Устройство кокиля.
Охрана труда и охрана окружающей среды в технологиях художественного литья
Где G — масса отливок, кг; ц — коэффициент расхода и сопротивления, он зависит от вида сплава; (3 — коэффициент, учитывающий плотность заливаемого металла; t — время заливки металла, с; Н — это расчетный статический напор, мм. Это время выбирается эмпирически. Коэффициент (3 определяется по формуле где g = 980 см/с2. В кокиль заливают стали, чугуны, цветные сплавы. Особо широко применяют… Читать ещё >
Устройство кокиля. Охрана труда и охрана окружающей среды в технологиях художественного литья (реферат, курсовая, диплом, контрольная)
В кокиль заливают стали, чугуны, цветные сплавы. Особо широко применяют алюминиевые легкоплавкие сплавы. Общая схема заливки металла в кокиль показана на рис. 2.9. На схеме обозначено: а — высота отливки над питателем, м; с — высота отливки, м; h — высота стояка от места подвода расплава в форму, м.
В кокильном литье используют литниковые системы с подводом сверху, сифоном и т. д., щелевые литники. Сначала определяют сечение, имеющее минимальную площадь. Это площадь питателя (Fnит> см2). Площадь питателя рассчитывают по формуле.
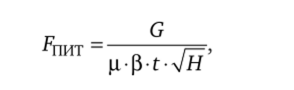
где G — масса отливок, кг; ц — коэффициент расхода и сопротивления, он зависит от вида сплава; (3 — коэффициент, учитывающий плотность заливаемого металла; t — время заливки металла, с; Н — это расчетный статический напор, мм. Это время выбирается эмпирически. Коэффициент (3 определяется по формуле где g = 980 см/с2. 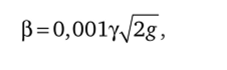
В расчетах можно принимать: р = 0,24=0,43 для чугуна; р = 0,6=0,7 для алюминия. Соответственно, для алюминия у = 2,7 и 3 = 0,1; для серого чугуна у = 7,2 и 3 = 0,31. Для других металлов при выборе значений р и у используют справочную литературу.
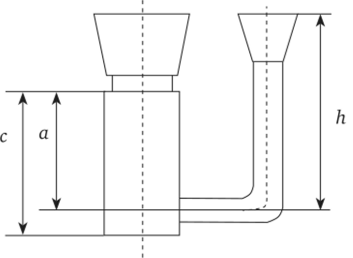
Рис. 2.9. Схема положения отливки в форме при заливке металла и пояснения к расчету статического напора.
Расчетный статический напор (Н) определяют по формуле.
Все значения величин в этой формуле показаны на рис. 2.9.
После этого определяют площадь поперечного сечения остальных элементов литниковой системы. Используют следующие соотношения:
- — для серого чугуна и алюминия: FnHT :Рл ход :FCT =1:1,5:1,25;
- — для магниевых сплавов: FnHT: Fn ход: FCT = 1:0,7:0,3;
- — для медных сплавов: FnHT: Fn xoa: FCT = 1:2,5:3,5.