Основы создания норм точности для малогабаритного металлообрабатывающего оборудования
В настоящее время важным этапом развития экономики России является выпуск новых видов продукции в машиностроительном, космическом и авиационном комплексах. В условиях жесткой конкуренции предприятий требуется значительное сокращение цикла технологической подготовки производства. Широкое применение малогабаритного металлообрабатывающего оборудования (ММО) подразумевает под собой ресурсосбережение… Читать ещё >
Основы создания норм точности для малогабаритного металлообрабатывающего оборудования (реферат, курсовая, диплом, контрольная)
Аннотация
Статья посвящена созданию основ разработки стандартов по нормам точности для малогабаритного металлообрабатывающего оборудования. Рассмотрены подходы к определению норм точности для малогабаритного металлообрабатывающего оборудования.
Ключевые слова: Нормы точности, стандартизация, малогабаритное металлообрабатывающее оборудование, стандарты, миниатюрные детали, квалитет, станки.
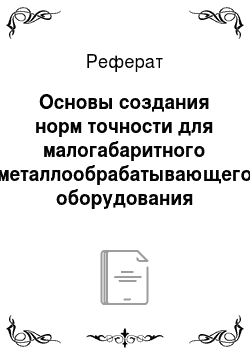
В настоящее время важным этапом развития экономики России является выпуск новых видов продукции в машиностроительном, космическом и авиационном комплексах. В условиях жесткой конкуренции предприятий требуется значительное сокращение цикла технологической подготовки производства. Широкое применение малогабаритного металлообрабатывающего оборудования (ММО) подразумевает под собой ресурсосбережение, энергоэффективность, сокращение финансовых затрат на приобретение и содержание данного оборудования предприятиями. Детали миниатюрного размера и их компоненты требуют высокой точности обработки. Предположим, что доля геометрической погрешности не зависит от размера обрабатываемой детали, и составляет примерно 30−40% в общем балансе погрешности обработки. Согласно действующим нормам и стандартам, определено — чем меньше размер обрабатываемой детали, тем больше погрешность (Рис. 1).
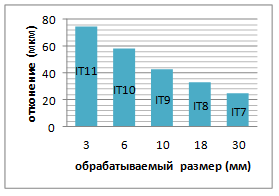
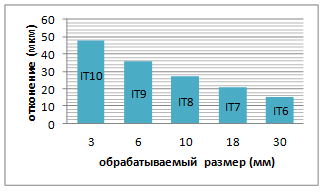
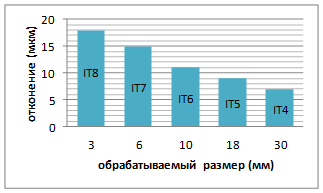
Рис. 1 -Графики зависимости квалитета точности от диаметров обрабатываемой детали по стандартам
В настоящее время разработка основ по нормам точности малогабаритного металлообрабатывающего оборудования не осуществлена.
С уменьшением размеров обрабатываемой детали увеличивается допуск на обработку. Следствием этого будет являться работа с применением доводочных и подгоночных операций для достижения заданных показателей точности.
В данной работе рассмотрены подходы к обоснованию норм точности ММО:
- — на основе действующих стандартов;
- — на основе вариационного метода расчета точности станков.
Задачей определения параметров погрешностей металлообрабатывающих станков является расчет точности при обработке деталей, после чего требуется провести оценку реальных погрешностей полученного результата.
Учитывая связи аргументов, уравнение обработанных цилиндрической и торцовой поверхности имеет вид (1):
. (1).
Схема обработки поверхностей детали (1) на станке представлена на рис. (2):
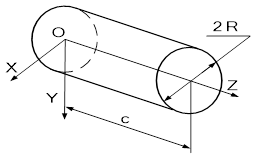
Рис. 2 — Цилиндрическая и торцевая поверхность, обрабатываемая на станке
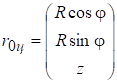
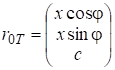
Используя известные уравнения нормалей к цилиндрической и торцовой поверхностям (2), в работе [1,2] представлены балансы нормальных погрешностей при обработке цилиндрической и торцевой поверхности (3).


