Повышение эффективности чистового точения на основе моделирования процессов стружкообразования, трения, изнашивания инструмента и образования обработанной поверхности
Диссертация
Впервые установлено, что расчетные проекции силы резания инструментом с криволинейной и наклонной режущей кромкой, полученные путем интегрирования приращений сил, действующих в плоскостях, перпендикулярных режущей кромке в каждой ее точке, правильно учитывают влияние формы и наклона режущей кромки, что позволило повысить точность расчета характеристик качества обработанной поверхности, а также… Читать ещё >
Список литературы
- Аверченков В.Ч. Катаев В.К: Основы построения САПР: Учебное пособие. -Волгоград: Изд. ВПИ, 1984. 120 с.
- Автоматизация проектирования технологических пароцессов в машиностроении / B.C. Корсаков, Н. М. Капустин, К.-Х. Темпельгоф, X. Лихтенберг- Под ред. Н. М. Капустина. М.: Машиностроение, 1985. — 304 с.
- Автоматизация проектно-конструкторских работ и технической подготовки в машиностроении: В 2 т / Под ред. Семенкова О. И. Минск: Высшая школа, 1976.-Т2. — 352 с.
- Автоматизированная система проектирования технологических процессов механосборочного производства / Под ред. Н. М. Капустина. М.: Машиностроение, 1979. — 247 с.
- Автоматизированная система технологической подготовки производства в машиностроении / Под ред. Г. К. Горанского. М.: Машиностроение, 1976. -240 с.
- Амосов И.С., Скраган В. А. Точность, вибрации и чистота поверхности при токарной обработке. Машгиз: Ленинградское отделение, 1958. — 91 с.
- Аникин А.Е. и др. Исследование режущих свойств твёрдых сплавов для чистового точения // Авиационная промышленность. 1982. -№ 2. — С. 45- 46.
- Аникин А.Е. и др. Чистовое точение деталей ГТД резцами с зачищающей режущей кромкой // Авиационная промышленность, 1983. — № 7. — С. 32.
- Аникин А.Е. и др. Сравнительный анализ режущих свойств новых инструментальных материалов // Авиационная промышленность. 1988. -№*11. — С, 37−39.
- Ю.Артамонов Е. В., Ефимович И. А. Оптимизация процессов обработки резанием деталей из труднообрабатываемых материалов на токарных станках с ЧПУ: Учебное пособие. Тюмень: ТюмИИ, 1994. — 83 с.
- Армарего И. Дж., Браун Р. Х. Обработка металлов резанием. М: Машиностроение, 1977.
- Балакшин Б.С. Основы технологии машиностроения. М.: Машиностроение, 1969, — 559 с.
- Биргер H.A. Остаточные напряжения М: Машгиз, 1963. — 232 с.
- Бобров В.Ф. Основы теории резания металлов. М: Машиностроение, 1975. -334 с.
- Брике A.A. Резание металлов. СПб, 1896.
- Верещака A.C. Режущие инструменты с композиционным покрытием для обработки различных конструкционных материалов // Вестник машиностроения. 1984. — № 8. — С. 32−35.
- Верещака A.C. Режущие инструменты с износостойкими покрытиями. М.: Машиностроение, 1993. — 375 с.
- Вульф A.M. Резание металлов. Л.: Машиностроение, 1973. — 496 с.
- Гадолин A.B. Механическая технология. СПб, 1885.
- Гильман A.M. и др. Оптимизация режимов резания на металлорежущих станках / A.M. Гильман, A.A. Брахман, Д. И. Батищев. М.: Машиностроение, 1972. — 188 с.
- Глебов С.Ф. Теория наивыгоднейшего резания металлов. М: Госмашметиздат, 1933.
- Горанский Г. К. Расчёт режимов резания с помощью ЭВМ. М.: Машгиз, 1966.- 142 с.
- Горанский Г. К., Бендерева Э. И. Технологическое пректирование в комплексных автоматизированных системах подготовки производства. М.: Машиностроение, 1981. — 456 с.
