Расчет технически обоснованной нормы времени на токарную операцию
Нормативы вспомогательного времени на измерение предусматривают контрольные измерения после обработки; все промежуточные измерения в процессе обработки учтены во времени, связанном с переходом. Время на измерение зависит от измеряемого размера и применяемого измерительного инструмента. Выбор измерительного инструмента требует особого внимания при разработке технологического процесса, так как… Читать ещё >
Расчет технически обоснованной нормы времени на токарную операцию (реферат, курсовая, диплом, контрольная)
Цель: Получить навыки расчета нормы штучного или штучно-калькуляционного времени на токарную операцию Материалы и оборудование:
- 1.1 Чертеж детали вала;
- 1.2 Общемашиностроительные нормативы времени;
Ход работы На токарных станках выполняют разнообразные операции по:
- · обработке деталей, поверхности которых являются телами вращения; норма время токарный станок
- · обработку наружных и внутренних цилиндрических и конических поверхностей;
- · торцовых поверхностей (поперечное точение);
- · обработку канавок, выточек, фасок и т. п.;
- · нарезание резьбы резцом и гребенками; обработку тел вращения с криволинейными образующими с применением копирных устройств или фасонных резцов; обработку деталей с использованием гнезда задней бабки для установки инструмента (сверление, зенкерование, зенкование и развертывание);
- · нарезание резьбы метчиками и плашками. К числу токарных работ относят также накатывание рифлений, хотя, по существу, это обработка давлением.
Рассмотрим нормирование токарных работ подробнее с тем, чтобы нормирование других работ рассматривать в сопоставлении с нормированием токарных работ. Исходными данными, оказывающими влияние на норму времени и фактические затраты рабочего времени на операцию, являются:
- 1) материал обрабатываемой детали, его основная характеристика, способ получения заготовки, т. е. состояние обрабатываемой поверхности;
- 2) размеры обрабатываемых поверхностей (с учетом допусков), размеры после обработки, требуемая точность и допустимая шероховатость обработанной поверхности;
- 3) масса обрабатываемой детали;
- 4) размер технологической партии;
- 5) применяемое оборудование (основные сведения из паспорта станка, если станок задан), предполагаемые режущий и измерительный инструменты;
- 6) предполагаемый способ установки и закрепления детали, конструкция приспособления, способ базирования, обеспечения точности установки (с выверкой или без выверки), способ закрепления и открепления; для деталей, устанавливаемых с помощью специальных устройств, — основная характеристика этого устройства;
- 7) планировка рабочего места;
- 8) порядок обслуживания рабочего места: обеспечение заготовками, необходимой документацией, инструментами и приспособлениями; обеспечение наладки, подналадки и ремонта станка и т. п.
Все перечисленные данные в той или иной степени влияют на проектируемую структуру операции и затраты рабочего времени, особенно при использовании механизированных и автоматизированных видов оборудования (роботы, многоцелевые станки, технологические комплексы и т. п.).
Расчет нормы времени осуществляется в следующем порядке.
1. Нормирование основного (машинного) времени.
Определение основных параметров режущего инструмента (если они не заданы); определение по нормативам режимов резания; глубины резания (числа проходов), подачи, скорости резания, действующих сил резания и потребной мощности; выбор оборудования, корректировка нормативного режима резания по динамическим и кинематическим данным станка; расчет основного (машинного) времени.
2. Нормирование вспомогательного времени.
Вспомогательное время нормируют по следующим элементам или комплексам приемов: время на установку и снятие детали; время, связанное с переходом (комплекс приемов); время на приемы, не вошедшие в комплекс; время на измерения (контроль окончательных размеров). Все эти данные необходимы и при разработке программы для станков с ЧПУ.
Нормативы вспомогательного времени на установку и снятие детали в общемашиностроительных нормативах охватывают типовые способы установки, выверки и крепления детали независимо от вида станков. В этот комплекс включено также время на пуск и остановку станка. Дополнительным приемом является установка деталей свыше одной (при работе на многоместных приспособлениях). В комплекс включено время на очистку приспособления от стружки. Основными учитываемыми нормативами факторами являются: 1) масса и габаритные размеры детали; 2) устройство, применяемое как для установки, так и для закрепления детали; 3) состояние установочной поверхности (базы) и потребность в выверке точности установки.
