Принципы выбора средств измерений
Рис. 5.3. Номограмма для выбора СИ глубины и высоты Уточняем СИ. Для этого по ГОСТ 25 347−82 находим, что при допуске Т= 20 мкм и размере от 50 до 80 мм Дизм = 5 мкм (табличный допуск равен 19 мкм, что соответствует 6-му квалитету). По табл. 5.2 выбираем, что наиболее подходит рычажная скоба с ценой деления 2 мкм, имеющая в указанном диапазоне измерений предельное значение погрешности, равное 4… Читать ещё >
Принципы выбора средств измерений (реферат, курсовая, диплом, контрольная)
Выбор СИ по коэффициенту уточнения
Это самый простой способ, предусматривающий сравнение точности измерения и точности изготовления (функционирования) объекта контроля. Здесь предусматривается введение коэффициента уточнения К'т (коэффициента закона точности) при известном допуске Т и предельном значении [Аизм] погрешности измерения.
Величину, обратную К'т, называют относительной погрешностью метода измерения Лмет= 1 / К'т.
В соответствии с ГОСТ 8.051—81 значения пределов допускаемых погрешностей [Днзм] для линейных размеров задаются в зависимости от допусков и квалитета (табл. 5.1) как.

Таблица 5.1
Зависимость диапазона допусков от квалитета
Квалитет. | 2−5. | 6−7. | 8−9. | 10−16. |
Средний коэффициент р | 0,35. | 0,30. | 0,25. | 0,20. |
Диапазон допусков, мкм. | 0,8−2,7. | 6−63. | 14−155. | 40−4000. |
Диапазон [Дизм], ±мкм. | 0,25−10,00. | 2−19. | 3,5−39,0. | 8−800. |
Для линейных размеров указанное соотношение между [Дизм] и Тот 20 до 35% соответствует К'т =2,5—1,4. При выборе СИ, но величине К'.г необходимо иметь соответствующие справочные данные о погрешностях конкретных СИ (например, табл. 5.2). Тогда если измеряемый размер попадает в стандартизованный ГОСТом 8.051—81 интервал 0—500 мм, то используют среднее значение К.ср, а предел основной допускаемой пофешности СИ находят как.

и из табл. 5.2 выбирают ближайшее СИ с такой погрешностью.
Таблица 5.2
Предельные погрешности наиболее распространенных универсальных средств измерения
Измерительные средства. | Предельные погрешности измерения [Дюм],. | МКМ. | ||||||
для интервалов размеров, мм. | ||||||||
до. | liso. |
|
|
|
|
|
| |
Оптиметры, измерительные машины (при измерении наружных размеров). | 0,7. | 1,0. | 1,3. | 1,6. | 1,8. | 2,5. | 3,5. | 4,5. |
Окончание табл. 5.2
Измерительные средства | Предельные погрешности измерения [Дизм], мкм | |||||||
для интервалов размеров, мм | ||||||||
до |
|
|
|
|
|
|
| |
То же (при измерении внутренних размеров) | 0,9 | U | 1,3 | 1,4 | 1,6 | |||
Микроскоп универсальный | 1,5 | 2,0 | 2,5 | 2,5 | 3,0 | 3,5 | ||
То же | 5,0 | 5,0 | ||||||
Миниметр с ценой деления: | ||||||||
1 мкм | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 4,5 | 6,0 | 8,0 |
2 мкм | 1,4 | 1,8 | 2,5 | 3,0 | 3,5 | 5,0 | 6,5 | 8,0 |
5 мкм | 2,2 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,5 | 8,5 |
Рычажная скоба с ценой деления: | ||||||||
2 мкм | 3,0 | 3,5 | 4,0 | 4,5 | ||||
10 мкм | 7,0 | 7,0 | 7,5 | 7,5 | 8,0 | |||
Микрометр рычажный | ||||||||
Микрометр | ||||||||
Индикатор | ||||||||
Штангенциркуль с ценой деления: | ||||||||
0,02 мм | ||||||||
0,05 мм | ||||||||
0,10 мм | ||||||||
Пример 5.1. Для контроля вала диаметром 0 = 45 0025 мм выбрать СИ.
Решение. Половина допуска размера Т/2 = 25/2 = 12,5 мкм. Среднее значение КгсР = (2,5 + 1,4)/2 = 1,95. Тогда по формуле имеем.
Из табл. 5.2 очевидно, что предел, наиболее близкий к расчетному, имеет рычажный микрометр.
Для ориентированного выбора без расчетов с последующим уточнением, но таблицам универсальных СИ можно использовать номограммы рис. 5.1—5.3.
Пример 5.2. Выбрать СИ для контроля коренной шейки коленчатого вала двигателя ЗИЛ-130 0 = 75,0_002;
Решение. Производим ориентировочный выбор СИ, но рис. 5.1 при известном допуске Т = 0,02 мм и диаметре от 50 до 100 мм. Принимаем микрометр или рычажную скобу.