- Грановский Г. И. Кинематика резания. М.: Машгиз, 1948.
- Грановский Г. И. О методике исследования и назначения режимов резания на автоматических линиях. // Вестник машиностроения. 1965. — № 10.
- Грановский Г. И., Шматов H.A. О природе износа резцов из быстрорежущих сталей дисперсионного твердения // Вестник машиностроения. 1971, — № 11. -С. 65−70.
- Даниелян A.M. Теплота и износ инструментов в процессе резания. М., Машгиз, 1954. — 276 с.
- Дирнли П.А. Механизмы износа передней и задней поверхностей твердосплавных инструментов с покрытиями и без покрытий // Теоретические основы инженерных расчётов. 1985. — Т.107. — № 1. — С. 7390.
- Дьяченко П.Е., Якобсон М. О. Качество поверхности при обработке металлов резанием. М.: Машгиз, 1951. — 208 с.
- Дэн Оузьер и др. Delphi 3. Освой самостоятельно / Пер. с англ. М.: БИНОМ, 1988 г. -560 с.
- Егоров М.Е. и др.Технология машиностроения / М. Е. Егоров, В. И. Дементьев, B.JI. Дмитриев. М: Высшая школа, 1976. — 534 с.
- Елизаветин М.А., Сатель Э. А. Технологические способы повышения долговечности машины. М.: Машиностроение, 1969. — 400 с.
- Еремин А.Н. Физическая сущность явлений при резании стали. М.: Машгиз, 1951. -226 с.
- Ефимович И.А. Пакет программ SAPRORR для расчёта оптимальных режимов резания // Тезисы докладов межгосударственной н.-т. конференции «Нефть и газ Западной Сибири». Тюмень, 1993. — С. 95−96.
- Ивата К., Осакада К., Тэрассека Ю. Моделирование процесса ортоганального резания методом конечых элементов для жёстко-пластического тела. // Теоретические основы инженерных расчётов. 1984. -Т. 106 -№ 2. — С. 24−31.
- Исаев А.И. Процесс образования поверхностных сил при обработке металлов резанием. М.: Машгиз, 1950.
- Капустин Н.М. Разработка технологических процессов обработки деталей на станках с помощью ЭВМ. М.: Машиностроение, 1976. — 288 с.
- Карасёв Б.Е., Кондратьев А. С., Полоснин Ю. В. Выбор режима резания стали и сплавов с учетом экономической эффективности и производительности.// Авиационная промышленность. 1987. — № 11. — С. 55−56.
- Клушин М.И. Обобщённые зависимости для расчёта режимов резания //Физика резания металлов. Ереван: Изд-во АН Арм. ССР, 1971. — Вып. 1. -185 с.
- Клушин М.И. Резание металлов. М.: Машгиз, 1958. — 454е.
- Колев К.С. Точность обработки и режимы резания. М.: Машиностоение, 1968.- 132 с.
- Командури Р. и др. Методика выбора варианта высокоскоростной и высокопроизводительной обработки // Конструирование и технология машиностроения. 1985. — Т.107. — № 4. — С.146−158.
- Косилова А.Г., Мещеряков Р. К., Калинин М. А. Точность обработки, заготовки и припуски в машиностроении: Справочник технолога. М.: Машиностроение, 1976. — 288 с.
- Костецкий Б.И., Топеха П. К., Нестеровский С. Е. Вопросы трения при резании металлов // Передовая технология машиностроения. М.: АН СССР, 1955.-С. 461−474.
- Кохан Д., Якобе Г. Ю. Проектирование технологических процессов и обработка информации / Пер. с нем. М.: Машиностроение, 1981. — 312 с.
- Кравченко Б.А. Силы, остаточные напряжения и трение при резании металлов: Куйбышев: Кн. изд-во, 1962. — 180 с.
- Кретинин И.В., Кварталов А. Д., Соколов Ю. Н. Диалоговая система назначения режима резания для станков токарной группы // Авиационная промышленность. 1982. — № 6. — С. 43.
