О возможности использования борсодержащих диффузионных покрытий на режущих инструментах из быстрорежущих сталей
На углеродистой стали Ст3 модифицированный слой представляет собой многослойную композицию: внешний слой боридов FeB в виде вытянутых зерен (более темная окраска — рисунок 1а); основу же модифицированной структуры составляет борид Fe2B (соответствует светлым игла на рисунке 1а); на приграничной зоне со сталью образуется переходный слой твердого раствора бора в железе. Обратив внимание на строение… Читать ещё >
О возможности использования борсодержащих диффузионных покрытий на режущих инструментах из быстрорежущих сталей (реферат, курсовая, диплом, контрольная)
На сегодняшний момент развитие машиностроительного производства связано, как с созданием совершенно нового, так и с модернизацией уже имеющего станочного оборудования, вспомогательного и металлорежущего инструмента. Режущий инструмент является одним из наиболее важных объектов технологии металлообработки. Различные условия эксплуатации и, следовательно, разнообразные условия нагружения его режущей кромки вызывают многообразные виды повреждений и отказов технологической системы, а скорости изнашивания инструмента значительно выше, чем скорости изнашивания деталей и узлов станка [1,2,9]. Поэтому работоспособность технологической системы в целом в первую очередь зависит от состояния режущей кромки инструмента.
В подавляющем большинстве случаев разупрочнение начинается с поверхности или в приповерхностных слоях, поэтому в решении проблемы надежности и долговечности режущего инструмента важна роль упрочняющей обработки [4]. Во многих случаях достаточно защитить лишь внешнюю поверхность деталей износостойкими, коррозионно-устойчивыми или жаростойкими покрытиями. Химический состав, микроструктура и основные физико-механические характеристики и методы формирования износостойких покрытий изучаются материаловедами уже более 100 лет, однако процессы диффузионного насыщения поверхностного слоя инструментальных материалов бором и получения соответствующих износостойких борсодержащих покрытий все еще недостаточно исследованы [3,6].
Борирование является процессом химико-термической обработки, заключающимся в насыщении поверхностных слоев изделий бором при нагреве их в той или иной борсодержащей среде, осуществляемым с целью повышения твердости и стойкости.
Необходимым условием формирования диффузионного слоя является наличие у насыщаемой поверхности активного атомарного бора. Кроме того, температура и длительность выдержки в насыщающей среде должны обеспечить протекание диффузии атомарного бора в стали с образованием химических соединений — боридов железа. Последние 15 лет интенсивно внедряется экологически чистый метод электролитно-плазменной обработки металлических деталей, инструментов и т. д.
В составах электролитов, содержащих борфтористый аммоний — NH4BF3, тетраборнокислый натрий — Nа2В4О7 и карбид бора — В4С после осуществления процесса борирования проведенный анализ показал наличие боридных фаз FeB, Fe2B. Глубина слоя, полученная при U= 110 — 120В и токе I= 2,6А при составила 0,11−0,14 мм, а скорость насыщения в 3−10 раз превышает по сравнению с традиционными способами обработки[7,8] .
Рассмотрим стали разного состава, применения, конфигурации; а именно — Ст3, 7ХМФС, 4Х5МФС, 12Х18Н10Т, 55Х6В3СМФ, У8, ШХ15 [5].
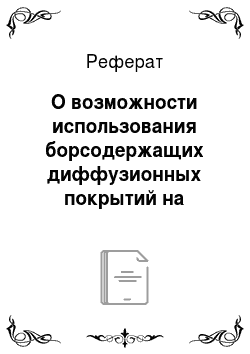
На углеродистой стали Ст3 модифицированный слой представляет собой многослойную композицию: внешний слой боридов FeB в виде вытянутых зерен (более темная окраска — рисунок 1а); основу же модифицированной структуры составляет борид Fe2B (соответствует светлым игла на рисунке 1а); на приграничной зоне со сталью образуется переходный слой твердого раствора бора в железе. Обратив внимание на строение модифицированного борсодержащего слоя на стали У8 (Рисунок 1б). Стали подобного класса склонны к перегреву и растрескиванию при закалке, следовательно температура их борирования должна строго соответствовать температурам нагрева под закалку, при которых скорость насыщения бором невелика, что в свою очередь приводит к появлению довольно узкой борсодержащей зоны Fe2B, под которой расположен слой твердого раствора бора в железе.
режущий металлообработка борирование машиностроительный.
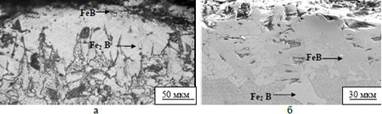
Рисунок 1 — Микроструктура боридных покрытий: а — Ст3; б — У8.
