Балансировка вращающихся деталей
Второй и третий виды неуравновешенности характерны для деталей, имеющих значительную длину по сравнению с диаметром (роторы) и устраняются динамической (двухплоскостной) балансировкой. Динамическую балансировку выполняют на машиностроительных заводах, так как в условиях монтажа и ремонта в мастерских предприятий молочной промышленности ее трудно осуществить. Неуравновешенность, при которой силы… Читать ещё >
Балансировка вращающихся деталей (реферат, курсовая, диплом, контрольная)
Такие крупные детали, как шкивы, маховики, роторы и воздуходувы, вращающиеся с большими скоростями, должны быть хорошо уравновешены во избежание биения, вибрации, нарушения центровки и повышения нагрузки на опорные детали. Различают три вида неуравновешенности:
- — неуравновешенность, вызываемая смещением центра тяжести детали относительно оси вращения, при которой сила инерции приводится к одной равнодействующей центробежной силе. Такая неуравновешенность характерна для деталей с незначительной осевой длиной по сравнению с диаметром (маховики, шкивы, зубчатые колеса) и устраняется статической (одноплоскостной) балансировкой;
- — неуравновешенность, при которой силы инерции приводятся к равнодействующей паре сил, создающей центробежный момент инерции относительно оси вращения;
- — неуравновешенность, при которой силы инерции приводятся к равнодействующей силе и к паре сил.
Второй и третий виды неуравновешенности характерны для деталей, имеющих значительную длину по сравнению с диаметром (роторы) и устраняются динамической (двухплоскостной) балансировкой.
Считают, что допустимое смещение центра тяжести равно частному от деления 2 • 108 на квадрат частоты вращения детали.
Статическая или силовая балансировка основана на использовании статического неуравновешенного момента, под действием которого деталь поворачивается до тех пор, пока наиболее тяжелая часть окажется вертикально под осью вращения детали и появится возможность осуществить балансировку путем установки дополнительных грузов на диаметрально противоположной стороне детали или путем облегчения наиболее тяжелой части детали. Статическую балансировку выполняют путем установки детали на призмах, вращающихся опорах, весах или непосредственно на месте установки детали. Иногда деталь предварительно закрепляют на оправке. Балансировочные призмы, изготовленные с большой точностью из закаленной стали, устанавливают на балансировочном устройстве параллельно и горизонтально с точностью до 0,02 мм/м. Процесс балансировки состоит из двух операций.
Первая операция заключается в устранении основного дисбаланса. Для этого окружность торца балансируемой детали делят на 6—8 частей и, поворачивая деталь на призмах на 45°, каждый раз находят и отмечают нижнюю точку, т. е. наиболее тяжелую часть. Если при этом нижнее положение будет занимать одна и та же точка, то через нее проводят диаметр и, подбирая груз на его противоположном конце, компенсируют дисбаланс, т. е. достигают безразличного равновесия. Грузом может служить замазка или небольшие кусочки металла, приклеиваемые к детали. Затем временные грузы заменяют постоянными, прочно закрепляя их к детали в нужном месте, и контролируют правильность балансировки. Иногда, наоборот, утяжеленные части детали облегчают, высверливая небольшие углубления.
Вторая операция заключается в определении остаточного дисбаланса вследствие наличия сил трения между призмами и оправкой или устранении так называемой невыявленной неуравновешенности. При этом на каждом из размеченных делений поочередно в горизонтальной плоскости фиксируют грузики в точках, одинаково удаленных от центра, пока деталь не начнет вращаться на призмах. Массы пробных грузиков заносят в таблицу, и на ее основании строят кривую, фиксирующую крайние точки, которые соответствуют наибольшей разности грузов (рис. 7.16). Низшая точка кривой соответствует наиболее тяжелому месту детали. Окончательно уравновешивающий груз необходимо установить в диаметрально противоположном месте. Величину груза определяют по формуле.

где Q — величина груза; Амакс и Амин — соответственно максимальная и минимальная масса грузов, расположенных на одном диаметре.
Дополнительный груз закрепляют на детали в месте, соответствующем высшей точке кривой, и делают окончательную проверку, определяя остаточную неуравновешенность. Допустимая величина статической неуравновешенности зависит от конструкции машины и режима ее работы. Точность статической балансировки на призмах позволяет обнаружить остаточное смещение центра тяжести детали от оси вращения на 0,03—0,05 мм, а на балансировочных весах до 5 мкм.
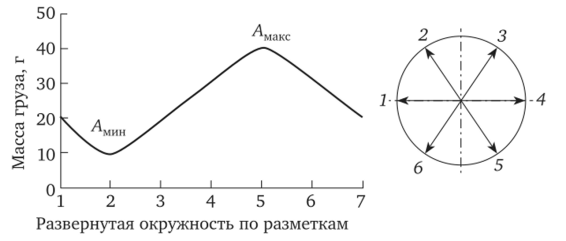
Рис 7.16. Диаграмма контроля балансировки.
Динамическую балансировку выполняют на машиностроительных заводах, так как в условиях монтажа и ремонта в мастерских предприятий молочной промышленности ее трудно осуществить.