- Кривоухов В.А. Деформирование поверхностей слоёв металла в процессерезания. М.: Машгиз, 1945.
- Куфарев Г. Jl. и др. Стружкообразование и качество обработанной поверхности при несвободном резании / Г. Л. Куфарев, К. Б. Окенов, В. А. Говорухин. Фрунзе: Мектеп, 1970. — 170 с.
- Кушнер B.C. Основы теории стружкообразования: Учебное пособие: В 2 кн.- Омск: Изд-во ОмГТУ, 1996.
- Кушнер B.C. Изнашивание режущих инструментов и рациональные режимы резания: Учеб. пособие. Омск: Изд-во ОмГТУ, 1998. — 138 с.
- Кушнер B.C. Термомеханическая теория процесса непрерывного резания пластичных материалов. Иркутск: Изд-во Иркут. ун-та, 1982.
- Кушнер B.C. Интенсификация резания пластичных материалов при точении на основе термомеханического подхода: Дис. д-ра техн. наук. Омск, 1994.- 353 с.
- Кушнер B.C., Распутин Ю. П. Теория эксперимента. Новосибирск, 1976.
- Лоладзе Т.Н. О некоторых явлениях при стружкообразовании // Труды Грузинского политехнического института. Тбилиси, 1949, — № 20.
- Лоладзе Т.Н. Стружкообразование при резании металлов. Машгиз, 1952.
- Лоладзе Т.Н. Прочность и износостойкость режущего инструмента. М: Машиностроение, 1982. — 320 с.
- Макаров А.Д. Износ и стойкость режущих инструментов. М.: Машиностроение, 1966. — 264 с.
- Макаров А.Д. Оптимизация процессов резания. М.: Машиностроение, 1976.- 278 с.
- Макаров А.Д. Вопросы оптимального резания металлов // Труды УАИ. -Уфа, 1974,-вып. 77.
- Макаров А.Д. и др. Влияние средней температуры контакта при резании на основные характеристики качества поверхностного слоя // Теплофизика технологических процессов. Куйбышев: Кн. изд-во, 1970. — С. 270−275.
- Макаров А.Д., Мухин В.С, Кишуров В. М. Наклёп при чистовом точении жаропрочных сплавов // Резание и инструмент. Вып.8. Харьков: Изд-во Харьковского университета, 1973. — С. 21−23.
- Макаров А.Д., Шустер Л. Ш. Выбор режимов резания при чистовом точении // Станки и инструмент. 1970. — № 1. — С. 34−35.
- Маталин A.A. Технология машиностроения. Л.: Машиностроение, Ленингр. отделение, 1985. — 496 с.
- Маталин A.A. Технологические методы повышения долговечности деталей машин. Киев: Техника, 1971. — 122 с.
- Маталин A.A. Точность механической обработки и проектирование технологических процессов. М.: Машиностроение, 1970. — 316 с.
- Матвеев В.В., Бойнов Ф. И. Расчет припусков и операционных размеров технологических процессов механической обработки. Челябинск: ЧПИ, 1970.- 116 с.
- Митряев К.Ф., Уланов Б. Н. Остаточные напряжения при торцовом фрезеровании жаропрочных и титановых сплавов // Вестник машиностроения. 1964.-№ 11,-С. 67−71.
- Михайлов В.А. Системный подход к решению прямых и обратных задач в механике резания // Новые методы обработки резанием конструкционных материалов и эксплуатация режущих инструментов. М., 1988. — С. 21−30.
- Нормативы режимов резания на механическую обработку жаропрочных сплавов. Книга1. М.: НИАТ, 1980.- 153 с.
- Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1. -М.: Машиностроение, 1974. 406 с.
- Основы построения САПР: Учебное пособие. Волгоград, Изд. ВПИ, 1984. -120 с.
- Основы технологии машиностроения / Под ред. B.C. Корсакова. М.: Машиностроение, 1977. — 416 с.