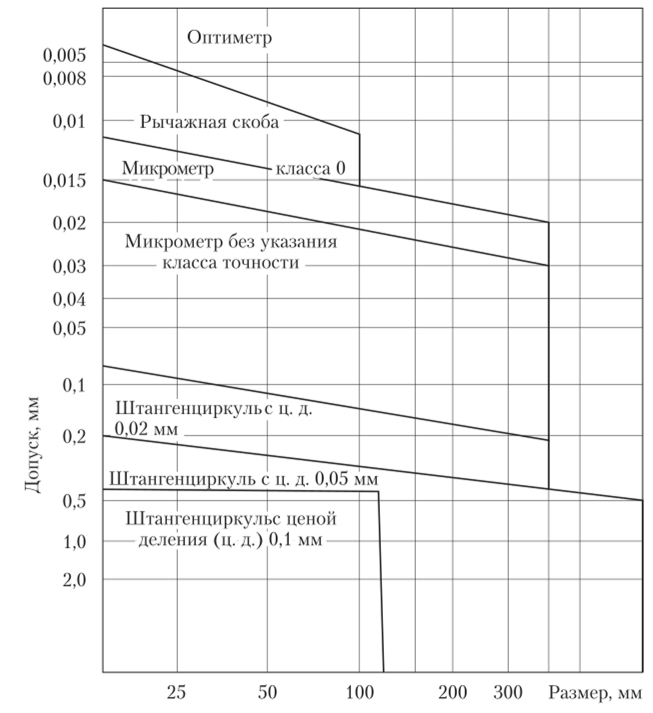
Рис. 5.1. Номограмма для выбора СИ валов.
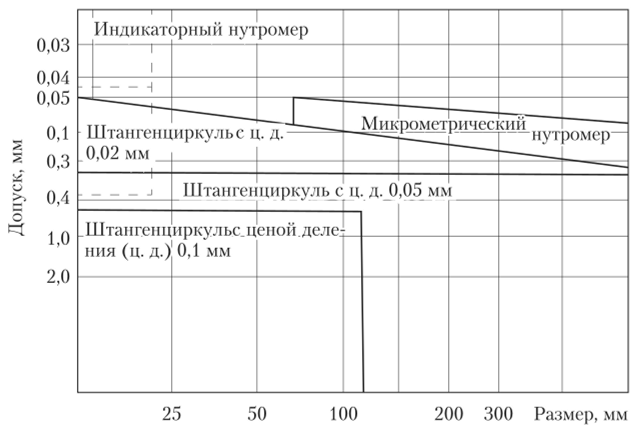
Рис. 5.2. Номограмма для выбора СИ отверстий.
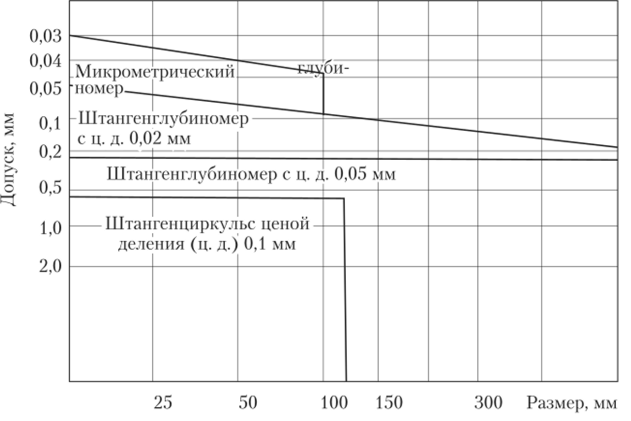
Рис. 5.3. Номограмма для выбора СИ глубины и высоты Уточняем СИ. Для этого по ГОСТ 25 347–82 находим, что при допуске Т= 20 мкм и размере от 50 до 80 мм Дизм = 5 мкм (табличный допуск равен 19 мкм, что соответствует 6-му квалитету). По табл. 5.2 выбираем, что наиболее подходит рычажная скоба с ценой деления 2 мкм, имеющая в указанном диапазоне измерений предельное значение погрешности, равное 4 мкм.
Пример 5.3. Выбрать СИ для контроля отверстия диаметром 54 мм, 8 И12 ступицы шестерни постоянного зацепления коробки передач.
Решение. По ГОСТ 25 347–82 находим допуск указанного размера диаметра, выполненного по 12-му квалитету. Он составит Т = 300 мкм. По рис. 5.2 ориентировочно выбираем штангенциркуль.
Уточняем СИ. Для этого на основании табл. 5.1 находим Дизм= 0,2 Г = 60 мкм. По табл. 5.2 определяем штангенциркуль с ценой деления 0,02 мм, имеющий в диапазоне измерений 51—80 мм предельную погрешность 45 мкм.