Формообразование винтовой поверхности детали угловой фрезой
Разработанные алгоритмы и программы твердотельного моделирования формообразования детали инструментом наряду с получением обволакивающей поверхности канавки позволяют проследить процесс последовательного вырезания этой канавки, наличие или отсутствие переходных участков, конфигурацию срезаемого слоя и загруженность участков режущих кромок. Кроме перечисленных качественных характеристик процесса… Читать ещё >
Формообразование винтовой поверхности детали угловой фрезой (реферат, курсовая, диплом, контрольная)
Обеспечение требований точности профилирования поверхностей таких деталей как зубчатые колеса, шлицевые валики, звездочки цепных передач и т. п. во многом определяется формой режущей части применяемого инструмента. Поэтому одним из важных элементов процесса проектирования режущего инструмента является конструирование его формообразующей поверхности. Решению этой задачи посвящено большое количество работ: [1], [2], [3] и др. Во многих из них для выполнения расчета требуется вывод соответствующих зависимостей применительно к различным исходным данным. Часто такие зависимости имеют форму трансцендентных уравнений. Для их решения используют численные методы. Все это усложняет процесс профилирования инструмента.
Кроме того, во многих случаях профиль детали состоит не только из участков, полученных огибанием соответствующих участков инструмента, но и переходных кривых, линий подрезов. В этих случаях процесс профилирования носит итеративный характер. При этом на отдельных этапах проектирования осуществляется проверка полученных результатов графическими или аналитическими методами [1]. Это также усложняет процесс профилирования.
Современные информационные технологии, предоставляя возможность моделирования процесса формообразования, позволяют исследовать влияния различных параметров инструмента на форму профиля детали и наоборот [4], [5] и др.
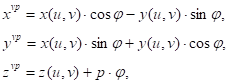
Поставленная задача посвящена геометрическому и компьютерному моделированию формообразования винтовой поверхности детали угловой фрезой. Для ее решения свяжем с инструментом систему координат x1y1z1, а с заготовкой детали — систему xyz (рис. 1). Формулы перехода от системы x1y1z1 к системе xyz будут.
(1).
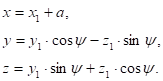
Совершая винтовое движение относительно оси z заготовки поверхности, ограничивающие тело инструмента, будут занимать ряд положений. Огибающая этих поверхностей, а также переходные кривые, будут являться искомой поверхностью. Винтовое движение инструмента можно рассматривать как совокупность вращательного вокруг оси z и поступательного вдоль той же оси. Если исходная поверхность задана параметрическими уравнениями вида.
то семейство этих поверхностей в рассматриваемом относительном движении с учетом (1) будет задаваться системой уравнений:
(3).
где ц — угол поворота исходной поверхности, p — параметр винтового движения.
Рис. 1. Системы координат, связанные с цилиндрической заготовкой и угловой фрезой
В качестве примера геометрического моделирования формообразования для рассматриваемой задачи выберем торцовую плоскость инструмента. Ее уравнение в системе координат xyz в соответствии с рис. 1, будет.
Тогда семейство плоскостей запишется уравнениями.

Если к этой системе уравнений добавить уравнение и сделав замену с учетом (2), получим гиперповерхность.
(4).
При ортогональном отображении полученной гиперповерхности на гиперплоскость xyz в точках ее криминанты условие параллельности оси T касательной к ней плоскости задается условием.
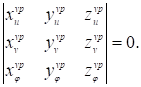
Откуда, после вычисления и подстановки частных производных, получим После подстановки u в систему уравнений (4), отображение гиперповерхности на гиперплоскость xyz, будет.
Полученная система уравнений определяет дискриминанту рассматриваемой гиперповерхности и огибающую семейства плоскостей. Полигональная модель огибающей и ее сечение плоскостью X=0 представлено на рис. 2. Из его следует, что участок осевого сечения искомой винтовой поверхности, образованный торцовой плоскостью фрезы не содержит особых точек.
Аналогично может быть получена огибающая семейства боковой поверхностей фрезы.
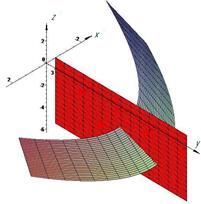
Рис. 2. Огибающая семейства плоскостей сечение ее плоскостью X=0
При решении поставленной задачи важная роль принадлежит исследованию сечений гиперповерхности (4) гиперплоскостями. В качестве примера рассмотрим сечение гиперповерхности гиперплоскостью Z=0. Из третьего уравнения системы (4) для zvp=0, имеем.
После подстановки выражения для v в уравнение гиперповерхности, получим.