- Островский В.И., Маркова Л. Г., Федотов А. И. Тонкое точение закалённой стали эльбором. Ленинград, 1971. — 32 с. 88.0шер Р. Н. Производство и применение смазочно-охлаждающих жидкостей / Под ред. П. А. Ребиндера.- 3-е изд. М.: Гостоптехиздат, 1963.
- Парамонов В.Ф. Исследования усилий резания и температуры при работе на больших подачах // Труды областной научно-технической конференции. -Куйбышев, 1965.
- Петрушин С.И. Введение в теорию несвободного резания металлов: Учебное пособие. Томск: Изд-во ТПУ, 1999.
- Подураев В.Н. Автоматически регулируемые и комбинированные процессы резания. М.: Машиностроение, 1977. — 304 с.
- Полетика М.Ф. Контактные нагрузки на режущих поверхностях инструмента. М.: Машиностроение, 1969. — 148 с.
- Полетика М.Ф., Мелихов В. В. Контактные нагрузки на задней поверхности инструмента // Вестник машиностроения. 1967. — № 9. — С.78−81.
- Применение ЭВМ в технологической подготовке серийного производства / Под ред. С. П. Митрофанова. М.: Машиностроение, 1981. — 287 с.
- Прогрессивная оснастка, приспособления и инструмент / Под. ред. А. П. Драгуя. Л.: Лениздат, 1979. — 288 с.
- Прогрессивный инструмент для металлобработки. Режущий инструмент из сверхтвёрдых материалов.: Каталог / ВНИИТЭМР. 1986. 28 с.
- Развитие науки о резании металлов / Коллектив авторов. М.: Машиностроение, 1967.
- Распутин Ю.П., Лобанов В. М., Гринберг П. Б. Расчёт оптимальных режимов резания по приведённым затратам при случайном характере отказов инструмента // Приложение к журналу «Авиационная промышленность». -№ 3, — С. 48−50.
- Расчёты экономической эффективности новой техники: Справочник / Под ред. Л. В. Великанова. Л.: Машиностроение, 1975. — 430 с.
- Ребиндер П.А. Влияние активных СОЖ на качество поверхности при обработке металлов. М.: Изд-во АН СССР, 1946.
- Резание металлов и технологическая точность деталей в машиностроении / Под ред. Ю. А. Розенберга и В. П. Пономарёва. Курган: Изд-во Курганского машиностроительного института, 1986. — Часть 1. — 235 с.
- Резание металлов керамическим инструментом / А. И. Исаев, Н. Н. Зорев, Л. К. Кучма. М.: Машгиз, 1952. — 91 с.
- Резников Н.К. Учение о резании металлов. М.: Машгиз, 1947.
- Резников А.Н. Теплообмен при резании и охлаждение инструментов. М.: Машгиз, 1963.
- Резников А.Н. Теплофизика процессов механической обработки материалов. M: Машиностроение, 1981. — 279 с.
- Рейхель В. Методика определения стойкости резца и обрабатываемости материала // Мировая техника, 1936. -№ 4. С. 6−14.
- Рехт Р.Ф. Динамический анализ высокоскоростной обработки резанием. // Конструирование и технология машиностроения. -1985.-Т. 107. № 4. — С. 135−146.
- Родионов М.А., Левин М. Ю. Контактные нагрузки на передней поверхности режущего инструмента. М., 1989. — 12с. — Деп. в ВИМИ 27.03.89 №Д7 764.
- Розенберг A.M. Динамика фрезерования. М.: Сов. Наука, 1945. — 360 с.
- Розенберг A.M. и Ерёмин А.Н. Элементы процесса резания металлов. -М.: Машгиз, 1956.
- Розенберг А. М и Хворостухин Л. А. Твёрдость и напряжение пластичности в деформированном теле // Журнал технической физики. -1955,-т. XXV.-вып. 2.
- Розенберг Ю.А. Исследование процесса резания серого чугуна: Автореф. канд. техн. наук. Томск, 1952.
