Особенности технологии шовной сварки
Важной характеристикой шовной сварки является соотношение между импульсами сварки Гс" и временем цикла? ц, оно обычно оценивается отношением tCB/tu = 0,15—0,85. При сварке сталей /tB/ru < 0,5, при сварке сталей с защитным легкоплавким покрытием гсв//ц = 0,8—0,85. Значительное увеличение tc" в цикле увеличивает зону разогрева. При сварке алюминиевых сплавов это отношение уменьшают до 0,3 для… Читать ещё >
Особенности технологии шовной сварки (реферат, курсовая, диплом, контрольная)
Типы соединений. Соединения при шовной сварке (рис. 4.14) разделяют на две группы: нахлесточные и стыковые. К нахлестанным относят соединения с простой нахлесткой, полуфланцевые и фланцевые (рис. 4.14, а—в). Все эти соединения сваривают отдельными точками с литым ядром. Точки перекрывают друг друга в герметичных швах. В этом случае размеры шва определяются размерами литого ядра точки. Для повышения производительности применяют шовную сварку нахлесточных соединений по рельефу (рис. 4.14, г).
В стыковом шве (рис. 4.14, д) с соединительной накладкой выполняются два параллельных нахлесточных шва. Из стыковых швов наиболее распространены соединения, свариваемые с раздавливанием кромок (рис. 4.14, е). Листы собирают с небольшой нахлесткой (1—1,5) s и сваривают на широких роликах. Благодаря большой пластической деформации сварка происходит в твердой фазе с небольшим (до 10%,) усилением по толщине.
Стыковые соединения с тонкими накладками ($н = 0,14—0,4 мм) в виде ленты из того же металла позволяют получить сварной герметичный шов с литым ядром и частичным проплавлением накладок (рис. 4.14, ж).
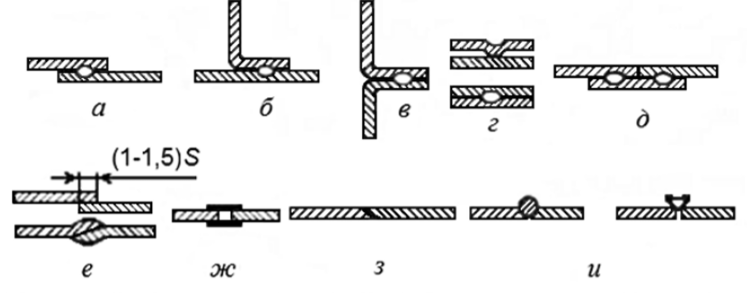
Рис. 4.14. Варианты конструкции соединений шовной сварки.
Стыковое соединение можно получить, предварительно подготовив кромки свариваемых соединений на «ус» (рис. 4.14, з). Однако равнопрочности таких соединений с основным металлом достигнуть невозможно.
При необходимости стыковое соединение в твердой фазе с частичным расплавлением можно получить, используя присадочную проволоку круглого или треугольного сечения. Обычно проволоку применяют из того же материала, что и свариваемое изделие (рис. 4.14, и).
Торцевая сварка — особый случай шовной сварки, когда ролик слегка сдавливает торец, одновременно подводя сварочный ток. В области контакта электрод—деталь металл расплавляется. От растекания он удерживается силами поверхностного натяжения и образующейся оксидной пленкой.
Параметры режимов сварки разных металлов и узлов. Непрерывное включение тока используют только при сварке тонколистовых сталей. Силу сварочного тока при шовной сварке увеличивают на 20−60% по сравнению с точечной изза предпочтительности жесткого режима и, частично, из-за шунтирования. Усилие при шовной сварке также увеличивают по сравнению с точечной сваркой.
Важной характеристикой шовной сварки является соотношение между импульсами сварки Гс" и временем цикла ?ц, оно обычно оценивается отношением tCB/tu = 0,15—0,85. При сварке сталей /tB/ru < 0,5, при сварке сталей с защитным легкоплавким покрытием гсв//ц = 0,8—0,85. Значительное увеличение tc" в цикле увеличивает зону разогрева. При сварке алюминиевых сплавов это отношение уменьшают до 0,3 для снижения шунтирования.
Для обеспечения герметичного шва точка перекрывает точку. Перекрытие литых зон в зависимости от толщин металла и требований герметичности должно составлять 20—60%.
