Выверка оборудования на фундаменте
Базовыми деталями являются крупные, опорные части машин (станины, плиты, рамы, корпуса), располагаемые в первую очередь непосредственно на фундаменты или другие основания (металлоконструкции). Базовые детали устанавливают в проектное положение, выверяя по трем координатам: двум взаимно перпендикулярным осям в плане и по высоте. В каждом агрегате фиксируют две основные оси — продольную всего… Читать ещё >
Выверка оборудования на фундаменте (реферат, курсовая, диплом, контрольная)
Технологическое оборудование устанавливают и выверяют, совмещая оси машин с монтажными осями, закрепленными на фундаментах под, оборудование. Оборудование можно устанавливать непосредственно на фундаменте без подливки или с подливкой цементным раствором, на подкладках с последующей подливкой цементным раствором, на металлических плитах или рамах, установленных и выверенных на фундаменте при помощи подкладок, закрепленных фундаментными болтами и залитых цементным раствором. При этом должны быть выдержаны заданные проектом размеры между траекторией движения обрабатываемой продукции и уровнем пола цеха, для чего на планах цехов наносят основные продольные и поперечные оси машин и привязывают их к продольным и поперечным осям колонн зданий цеха. При выверке технологического оборудования используют базовые детали машин.
Базовыми деталями являются крупные, опорные части машин (станины, плиты, рамы, корпуса), располагаемые в первую очередь непосредственно на фундаменты или другие основания (металлоконструкции). Базовые детали устанавливают в проектное положение, выверяя по трем координатам: двум взаимно перпендикулярным осям в плане и по высоте. В каждом агрегате фиксируют две основные оси — продольную всего агрегата и поперечную ось. К вспомогательным осям относят поперечные оси каждой машины, а в крупных машинах, кроме того, оси приводов машины.
Положение базовых деталей в плане проверяют в натуре по осямориентирам, выполненным в виде струн, натянутых вдоль монтажных осей агрегата. Положение базовых деталей в вертикальной плоскости регулируют с помощью расположенных между опорными плоскостями базовых деталей и поверхностью фундамента башмаков с клиновыми домкратами с последующим размещением металлических подкладок.
Применяют преимущественно плоские подкладки прямоугольной формы, реже — клиновые с уклоном 1:20. По назначению подкладки делят на установочные и регулировочные. К первым относят подкладки толщиной 5—100 мм, а ко вторым — толщиной 0,5—5 мм. Подкладки устанавливают с каждой стороны фундаментного болта на возможно близком от него расстоянии (50—100 мм), обеспечивая плотное прилегание их к бетону фундамента.
Нижние опорные подкладки выбирают в зависимости от диаметра и затяжки фундаментных болтов и массы машины. Промежуточные подкладки, необходимые для обеспечения требуемой высоты машин, принимают по площади на 30—40% меньше опорных. Опытами установлено, что подливка после упрочнения бетона также принимает на себя внешнюю нагрузку.
Подкладки в пакетах должны быть плотно собраны (прихвачены сваркой) и при затянутых болтах не сдвигаться от удара молотком.
При установке машин с помощью клиньев, позволяющих быстрее регулировать выверку их по высоте и в горизонтальной плоскости, клинья закрепляют сваркой после окончательной выверки (рис. 3.1. а).
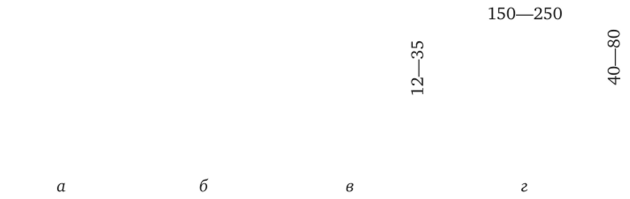
Рис. 3.1. Приспособления для выверки расположения машины по высоте.
Станины крупного оборудования, требующего периодической регулировки положения в процессе эксплуатации, устанавливают на башмаках с клиновыми домкратами (рис. 3.1, б), на винтах, опирающихся на молотообразные головки (рис. 3.1, в), или на подкладках (рис. 3.1, г).
Быстроходные машины устанавливают на монолитных подкладках, изготовленных по временным подкладкам с точностью до 0,05 мм, и надежно закрепляют.
После выверки координат в плане, базовые детали выверяют по высоте, оставляя припуск 1—2 мм на усадку пакета подкладок, делают предварительную затяжку фундаментных болтов, проводят вторичную проверку, включая проверку на горизонтальность с помощью контрольной линейки и уровня, и окончательно затягивают фундаментные болты. Качество затяжки определяют при помощи щупа толщиной 0,05 мм, который не должен проходить на глубину более 5 мм в стыки между гайкой и шайбой и между шайбой и базовой деталью, а в особых случаях измеряют удлинение болта.
Подливку детали делают с одной стороны бетонным раствором на быстросхватывающемся цементе марки не ниже 150 без перерыва не позднее, чем через 48 ч после установки детали. Монтаж прерывают до схватывания бетона (обычно на 72 ч).