- Розенберг Ю.А., Тахман С. И. Силы резания и методы их определения: Учебное пособие. Курган: КМИб, 1995.
- Рудник С.С. Теория резания металлов. ОНТВУ, Машбудвидов, 1932.
- Рябинок А.Г. Иследование составляющих силы резания при скоростном торцевом фрезеровании сталей: автореф. канд. техн. наук. 1952.
- Седоков Л.М. Напряжения и деформации в процессе резания металлов // Всесоюзная научно-техническая конференция «Проблемы резания металлов». МДНТП, 1963.
- Силин С.С. и др. Автоматическое управление процессом резания // Станки и инструмент. 1971. — № 1. — С. 13−14.
- Силин С.С. Метод подобия при резании металлов. М.: Машиностроение, 1977.- 152 с.
- Системы автоматизированного проектирования технологических процессов, приспосаблений и режущих инструментов / Под ред. С. Н. Корчака. М.: Машиностроение, 1988. — 352 с.
- Старков В.К. Обработка резанием. Управление стабильностью и качеством в автоматизированном производстве. М.: Машиностроение, 1979.-240 с.
- Стренковский Дж.С., Кэррол Дж.Т. Конечно-элементная модель ортогонального резания металла // Конструирование и технология машиностроения. 1985. — Т. 107. — № 4. — С. 192−202.
- Ступаченко A.A. САПР технологических операций. Л.: Машиностроение. Ленингр. отд-ние, 1988. — 234 с.
- Сулима A.M., Евстигнеев М. И. Качество поверхностного слоя и усталостная прочность деталей из жаропрочных и титановых сплавов. М.: Машиностроение, 1974. — 255 с.
- Такеяма X., Мурата Р. Основные исследования износа режущего инструмента // Конструирование и технология машиностроения. 1963. -Т.85. -№i.-c. 38 -45.
- Талантов Н.В. Физические основы процесса резания// Физические процессы при резании металлов. Волгоград: Волгоградский политехнический институт, 1984. — с. 3−37.
- Танатаров P.A. Влияние некоторых технологических факторов на выбор оптимальных режимов резания // Высокопроизводительное резание в машиностроении. М.: Наука, 1966. — с.63−71.
- Темчин Г. И. Теория и расчёт многоинструментальных наладок. М.: МашгизД957. — 321 с.
- Технологические остаточные напряжения / A.B. Подзей, A.M. Сулима, М. И. Евстигнеев и др. М.: Машиностроение, 1973. — 215 с.
- Ткаченко JI.C., Соусь А. В., Яковицкий Э. Ф. Основы автоматизации проектирования технологических процессов обработки резанием. Минск: Наука и техника, 1978. — 160 с.
- Утешев М.Х., Сенюков В. А. Напряжённое состояние режущей части инструмента с округлённой режущей кромкой // Вестник машиностроения. -1967. № 9.-с. 78−81.
- Химушин Ф.Ф. Жаропрочные стали и сплавы. М.: Металлургия, 1968. -752 с.
- Худякова С.А. Обрабатываемость различных жаропрочных сплавов // Авиационная промышленность. 1988. — № 9. — с. 36−37.
- Цветков В.Д. Система автоматизации проектирования технологических процессов. -М.: Машиностроение, 1972.
- Челищев Б.Е. и др. Автоматизация проектирования технологии в машиностроении / Б. Е. Челищев, И. В. Боброва, А. Гонсалес-Сабатер7 Под ред. акад. Н. Г. Бруевича. М.: Машиностроение, 1987. — 264 с.
- Челишев Б.Е., Боброва И. В. Автоматизированные системы технологической подготовки производства. М: Энергия, 1975. — 136 с.
- Челюскин А.Н. Влияние размеров стружки на усилия резания металлов. -М.: Изд-во «Военно-техническая академия» РККА, 1925.
- Чертёжно-конструкторский редактор «Компас-график-4.5″. Руководство пользователя. Санкт-Петербург: АСКОН, 1994.