;; (2).
Балансы нормальных погрешностей цилиндрической и торцовой поверхностей (3):

(3).
Анализ системы действующих нормативных документов показал существенную неполноту стандартов на нормы геометрической точности малогабаритного металлообрабатывающего оборудования (ГОСТ 18 097−93 «Станки токарно-винторезные и токарные. Основные размеры. Нормы точности»).

Действующие стандарты по нормам точности металлообрабатывающего оборудования рассчитаны на диаметр обработки от 0 до приблизительно 4000 мм, т.к. у всех рассмотренных выше станков точность обработки остается неизменной от начальной точки обработки изделия до следующей [3,4].
Для примера, рассмотрен станок фирмы Tsugami B0265- ll. Станок предназначен для производства высокоточных мелких компонентов, таких как запчасти для оргтехники, медицинского оборудования, цифровых камер, сотовых телефонов, оптической связи, автомобильных деталей и т. д. Схема станка находится на рисунке 4, структура формообразующей системы станка — рис. 5. Станок обрабатывает детали от 8 до 30 мм [5].
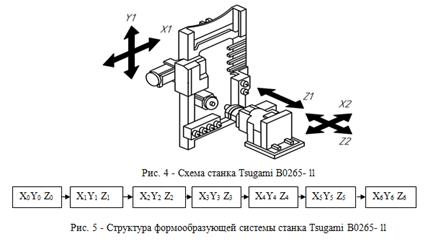
В формообразующей системе станка происходят два процесса — точение и шлифование поверхностей. Обработка осуществляется при процессе точения — точечным режущим инструментом (резцом расточным), при процессе шлифования — фрезой прямозубой. Функция формообразования станка при обработке отверстий детали имеет вид (4) [6]:

; (4).
где, А 1 — матрица перемещения по оси Х; A2 — матрица перемещения по оси Х; A3 — матрица перемещения по оси Z; A6 — матрица вращения вокруг оси Z; - радиус-вектор режущего инструмента [7−10].
Векторный баланс точности для рассматриваемого станка вычисляется по общей формуле:


С учетом связей аргументов и нормалей функции формообразования, и уравнений обрабатываемых на данном станке поверхностей, балансы точности, включающие в свой состав только геометрические погрешности, имеют вид:


В балансы точности станка входят как компенсируемые, так и некомпенсируемые погрешности станка, причем нормирование точности осуществляется только для некомпенсируемых погрешностей.
В связи с этим проанализированы табличные данные [3], которые находятся в ГОСТ 18 097–93 «Станки токарно-винторезные и токарные. Основные размеры. Нормы точности» и параметры геометрической точности станка. Анализ данных дает возможность рассмотреть представленные кривые (Рис. 6).
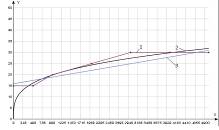
Рис. 6 — Зависимость квалитета точности от диаметра обрабатываемой детали для прямолинейности движения продольного перемещения суппорта в горизонтальной плоскости по ГОСТ 18 097–93 точности Н 1.
Линия 1 на графике показывает табличные данные, которые представлены в ГОСТ 18 097–93. Линия 3 графика показывает функцию, где, а=15,938, b= 0,0034. Данную расчетную функцию не рассматриваем, так как она не максимально подходит к табличным данным. Линия 2 показывает функцию регрессии сгенерированной с помощью, где, а=2,646, b=0,292. Отсюда следует вывод, о том, что при заданных табличных данных максимально подходящая функция определения нормы точности для деталей подходит функция. Средняя ошибка аппроксимации при заданном расчете равна 13%.
