Препресс.
Основы полиграфического производства
К внутристрочному пробельному материалу относятся шпации и квадраты. Шпации бывают кегельными (ширина их равна кеглю), полукегельными (ширина их равна ½ кегля) и тонкими. При наборе вразрядку для увеличения межбуквенных пробелов используют тонкие шпации. Кегль шпаций, используемых для набора должен быть равен кеглю шрифта. Квадраты служили для заполнения крупных пробелов внутри строк, например… Читать ещё >
Препресс. Основы полиграфического производства (реферат, курсовая, диплом, контрольная)
«Препресс» как понятие отсутствует в справочной литературе, однако прочно вошло в обиход современной полиграфической практики. По своей сути «препресс» означает допечатную подготовку изданий, предшествующую печати тиража. Допечатная подготовка включает набор и техническую разметку издательского оригинала, вывод фотоформ, создание печатных форм.
Качество печатной формы определяет качество отпечатанных оттисков и в свою очередь определяется качеством фотоформ и издательских оригиналов. С ростом технического прогресса в полиграфии повышаются требования к оригиналам и фотоформам, появляются новые возможности их подготовки, основанные на электронных системах переработки текстовой информации и цифровых технологиях. В связи с этим в данном разделе пособия представлена сравнительная характеристика различных способов набора, обозначены виды издательских оригиналов и фотоформ, рассмотрены новейшие и устоявшиеся способы изготовления печатных форм.
НАБОРНЫЕ ПРОЦЕССЫ В ПОЛИГРАФИИ
Ручной типографский набор
Набор — это процесс формирования текстовых строк для печатных форм или фотоформ. Почти пять веков, с середины XV и до второй половины XIX в. в мировой полиграфии господствовал низкопроизводительный ручной набор. Он долго сосуществовал параллельно с механизированным и автоматизированным видами набора.
Ручной набор представляет собой подбор вручную в соответствии с оригиналом в строки установленного формата металлических литер шрифта и пробельных материалов.
В настоящее время ручной набор практически вытеснен из производства и применяется лишь для набора сложных таблиц, формул и акциденций (пригласительных билетов, афиш и т. д.).
Литера — это прямоугольный брусок, на верхней площадке которого расположено очко литеры, изображающее букву или знак. Изображение буквы называется головкой литеры или высотой очка.
Расстояние между боковыми стенками литеры задает ее ширину (толщину), которая определяется шириной очка букв или знаков и размером боковых заплечиков, образующих при наборе естественные межбуквенные пробелы (апроши). Высота ножки литеры обычно равна 23,98 мм, а высота очка — 1,12 мм. Сигнатура — выемка на передней стенке литеры — нужна для контроля правильности установки литер в верстатку при наборе (см. рис. 40).
Расстояние между передней и задней стенками литеры носит название кегля, в размер которого входят верхние и нижние заплечики, за счет которых создается нормальный межстрочный пробел в процессе набора. Заплечики используются для размещения выступающих и свисающих элементов букв (р, ц, б, у и т. д.). Литеры прописных букв отливались без верхних заплечиков.
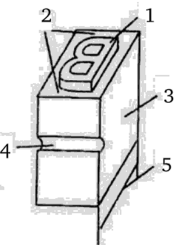
Рис. 40. Основные элементы литеры:
1 — очко, 2 — заплечики, 3 — ножка, 4 — сигнатура, 5 — кегль Для ручного набора простого текста на русском языке нужно было иметь комплект шрифта, состоящий из 90—95 литер (33 прописных и столько же строчных букв, 10 цифр и 14—19 знаков), а также строчные пробельные материалы. Полный ассортимент шрифтов только одной гарнитуры всех начертаний и кеглей для набора художественной литературы содержал около 1500 знаков, а для технической литературы — более 2000. Кроме литер в ручном наборе применялось до 44 разновидностей наборных линеек, различные орнаменты и пробельные материалы.
В зависимости от назначения пробельный материал подразделяется на внутристрочный, межстрочный, полосный и обкладочный.
К внутристрочному пробельному материалу относятся шпации и квадраты. Шпации бывают кегельными (ширина их равна кеглю), полукегельными (ширина их равна ½ кегля) и тонкими. При наборе вразрядку для увеличения межбуквенных пробелов используют тонкие шпации. Кегль шпаций, используемых для набора должен быть равен кеглю шрифта. Квадраты служили для заполнения крупных пробелов внутри строк, например, в концевых строках, в строках формул, стихотворных текстов, акциденции. Кегль квадратов равен кеглю шрифта (см. рис. 41).