- Шарин Ю.С. Исследованйе некоторых закономерностей процесса резания металлов при изменении отношения подачи к глубине резания в широких пределах : Автореф. канд. техн. наук, — Свердловск, 1953.
- Шероховатость поверхности. ГОСТ 2789–73, ГОСТ 2.309−73. М.: Издательство стандартов, 1974. с. 12.
- Шрупп Г., Краузе Ф.-Л. Автоматизированное проектирование в машиностроении / Пер. с нем. Волковой Г. Д. и др. / под ред. Соломенцева Ю. М., Диденко В. П. М.: Машиностроение, 1988. — 648 с.
- Якобе Г. Ю., Якоб Э., Кохан Д. Оптимизация резания. Параметризация способов обработки с использованием техноло оптимизации / Пер. с нем. -М.: Машиностроение, 1981. 279 с. .
- Якобсон М.О. Шероховатость, наклёп и остаточные напряжения при механической обработке. М: Машгиз, 1956. — 292 с.
- Agyris, J H.: Energy theorems and structural analysis. Aircraft Engineering 26 (1954) and (1955).
- Autorenkollektiv: SAP-System zur automatischen. Progrmmierung numerisch gesteuerter Werkzeugmachinen. Institut fur Werkzeugmachinen Karl-Marx-Stadt 1989.
- Ceramic Cutting Tools Boost Produtivity // American Machinist.-1985.-October-P.174−175.
- Franz, L., Scheibner, R., Schonfeld, S.: Rechnerunterstutztes Konstruieren im Maschinenbau. Maschinenbautechnik 29 (1980) 12, S.549−556.
- Fricke, F.: Beitrag zur Automatisierung der Arbeitsplanung unter besonderer Berucksichtigung der Fertigung vor Drehwerkstucken. Diss. TU Berlin 1974.195
- Lewandowski, S: Programmsystem zur Automatisierung des Technischen Zeichens. Diss. TU Berlin 1978.
- Opitz, H., Simon, W., Spur, G., Stute, G.: NC Muschinen -Datenverarbeitungsanlagen — Maschinelle Programmierung. Technischer Verlag Grossmann, Stuttgart 1964.
- Post: E. The Planning Test For Studying Tribological Proerties Of Coated Tools //Wear. -V. 102. P.227−232.
- Ross, D.T.: Computer Aided Design, a Statement of Objectives M.I.Т. Progect 8436, Technical Memorandum, 4. Sept., 1960.
- Sandvik Coromant. Токарные инструменты. Каталог C-1000: 2-RUS 1986. 265c.
- Schreiber, H., Piedel, R., Spielberg, D., Wetzel, J.: SYMAPeine Sprache fur numerisch gesteuerter Werkzeugmachinen. Bd. 147: Automatisierungstechnik. VEB-Verlag Technik, Berlin, 1973.
- Schutze, В.: Anforderungen an eir CAD-System. Maschinenbautechnik 31 (1982) 7. S.303−305.
- Timoshenlco S.P. anl Goodier J.N. Theory of elasticity, 2nd ed, New York, 1951.
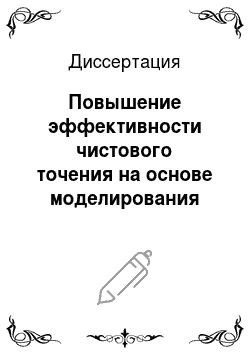
- ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ЧИСТОВОГО ТОЧЕНИЯ НА ОСНОВЕ МЦЦЬЛИКиЬАНИЯ 11Кициииив 1Л гу/мчииогмоиолгтл, ТРЕНИЯ, ИЗНАШИВАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА И ОБРАЗОВАНИЯ ОБРАБОТАННОЙ ПОВЕРХНОСТИ1. Технические средства
- Инструментальные материалы1. Средства настройки1. Система резания
- Характеристики процесса стружкообразования и трениян аро стооб разовэн и е1. Силы резания1. Усадка1. Длина контактаиар-
- Характеристики процесса изнашивания1. Износ1. Путь ретания. стойкость |1. Интенсивность изнашивания1. Температура |и др.
