Припуск на обработку
Операция 1050 — шпоночно-фрезерная (код 4272). Фрезеровать шпоночный паз 16S9 окончательно. Станок: шпоночно-фрезерный полуавтомат 692А (код 381 610). Приспособление: тиски с призматическим основанием и пневматическим приводом (код 396 131). Базирование: по поверхности диаметром 58h6 и торцу диаметром 62 мм. Инструмент: шпоночная фреза диаметром 16 мм, материал режущей части Т14К8 или Р6М5 (код… Читать ещё >
Припуск на обработку (реферат, курсовая, диплом, контрольная)
При изготовлении валов из проката припуск дается с учетом всех межоперационных припусков и допускаемой кривизны прутков. Размер заготовки округляют до ближайшего размера прокатного прутка по сортаменту ГОСТ 2590–88. В данном случае припуск на обработку должен составлять 4 мм. При максимальном диаметре готовой детали 65 мм диаметр заготовки должен составлять 73 мм. Ближайший типоразмер прутка по сортаменту 75 мм, поэтому выбирают его для обработки.
Технологические базы
В качестве черновой базы принимают необработанную наружную поверхность. Чистовые базы — преимущественно вспомогательные центровые отверстия.
Основные операции при обработке гладких и ступенчатых валов — это центрирование, обточка на токарных станках, шлифование посадочных поверхностей, фрезерование шлицов и шпоночных пазов.
Операция 1010 — фрезерно-центровальная (код 4269). Фрезеровать торцы и сверлить центровое отверстие окончательно (рис. 20.10).
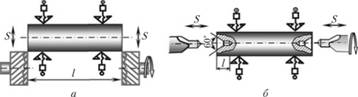
Рис. 20.10. Операция 1010. Схемы для торцевой обработки вала (а) и получения центровых отверстий (б).
Станок: фрезерно-центровальный МР76М (код 381 725). Приспособление: тиски с самоцентрирующими губками призматической формы, привод пневматический (код 396 131). Базирование: по наружным поверхностям и одному торцу заготовки. Инструменты: торцовые фрезы диаметром 100 мм с числом зубьев 12, материал режущей части Т14К8 (код 381 755); центровочные сверла диаметром 5 мм, материал Р6М5 (код 391 242).
Измерительный инструмент: штангенциркуль ЩЦ1, диапазон измерения 400 мм, цена деления нониуса 0,1 мм (код 393 310 для наладки), шаблон для контроля длины 286 ± 0,6 (код 393 610 для работы).
Операция 1017 — токарно-копировальная (код 4117). Точить начерно поверхности диаметрами 50к6; 55к6; 52, 62 и 65 мм. Станок: токарно-гидрокопировальный полуавтомат 1Н713 (код 381 115). Приспособление: центры (код 382 840) и патрон поводковый с пневмоприводом (код 396 115). Инструмент: проходной резец правый с сечением 25×17 мм, материал режущей части Т14К8 с? = 45°,? = 8° и? = 12° (код 392 101). Измерительный инструмент: штангенциркуль ЩЦ1, диапазон измерения 125 мм, цена деления нониуса 0,1 мм (код 393 310 для наладки), калибры-скобы 51, 5h14; 53; 5h14; 56; 5h14; 63, 5h14 (код 393 117 для работы).
Операция 1030 — токарно-копировальная (код 4117). Обточить поверхности диаметрами 40Js6 и 65 мм начерно (остальные данные приведены в операции 1010).
Операция 1040 — токарная с программным управлением. Обточить окончательно поверхности диаметрами 50к6, 55h6, 55h6, 40js6 с припуском на шлифование диаметром 65; 60а11; 52, проточки диаметром 38; 48; 53; 58 мм и фаски 1?45°. Станок: токарный 16К17Т с ЧПУ (код 381 021). Приспособление: поводковый плавающий центр с диаметром поводковой части 36 мм (код 392 840).
Базирование заготовки по центровым отверстиям и левому торцу диаметром 40 мм. Инструменты: проходные резцы, правый и левый с сечениями 17?25 мм, материал режущей части Т14К8? = 90° (код 392 101); прорезной резец, ширина режущей части 3 мм, материал режущей части Т14К8 (код 392 112); фасонные резцы левый и правый? = 45° (код 392 114). Измерительный инструмент: штангенциркуль ЩЦ1 для наладки; калибры-скобы для работы 40, 3h9; 50, 4h9; 60a11; 65−0,3•.
Операция 1050 — шпоночно-фрезерная (код 4272). Фрезеровать шпоночный паз 16S9 окончательно. Станок: шпоночно-фрезерный полуавтомат 692А (код 381 610). Приспособление: тиски с призматическим основанием и пневматическим приводом (код 396 131). Базирование: по поверхности диаметром 58h6 и торцу диаметром 62 мм. Инструмент: шпоночная фреза диаметром 16 мм, материал режущей части Т14К8 или Р6М5 (код 391 726 или 391 756). Измерительный инструмент: штангенциркуль ШТ1 (код 393 310); калибр-пробка 16S9 (код 393 110).
