
Шлице-фрезерная. | |||
20.1. | Зажать заготовку кулачками патрона за 040,5 (М40) на длину 13 мм от торца. Поджать центром задней бабки. | Станок шлицефрсзсрный мод. 5А352ПФ2. | |
20.2. | Фрезеровать шлицы г/-8×42Ь7×48><9 в размер 42,3. | Фреза шлицевая. | |
Термическая. | |||
25.1. | Калить ТВЧ Ы, 0+1,2 HRC 48+52:
| Установка ТВЧ. | |
11снтро-шлифовальная. | |||
30.1. | Установить люнет на диаметр 05Ojs6. Шлифовать центровое отверстие НМ6 ГОСТ — 14 034. Установить люнет на диаметр 045js6. Шлифовать центровое отверстие В2,5 ГОСТ — 14 034. | Станок центрошлифовальный мод. ZSM 810. | Шлифовальный круг 016×60°. |
Токарная чистовая. | |||
35.1. | Установить левый конец заготовки в центровой патрон. Поджать вращающимся центром задней бабки. | Токарный обрабатывающий центр мод. 17С30. | |
35.2. | Точить шейку 065,0 в размер. Установить люнет на шейку 065,0. Точить шейку 055 в размер. Подрезать торец 055х65 в размер | Резец упорно-проходной левый. | |
35.3. | Прорезать канавку 1. | Резец канавочный. | |
35.4. | Прорезать канавку II. | Тоже. | |
35.5. | Прорезать канавку III. | То же. | |
35.6. | Точить шейку 048h1O в размер. Точить шейку 05Ojs6 в размер | Резец упорно-проходной правый. | |
Номер операции и перехода. | Наименование операции. | ||
Содержание перехода. | Оборудование. | Режущий инструмент. | |
35.7. | Точить наружный диаметр М40 в размер. Точить конус 055 — 065. | Резец упорно-проходной левый. | |
35.8. | Точить шейку 045js6 в размер | Резец упорно-проходной правый. | |
35.9. | Нарезать резьбу M40−7g | Резец резьбовой. | |
35.10. | Притупить крайние витки резьбы. | Резец канавочный. | |
Шлице-шлифовальная. | |||
40.1. | Установить заготовку в центре, левым концом в сторону задней бабки. | Шлице-шлифовальный станок мод. ZSM 810. | |
40.2. | Шлифовать шлицы r/-8×42h7x48×9 в размер | 2 круга 150×10×32. | |
При выборе оборудования необходимо учитывать следующее. Станки проектируют по заявкам предприятий-заказников, на основе которых изготовитель станка разрабатывает и согласовывает с заказчиком техническое задание на станок. В связи с этим технические возможности оборудования определяются потребностями заказчика, в качестве которого выступает разработчик технологического процесса.