- Характеристики обработанной поверхности
- Моделирование процесса изнашивания режущего инструмента5 = — 3ь + ьни --и.10 002ф +
- Влияние формы и наклона режущей кромки на силы резания Рх 5 /81пср + ЛГ, втф, 1. Ру = г СОБф + ЛГ, С08ф ,.
- Моделирование проиесса стружкообразования и трения
- Температуры на поверхностях режущего инструмента
- Плотности тетповьк потоков и температуры по а.н. Резникову1, ' Ф ^ = -агссоэ 1−1. Ю.А. Розенберг/1. Р,=Р, о1. Рг = Рг0 Я°Л1. В.Ф. Бобров/1.0.01*.),
- Ру =Рув (1 + 0−02Х), /А.П. Соколовский / Рг = Рг1> (1 + 0.007 X).
- Автоматизаиизированное проектирование технологических операцийа ь2 „(?) '1. В. С. Кушнер /
- Изготовление чертежей Общие вьмисления Подготовка программ дпя 01 Проблемы сбор*“ Экомомичесдае расчеты Анализ д спусков6а»: ?2САГТ> ытмтюсгртнтФМ'1. АПГО
- ЭВМ ЕС 150 кв ОЗУ 10 Мб на диске
- Использовались методы теории вероятности,
- Е.В. Артамонов. И.А. Ефимович1ВМ Ра АТ-2661 мб озу •250 кб Н8 диске
- Разработана на ТигЬовз5к 1.1 В основе лежит учет влияния формы детали на режимы реэам ия
- Постановка научных и практических задач
- Разработать модель системы резания, отражающую взаимосвязь характеристик качества обработанной поверхности с характеристиками процессов стружкообразования, трения и изнашивания.
- Разработать методику расчёта сил резания при чистовом точении. учитывающою влияние формы и наклона режущей кромки.
- Уточнить распределение плотностей тепловых потоков на поверхностях трения, учесть влияние износа инструмента на температуры на его поверхностях.
- Обобщить влияние условий резания на характеристики процесса стружкообразования и трения (усадку стружки, длину контакта, удельные силы и температуры на поверхностях инструмента).
- Разработать математическую модель изнашивания поверхностей режущего инструмента, основанную на использовании уточнённых моделей для расчёта температур, и отражающую взаимосвязь износа и характеристик процесса стружкообразования и трения.
- Разработать програмные средства расчёта характеристик процесса чистового точения, обеспечив задание исходной информации и представление результатов расчёта в удобной для пользователя и наглядной форме.
- Проанализировать имеющиеся практические рекомендации по проектированию чистовых токарных операций и разработать предложения по их совершенствованию.
- С ИСПОЛЬЗОВАНИЕМ ХАРАКТЕРИСТИК ПРиЦЕССиь и I РУЖкииьКАЗивАМИ/! у кюпмшкюмгтл
- Сравнение экспериментальных данных о шероховатости, полученных при различных режимах резания, с расчитанными по формуле В. Л. Чебышева
- Исследование влияния условий резания на шероховатость обработанной поверхности
- Влияние погрешности установки и поворота зачищающей кромки на шероховатость обработанной поверхностидеоигим. ^ иаГсб >14ХМ"и. 11"5С0>м. ^¦¦цТ.г^. ш-иГ
- Влияние глубины резания, подачи и жёсткости системы СПИД на шероховатость обработанной поверхности1. Л----: .----- гч 1. Н||!!!1. Ч-:|. .1. НУф!!!1111 Ш
- Змиомюсгь максимальной тубшш рва"*" от под"1* (Яа=1.25 пр"к"анииспп"аа ЭЛЭвШрвцои ВКЮ-ОМ У=15 «Мин, 1""1.5
- Влияние нэростообраэования и застойной зоны на шероховатость обработанной поверхности