Операция 1060 — шлицефрезерная (код 4260). Фрезеровать шлицы с припуском па шлифование. Станок: шлицефрезерный 5350Б (код 381 630). Приспособление: поводковое устройство (код 396 115), центры (код 392 840). Базирование: по центровым отверстиям. Инструмент: червячная шлицевая фреза марки Р6К5, d-8?56?7X62a11?10js7 (код 391 710). Измерительный инструмент: комплексный калибрвтулка (код 393 170).
Операция 1070 — шлицешлифовальная (код 4142). Шлифовать шлицы окончательно. Станок: шлицешлифовальный ЗБ450 (код 381 315). Приспособление: центры (код 392 840), поводковое устройство (код 396 115). Базирование: по центровым отверстиям. Инструмент: шлифовальный профильный круг ПП250?16?7624А25ПСМ15 К435М/С2КЛА (код 397 111). Измерительный инструмент: комплексный калибр-втулка (код 393 170), микрометр гладкий с диапазонами измерения: 50−75 и 0−25 мм и ценой деления 0,01 мм (код 393 410) для измерения внутреннего диаметра и толщины зубьев (шлицев).
Операция 1080 — круглошлифовальная (код 4131). Шлифовать поверхности диаметрами 50k6, 55h6, 40js окончательно. Станок: круглошлифовальный (код 381 311) ЗМ150А. Приспособления: центры (код 393 840); поводковое устройство (код 396 155). Базирование: по центровым отверстиям. Инструмент: шлифовальный круг ПП350?50?127 24А25ПСМ15К435М/С2КЛА (код 397 111). Измерительный инструмент: рычажные скобы с диапазоном измерения 25−50 и 50−75 мм и ценой деления 0,002 мм для наладки (код 394 240), калибры-скобы 40js, 50k6 (код 393 117).
Операция 1085 — резьбофрезерная (код 4271). Фрезеровать резьбу M52?1,5−8q окончательно. Станок: резьбофрезерный (код 391 632) 5Б63Г. Приспособление: центры (код 392 840), поводковое устройство (код 396 115). Базирование: но центровым отверстиям. Инструмент: резьбовая гребенчатая фреза марки Р6М5 (код 391 710). Измерительный инструмент: резьбовые калибры-кольца M52? l, 5−8q (код 393 140).
При составлении рабочих маршрутных процессов на конкретные валы данной группы часть операций может быть опущена (например, при отсутствии на вале резьбы, шлицев, шпоночной канавки или др.) В некоторых операциях приведенного процесса перечислены не все режущие и измерительные инструменты, необходимые для обработки и измерения вала.
При токарной обработке валов обтачивают цилиндрические, конические, шлицевые, резьбовые и другие поверхности. Технологическими базами являются центровые отверстия и левый торец установленного на станке вала. От него удобно обеспечивать точность осевых и линейных размеров, гак как система упоров, ограничивающих продольное перемещение суппортов с резцами, связана с положением буртика шпинделя. Получаемые при этом точность и шероховатость поверхностей приведены в табл. 20.2.
Таблица 20.2
Типовые технологические операции обработки различных поверхностей валов в серийном производстве
Поверхность вала. | Квалитет. | Шероховатость Rа, мкм. | Характер и последовательность выполнения операций (переходов). |
Цилиндрическая и коническая незакаливаемая. | 11 и грубее. | 25 и грубее. | Черновое точение на станках класса H. |
9 и грубее. | 3,2 и грубее. | Черновое и чистое точение на станках класса Н. | |
6−8. | 0,4−1,6. |
| |
Цилиндрическая и коническая закаливаемая. | 6−8. | 0,4−1,6. |
|
Шлицевая накаливаемая. | 6 для наружного диаметра. | 0,4−1,6. |
|
Закаливаемые шлицевые поверхности. | 6−7 для внутреннего диаметра. | 0,4−1,6. |
|
Цилиндрическая со шпоночной канавкой. | Ширина канавки 8−9, 6−8 для наружного диаметра. | 0,4; 1.6; 0,8. |
|
Крепежная резьба с нормальным и мелким шагами. | 8h-8g. | 1,6. |
|
Резьбовая с нормальным и мелким шагами. | 4h-6g. | 0,8. |
|
Токарную обработку в зависимости от конструкции валов и типа производства выполняют на различных станках: в единичном и мелкосерийном производствах — токарновинторезных и токарных станках с ЧПУ, в среднесерийном производстве — многорезцовых и др.