На легированных сталях боридные иглы фазы Fe2B скругляются. Фазы FeB и Fe2B содержат хром в количествах, близких к его содержанию в основном материале, т. е. по сути являются легированными боридами (Fe, Сr) B и (Fe, Cr)2B. Переходная зона представляет механическую смесь борированного феррита, в котором содержание бора плавно убывает до нуля, и глобулярных частиц боридов хрома, вольфрама, молибдена и титана (Рисунок 1 В, г, д). В стали ШХ15 диффузионная активность бора снижена в связи с высоким процентным содержанием углерода ©, поэтому борсодержащий слой состоит, в основном из борида FeB, узкой зоны борида Fe2B, под которой расположен слой твердого раствора бора в железе (Рисунок 1е), а на стали марки 12Х18Н10Т — (Fe, Сr, Ni) B и (Fe, Cr, Ni)2B, поэтому в дальнейшем эти бориды обозначены в общем виде как МВ и М2В (М — металлы Fe, Cr, Ni) [10]. (Рисунок 1ж).
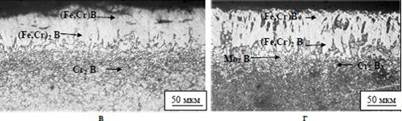
Рисунок 1(продолжение) — Микроструктура боридных покрытий: в — 4Х5МФС; г — 7ХМФС; д — 55Х6В3СМФ; е — ШХ15; ж — 12Х18Н10Т.
Исходя из проведенного выше анализа можно сделать следующие выводы:
- 1. применение борированных инструментов позволяет в некоторых случаях отказаться от дорогостоящей инструментальной стали. Это связано с возможностью отказа от применения дорогостоящих легирующих элементов в виде вольфрама, молибдена, кобальта.
- 2. Испытание борированных инструментов из стали У8 показало, что их стойкость не отличается от стойкости резцов из быстрорежущей стали.
- 1. Емельянов Д. В., Хабиров А. А., Галиев Л. Д. Определение технологических параметров процесса формообразования стружечных канавок спиральных сверл //Современные инструментальные системы, информационные технологии и инновации. Курск, 2015. С. 81−85
- 2. Емельянов Д. В. Определение силомоментных характеристик при обработке отверстий в зависимости от глубины сверления //Омский научный вестник -.2016 № 5(149). с.55−58
- 3. Емельянов Д. В. Борирование как способ повышения экплуатациооных характеристик быстрорежущих сталей / Д. В. Емельянов, Д.З. Мавлявеев// «Автоматизация технологических процессов механической обработки, упрочнения и сборки в машиностроении»: Сборник научных статей Международной научно-технической конференции (3−5 ноября 2016 года), / Юго-Западный гос. ун-т, Курск, 2016. 275 с.
- 4. Емельянов Д. В., Блинова А. С. Критерии работоспособности инструментов из быстрорежущих сталей // «Автоматизация технологических процессов механической обработки, упрочнения и сборки в машиностроении»: Сборник научных статей Международной научно-технической конференции (3−5 ноября 2016 года), / Юго-Западный гос. ун-т, Курск, 2016. 275 с.
- 5. Быкова Т. М. Влияние химического состава стали на структуру и свойства диффузионных боридных покрытий. // Диссертация на соискание ученой степени. 2016. Екатеринбург. 164 с.
Савин И. А. Формирование базы данных вариантов материала режущей части инструмента и метода его поверхностного упрочнения //Труды Нижегородского государственного технического университета им. Р.Е. Алексеева/НГТУ им. Р. Е. Алексеева. -Нижний Новгород, 2012. № 3. С. 97−105.
- 7. Sarkar, A.D. Wear of metals: Int. series in materials sci. and technol / A.D. Sarkar. N.Y.: Pergamon Press, 1976. 164 p.
- 8. Shibuje J. Immersion boriding of steel by boric acid and patassinen borate / J Shibuje // Trans. Iron and Steel Inst. Jap., -1981. V. 21. pp. 429 — 432.
- 9. Емельянов Д. В. Изучение работоспособности сверл с переменным шагом винтовой линии // Инженерный вестник Дона, 2012, № 1. URL: ivdon.ru/ru/magazine/archive/n1y2012/653.
- 10. Акуличев А. Г. Остаточные напряжения в нитроцементованной стали 20Х3МВФ-ш // Инженерный вестник Дона, 2010, № 4. URL: ivdon.ru/ru/magazine/archive/n4y2010/264.