Рассмотрен второй нормативный документ и проанализированы приведенные кривые по DIN 8606:1976;06 и сгенерированная функция, где, а=0,1835, b=0,6404 (Рис. 7). Зависимость установленных значений представлена на рисунке 8. Средняя ошибка аппроксимации в исследуемом анализе равна 24%, но большая часть её идет по распределению обработки деталей до 500 мм, поэтому ошибка аппроксимации имеет значительный вес.
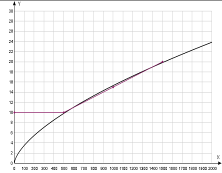
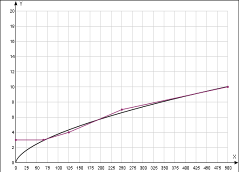
Рис. 7 — Зависимость квалитета точности от диаметра обрабатываемой детали для прямолинейности движения продольного перемещения салазок суппорта в горизонтальной плоскости по DIN 8606:1976;06, диаметр обработки от 0 до 2000 мм.
Рис. 8 — Зависимость квалитета точности от диаметра обрабатываемой детали для прямолинейности движения продольного перемещения салазок суппорта в горизонтальной плоскости, диаметр обработки от 0 до 500 мм.
В связи с этим уменьшены рассматриваемые диаметры и проанализированы приведенные кривые по DIN 8606:1976;06 и сгенерированную функцию, где, а=0,2313, b=0,6078. Рассмотренная зависимость представлена на рисунке 8. Средняя ошибка аппроксимации равна 19%. В связи с этим уменьшены обрабатываемые детали до мини-размеров (Рис. 9).
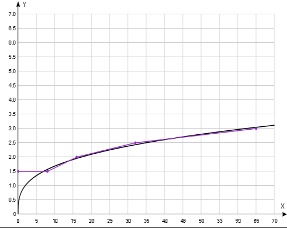
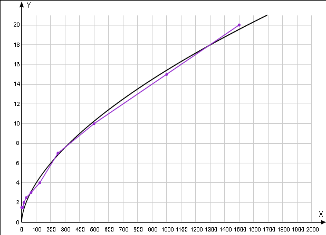
Рис. 9 — Зависимость квалитета точности от диаметра обрабатываемой детали для прямолинейности движения продольного перемещения салазок суппорта в горизонтальной плоскости, диаметр обработки от 0 до 100 мм.
Рис. 10 — Зависимость квалитета точности от диаметра обрабатываемой детали для прямолинейности движения продольного перемещения салазок суппорта в горизонтальной плоскости, диаметр обработки от 0 до 2000 мм.
Проанализирована приведенная кривая по DIN 8606:1976;06 и сгенерированная функция, где, а=0,8151, b=0,3156. Средняя ошибка аппроксимации равна 11%. металлообрабатывающий стандарт оборудование Построена полная (обобщающая) функция по точкам и сгенерированная общая ошибка аппроксимации (Рис. 10). Сгенерированная функция, где, а=0,2655, b=0,5879. Средняя ошибка аппроксимации равна 9,86%. Вывод: Рассмотренные документы и стандарты на металлообрабатывающее оборудование отечественной и зарубежной станкостроительной промышленности показывают, что параметры геометрической точности ММО на предприятиях не учтены. Проведенный анализ сгенерированных функций показал, что средняя ошибка аппроксимации находится в интервале от 8 до 10% и точность обрабатываемых деталей на исследуемом металлообрабатывающем оборудовании уменьшена до мини-размеров. Таким образом, учёт и стандартизация параметров геометрической точности малогабаритного металлообрабатывающего оборудования позволит получить всестороннюю оценку предельно достижимой точности обработки деталей и повышение качества выпускаемых деталей.
- 1. Решетов Д. Н., Портман В. Т. Точность металлорежущих станков. — М.: Машиностроение, 1986. — 336 с.
- 2. Захаров Ю. А., Ремзин Е. В., Мусатов Г. А. Основные дефекты корпусных деталей автомобилей и способы их устранения, применяемые в авторемонтном производстве // Инженерный вестник Дона, 2014, № 4 URL: ivdon.ru/ru/magazine/archive/N4y2014/2584.