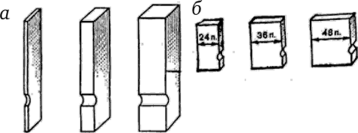
Рис. 41. Внутристрочный пробельный материал:
а) шпации; б) квадраты.
Межстрочный пробельный материал служил для отбивки (увеличения пробелов между строками) и включал в себя шпоны и реглеты.
Его обычно отливали на максимальный формат (длину), а в процессе набора рубили на нужные размеры. Шпоны использовали для увеличения интерлиньяжа (пробелов между строками), отбивки линеек от текста при наборе таблиц, формул, акциденции. Реглеты использовали для отбивки заголовков от текста, увеличения интерлиньяжа между крупнокегельными строками (см. рис. 42).

Рис. 42. Межстрочный пробельный материал:
а) шпон; б) реглет Бабашки и марзаны относятся к полосному пробельному материалу. Их изготовляли пустотелыми с целью уменьшения массы. Для обкладки форм при подготовке их к печати использовали специальный обкладочный материал — крупноформатные марзаны.
Бабашки служили для заполнения сравнительно небольших участков на полосе, например, пустот при наборе таблиц, формул. Марзаны служили для заполнения более крупных участков полосы и формы. Их использовали для создания пробелов на спусковых и концевых полосах, при наборе таблиц, акциденций, титулов (рис. 43).
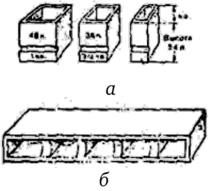
Рис. 43. Полосный пробельный материал:
а) бабашки; б) марзан Перед набором выполняли заключку верстатки, т. е. установку ее на заданный формат укладыванием в нее квадратов нужного размера и фиксацией подвижной стенки. Набор текста в верстатку производился на латунную линейку, которая переставлялась после набора каждой строки. Набранную строку можно было прочитать, после чего выключить (разогнать или сжать строку до формата набора увеличением или уменьшением междусловных и межбуквенных пробелов) с использованием тонких шпаций (см. рис. 44).
Вручную можно было набрать текст любой сложности при условии наличия необходимого ассортимента литер. Отсутствующие литеры отливались на шрифтолитейном оборудовании, которое всегда было в наборных цехах крупных предприятий.
юз.
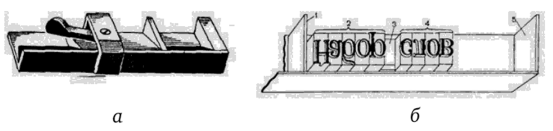
Рис. 44. Использование верстатки:
а) верстатка; б) заключка верстатки Малый комплект литер одной гарнитуры, учитывающий различную встречаемость в тексте букв, знаков и цифр, имел массу до 250 кг, большой — свыше 1000 кг. Для использования полного комплекта литер (39 гарнитур, до 7 видов начертаний, 18 кеглей), в наборном цехе нужно было иметь не менее 40 т металлического набора. Именно поэтому типографии располагались в основном на первых этажах зданий или подвалах, поскольку вес литер и печатного оборудования требовал укрепленных перекрытий.
Оргоснастка рабочего места наборщика включала следующие приспособления: утолки, гранки, оригиналодержатели, верстатки, шило, пинцет, наборные линейки.
Оргоснастка цеха ручного набора включала: наборные кассы, реалы для хранения гранок и полос, шкаф для хранения шрифта, приспособления для рубки и резки наборного материала (см. рис. 45).
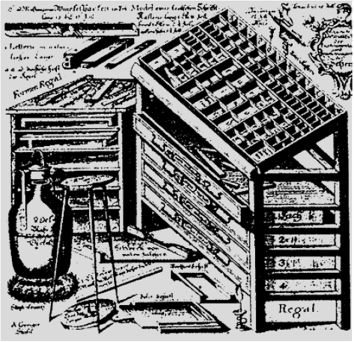
Рис. 45. Оборудование для набора
Ручной набор стал основным способом создания печатных форм высокой печати. Его принципы легли в основу особенностей первого наборного оборудования, отразив специфику допечатного процесса на долгие годы. Типографский (металлический) набор преобладал в отечественной полиграфии вплоть до середины XX в.