При сварке стальных деталей, даже при малом шаге, шунтирование через ранее сваренный участок не превышает 15—25% из-за его нагрева и увеличения удельного сопротивления р. При сварке материалов с высокой температуропроводностью сварное соединение охлаждается быстрее, шунтирующий ток возрастает и последующая сварная точка становится несимметричной.
Режимы, применяемые на практике (табл. 4.11,4.12) в зависимости от толщины и теплофизических свойств материала, обеспечивают шаг между точками в пределах 1,5−4,5 мм, а число точек — 2—7 на 10 мм шва.
Детали из разнородных материалов или разной толщины сваривают так же, как и при точечной сварке.
При сварке кольцевых швов роликами разного диаметра проплавление внутренней детали ухудшается вследствие увеличенного теплоотвода в нижний ролик, который соприкасается с деталью по большой плошади. Одинакового проплавления достигают путем уменьшения диаметра нижнего ролика. Некоторые детали имеют продольный и поперечный швы. В месте их пересечения образуется пакет из трех деталей.
Таблица 4.11.
Режимы шовной сварки низкоуглеродистых сталей.
Толщина деталей, мм. | Ток сварки, кА. | Длительность, с. | Усилие сжатия роликов, кН. | Скорость сварки, м/мин. | |
импульса тока. | паузы. | ||||
0,5. | 7,0−8,0. | 0,02−0,04. | 0,04−0,06. | 1,5−2,0. | 1,2−1,6. |
0,8. | 8,5−10,0. | 0,04−0,06. | 0,04−0,08. | 2,0−3,0. | 1,0−1,4. |
10,5−12,0. | 0,06−0,08. | 0,08−0,10. | 3,0−4,0. | 0,8−0,9. | |
1,2. | 12,0−13,0. | 0,08−0,10. | 0,10−0,12. | 4,0−5,0. | 0,7−0,9. |
1,5. | 13,0−14,5. | 0,12−0,14. | 0,12−0,14. | 5,0−6,0. | 0,6−0,7. |
15,5−17,0. | 0,16−0,18. | 0,18−0,22. | 7,0−8,0. | 0,5−0,6. | |
18,0−22,0. | 0,24−0,32. | 0,28−0,34. | 10,0−11,0. | 0,4−0,5. | |
Таблица 4.12.
Режимы шовной сварки коррозионно-стойких сталей типа 12XI8H9T.
Толщина деталей, мм. | Ток сварки, кА. | Длительность, с. | Усилие ежатия роликов, кН. | Скорость сварки, м/мин. | |
импульса тока. | паузы. | ||||
0,3. | 4,5−6,0. | 0,02. | 0,04−0,06. | 2,0−2,5. | 0,8−1,4. |
0,5. | 5,0−7,0. | 0,02−0,04. | 0,06−0,08. | 3,0−3,5. | 0,6−1,3. |
0,8. | 7,0−9,0. | 0,04−0,06. | 0,08−0,12. | 4,0−5,0. | 0,5−1,0. |
9,0−11,0. | 0,06−0,08. | 0,12−0,16. | 5,0−6,5. | 0,5−0,8. | |
1.2. | 10,0−12,0. | 0,06−0,08. | 0,14−0,18. | 6,0−7,0. | 0,5−0,8. |
1.5. | 11,5−13,0. | 0,08−0,10. | 0,16−0,20. | 7,0−9,0. | 0,4−0,7. |
12,0−16,0. | 0,12−0,16. | 0,24−0,32. | 10,0−13,0. | 0,3−0,6. | |
2,5. | 13,0−17,0. | 0,16−0,20. | 0,32−0,40. | 11,0−14,0. | 0,3−0,5. |
14,0−18,0. | 0,20−0,30. | 0,60−0,70. | 13,0−16,0. | 0,2−0,4. | |
Увеличение суммарной толщины и образование зазора ухудшают качество в этом месте. Продольный шов в таких деталях лучше выполнять стыковым (см. рис. 4.14, е) или в углу обечайки делать прямоугольный вырез. После шовной сварки продольного нахлесточного шва приваривается донышко кольцевым швом. В последнюю очередь сваривается участок пересечения швов дуговой или газовой сваркой.