- 3. Крюков Д. Н., Ивахненко А. Г. Разработка норм точности на малогабаритное и миниатюрное металлообрабатывающее оборудование/ Известия Юго-Западного государственного университета, 2014, № 1. Ч.1. — С. 16−21.
- 4. DIN 8606:1976;06 «Станки токарные нормальной точности для обработки деталей диаметром до 800 мм. Условия приемки» — С 8- 21.
- 5. Крюков Д. Н., Ивахненко А. Г., Аникеева О. В. Стандартизация параметров геометрической точности агрегатных станков// Фундаментальные и прикладные проблемы техники и технологии № 3−2 (299), 2013 — С. 156−160.
- 6. Крюков Д. Н Основы стандартизации норм точности малогабаритного металлообрабатывающего оборудования // Актуальные вопросы науки и техники: сборник статей студенческой международной научно-практической конференции. Воронеж: Руна, 2014. С.197−200.
- 7. Бушуев В. В. Сверхточные станки // СТИН. 2000. — № 6. — с. 27 — 31; № 7 -С. 20−23.
- 8. Шегельман И. Р. Специфика комплексного проекта по созданию высокотехнологичного производства в рамках интеграции университета и машиностроительного предприятия // Инженерный вестник Дона, 2012, № 3. URL: ivdon.ru/magazine/latest/n3y2012/905/.
- 9. Di, S.; Haung, R. & Chi, G. (2006) Study on micro-machining by micro-WEDM. Proceedings of the 1st IEEE Conference on Nano/Micro Engineered and Molecular systems, pp. 615−619, Zhuhai, China
- 10. Yusup, N.; Zain, A.M. & Hashim, S.Z.M. (2012) Evolutionary techniques in optimizing machining parameters: Review and recent applications (2007;2011), Expert Systems with Applications, Vol., 39, 9909−9927, 9 574 174.
References
- 1. Reshetov D.N., Portman V.T. Tochnost' metallorezhushhih stankov. [Precision cutting machines]- M.: Mashinostroenie, 1986. 336 pp.
- 2. Zaharov Ju.A., Remzin E.V., Musatov G.A. Inћenernyj vestnik Dona (Rus), 2014, № 4 URL: ivdon.ru/ru/magazine/archive/N4y2014/2584.
- 3. Krjukov D.N., Ivahnenko A.G. Izvestija Jugo-Zapadnogo gosudarstvennogo universiteta. 2014, № 1. Ch.1. — pp. 16−21.
- 4. DIN 8606:1976;06 «Stanki tokarnye normal’noj tochnosti dlja obrabotki detalej diametrom do 800 mm. Uslovija priemki» — pp. 8- 21.
- 5. Krjukov D.N., Ivahnenko A.G., Anikeeva O.V. Fundamental’nye i prikladnye problemy tehniki i tehnologii № 3−2 (299), 2013 — pp. 156−160.
- 6. Krjukov D. N Aktual’nye voprosy nauki i tehniki: sbornik statej studen-cheskoj mezhdunarodnoj nauchno-prakticheskoj konferencii. Vo-ronezh: Runa, 2014. pp.197−200.
- 7. Bushuev V. V. STIN. 2000, № 6. — pp. 27 — 31; № 7 -pp. 20−23.
- 8. Shegel’man I. R. Inћenernyj vestnik Dona (Rus), 2012, № 3. URL: ivdon.ru/magazine/latest/n3y2012/905/.
- 9. Di, S.; Haung, R. & Chi, G. (2006) Study on micro-machining by micro-WEDM. Proceedings of the 1st IEEE Conference on Nano/Micro Engineered and Molecular systems, pp. 615−619, Zhuhai, China
- 10. Yusup, N.; Zain, A.M. & Hashim, S.Z.M. (2012) Evolutionary techniques in optimizing machining parameters: Review and recent applications (2007;2011), Expert Systems with Applications, Vol., 39, 9909−9927, 9 574 174.