В других общемашиностроительных нормативах нормы на установку и снятие детали имеют иное содержание. В частности учитывают тип и основные параметры станка, но не учитывают время на его включение и выключение, на очистку приспособления от стружки, так как эти приемы нормируются отдельно и включены во время, связанное с переходом.
Нормативы вспомогательного времени, связанного с переходом, разработаны с учетом типа станка и содержат время на сложный комплекс приемов, регулярно повторяющихся при выполнении перехода (или обработке одной поверхности). Подробнее перечисление приемов в зависимости от способа выполнения работы дается в нормативах.
Время на дополнительные приемы, не вошедшие в комплекс, приведено в соответствующих таблицах нормативов. В однопереходных операциях дополнительных приемов может не быть.
Нормативы вспомогательного времени на измерение предусматривают контрольные измерения после обработки; все промежуточные измерения в процессе обработки учтены во времени, связанном с переходом. Время на измерение зависит от измеряемого размера и применяемого измерительного инструмента. Выбор измерительного инструмента требует особого внимания при разработке технологического процесса, так как он непосредственно связан с обеспечением качества работы, устранением причин брака. В примечаниях к карте 43 нормативов оговорены восемь пунктов, уточняющих условия измерения с применением соответствующих коэффициентов. Необходимо также учитывать рекомендуемую периодичность измерений, оговоренную в отдельной карте нормативов, с учетом формы поверхности, вида обработки, квалитета точности и способа установки на размер. Во всех случаях, когда предусматривается выполнение контрольных измерений, перекрываемых основной работой станка, необходимо сопоставление свободного машинного времени с временем на измерение, т. е. время измерения должно быть меньше машинного свободного времени.
В общемашиностроительных нормативах предусмотрен поправочный коэффициент на суммарное вспомогательное время в зависимости от суммарной продолжительности обработки партии деталей (в сменах), так называемый коэффициент серийности Ktв. Если при установлении нормы времени известно количество деталей в партии, то сначала определяют вспомогательное время, а затем рассчитывают ориентировочную суммарную продолжительность обработки партии деталей. Для этого сумму основного и вспомогательного времени умножают на размер партии и делят на 480 мин (сменный фонд рабочего времени). Полученный результат позволяет определить по карте 1 нормативов коэффициент серийности Ktв.
3. Нормирование времени на обслуживание рабочего места.
В условиях серийного производства это время выражают в процентах от оперативного времени с учетом группы станка по наибольшему диаметру детали, устанавливаемой над станиной станка.
4. Нормирование времени перерывов на отдых и личные потребности исполнителя.
Эту категорию затрат рабочего времени определяют в процентах от оперативного времени независимо от типа станка с учетом характера подачи: при механической подаче — независимо от массы детали, при ручной подаче — с учетом общей длительности операции и массы детали, при работе на оправке — с учетом массы оправки.
5. Нормирование подготовительно-заключительного времени (на партию деталей).
Это время рассчитывают с учетом группы станка (по наибольшему диаметру детали, устанавливаемой над станиной) по элементам.
На наладку станка, инструмента и приспособления — в зависимости от типа приспособления и количества инструментов в наладке;
На получение инструмента, приспособлений до начала обработки и сдачу их после окончания; это время при условии централизованной системы обслуживания рабочего места в норму не включают; в противном случае оно предусмотрено в нормативах, без учета конкретных условий продолжительностью 7−10 мин;
На дополнительные приемы, связанные с содержанием операции.
При нормировании работ на станках с ЧПУ содержание подготовительно-заключительного времени существенно изменяется как по наименованию приемов, так и по продолжительности. В этих случаях, как наладчик, так и нормировщик должны располагать необходимыми справочными материалами (техническими паспортами, инструктивными картами наладки и т. п.).