Эта система уравнений задает эвольвентную винтовую поверхность. Ее полигональная модель приведена на рис. 3.
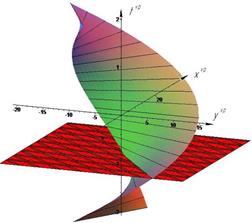
Рис. 3. Полигональная модель поверхности, полученной в сечении гиперповерхности гиперплоскостью Z=0
Полученные геометрические модели позволяют выполнять формообразование винтовой поверхности угловой фрезой в общем виде по аналитическим зависимостям и соответствующим полигональным моделям. Эту же задачу предлагается решать и на основе твердотельного моделирования средствами современных САПР без получения аналитических зависимостей.
В разработанном пакете программ формообразование поверхности детали инструментом выполняется на основе твердотельного моделирования. Относительное движение модели угловой фрезы определяется уравнениями (3).
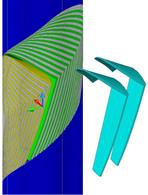
Взаимодействие твердотельных моделей инструмента и заготовки осуществляется на основе использования булевых операций. Пример моделирования приведен на рис. 4.
Разработанные алгоритмы и программы твердотельного моделирования формообразования детали инструментом наряду с получением обволакивающей поверхности канавки позволяют проследить процесс последовательного вырезания этой канавки, наличие или отсутствие переходных участков, конфигурацию срезаемого слоя и загруженность участков режущих кромок. Кроме перечисленных качественных характеристик процесса резания предлагаемое моделирование позволяет получить и количественные параметры: объем срезаемого слоя боковой поверхностью и торцовой плоскостью инструмента; установить зависимость удаляемых объемов от значения параметра резания Ди некоторые другие. Анализ этих параметров позволит назначить оптимальные значения параметра резания и параметров установки инструмента относительно изделия.
Некоторые из отмеченных выше возможностей иллюстрируются рисунками. Так, на рис. 5а, показана модель заготовки детали и модели слоев, снимаемые инструментом. Из этого рисунка можно получить качественные характеристики о толщине и форме среза, снимаемого боковой (конической) поверхностью, а также торцовой плоскостью инструмента. Он дает представление об изменении формы и толщины срезаемых слоев по мере внедрения инструмента в заготовку. Конфигурация срезаемых слоев в целом не изменяются в процессе обработки. На рисунке 5б показано осевое сечение тела заготовки и удаляемых объемов, иллюстрирующее изменение формы срезаемых слоев. Из этого рисунка также следует наличие переходных кривых между сечениями огибающих, полученных боковой поверхностью фрезы, а также ее торцовой плоскостью.
Из изложенного следует, что предлагаемое решение задачи формообразования винтовой поверхности концевой фрезой, реализованное в виде программ на языке AutoLISP, позволяет в автоматизированном режиме моделировать процесс формообразования детали инструментом. Процесс моделирования осуществляется в интерактивном режиме. При необходимости конструктор может целенаправленно корректировать геометрические параметры формы концевой фрезы, а также изменять параметры установки изделия относительно инструмента.
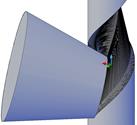
Рис. 4. Твердотельное моделирование процесса формообразования изделия инструментом

а) б) Рис. 5. Моделирование формообразования срезаемых слоев
Кроме того, предлагаемое решение задачи формообразования позволяет получать твердотельные модели удаляемых объемов. Это значит, что конструктор на основе их анализа может целенаправленно назначать как значение параметра подачи, так и количество проходов при формообразовании.
режущий инструмент формообразующий поверхность.
- 1. Лашнев С. И., Юликов М. И. Расчет и конструирование металлорежущих инструментов с применением ЭВМ [Текст] / С. И. Лашнев, М. И. Юликов. — М.: Машиностроение, 1975 — 392 с.
- 2. Шишков В. А. Образование поверхностей резанием по методу обкатки [Текст]/ В. А Шишков. — М.: Машгиз. -1951 — 392 с.
- 3. Родин П. Р. Основы формообразования поверхностей резанием [Текст] / П. Р. Родин. — Киев, «Вища школа» — 1977 — 192 с.
- 4. Ляшков А. А. Компьютерное моделирование процесса формообразования дисковой фрезой деталей с винтовой поверхностью [Текст] / А. А. Ляшков // СТИН. — 2012. — № 1 — С. 26−29.
- 5. Ляшков А. А. Моделирование формообразования зубчатых колес методом центроидного огибания [Текст] / А. А. Ляшков // Известия Транссиба. — 2012. — № 2 (10) — С. 109−116.