После определения всех названных выше затрат рабочего времени определяют штучное время Тш и норму времени на партию деталей или норму штучно-калькуляционного времени.
При условии, если за одну установку обрабатывают несколько деталей, рекомендуется весь расчет вести на установочную партию, т. е. на операцию, а штучное время на одну деталь определять в конце расчета делением времени на операцию на размер установочной партии.
Порядок выполнения работы
По разработанной токарной операции, рассчитанным режимам резания рассчитать норму времени на эту операцию.
Определить норму времени на токарную операцию в массовом и серийном производстве.
Определение вспомогательного времени Тв = (Ту.с. + Тз.о. + Тупр. + Тизм) * К, где Туст — время на установку и снятие детали, мин.
Тз.о. — время на закрепление и открепление детали, мин.
Тупр. — время на управление станком, мин.
Тизм. — время измерения, мин.
Кв = 1,5 — крупносерийное.
Кв = 1 — массовое производство Кв = 1,85 — серийное производство Определение оперативного времени:
Топ = То + Тв, Серийное производство Определение штучного времени:

Определение подготовительно — заключительного времени Тпз.
Определение штучно — калькуляционного времени;
где n — число деталей в партии;
Массовое производство Определение времени на техническое обслуживание:
Определение времени на организационное обслуживание:
Определение времени на отдых и личные надобности:
Определение штучного времени:

Все данные сводим в таблицу 1.1:
Таблица 1.1 Шапка сводной таблицы технических норм времени.
Опер. | То. | Тв. | Топ. | Тоб. | Топ. | Тш. | Тп.з. | n, шт. | Тш-к. |
Ту.с.+Тз.о. | Тупр | Тизм. | Ттех. | Торг. |
Выше приведенные расчеты можно выполнять по структурным формулам:
Тшт = То + Ту.с. + Тз.о. + Тупр. + Тизм + Ттех + Торг + Тотл;
Тш-к = Тп.з./n + То + (Ту.с. + Тз.о. + Тупр + Тизм) К + Тоб.от.;
Рассчитать норму штучного времени для токарной операции, выполняемой на многорезцовом полуавтомате в центрах. Производство массовое, поточное. Масса детали m кг. Размеры детали D; d1; d2; L; обрабатываемые ступени длиной l1; l2; точность обработки h: ±.
Контроль размеров односторонними скобами и двухсторонними линейными шаблонами. Процент контроля П (%) — определить самостоятельно по таблицам. Резцы проходные 2 шт. и подрезные 2 шт., всего 4 шт. сечение aЧb. Расчетная стойкость лимитирующего инструмента — Тм. Условия работы — с охлаждением. Основное время То. Пуск станка осуществляется кнопкой, стоп станка — автоматический. Деталь зажимается пневматическим рычагом. Шероховатость Ra, мкм.
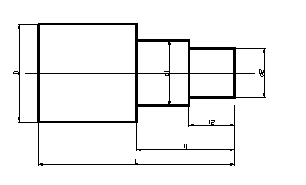
Таблица 1.2 Исходные данные по вариантам.
№. | m,. кг. | D,. мм. | d1. мм. | d2. мм. | L. мм. | l1. мм. | l2. мм. | aЧb. мм. | Tм мин. | То мин. | h. | ±. | Ra. мкм. |
2,0. | 25Ч25. | 6,3. | |||||||||||
2,2. | 10Ч10. | 2,1. | 3,2. | ||||||||||
1,8. | 25Ч25. | 1,8. | 6,3. | ||||||||||
2,5. | 15Ч15. | 2,2. | 3,2. | ||||||||||
2,4. | 25Ч25. | 2,1. | 6,3. | ||||||||||
2,0. | 15Ч15. | 1,8. | 3,2. | ||||||||||
2,4. | 25Ч25. | 1,9. | 6,3. | ||||||||||
2,6. | 10Ч10. | 2,3. | 3,2. | ||||||||||
1,8. | 15Ч15. | 1,6. | 6,3. | ||||||||||
2,2. | 25Ч25. | 2,0. | 3,2. |