Штамповочное производство.
Материаловедение и технология конструкционных материалов.
Штамповочное и литейное производство
Для снижения усилия резки и повышения стойкости ножей, а главное, для исключения опасности возникновения торцовых трещин, прутки перед резкой подогревают. В первую очередь это относится к пруткам из неотожженных высокоуглеродистых и легированных сталей. Ориентировочная температура подогрева составляет 450…650 °С (720…920 К). Меньшие значения температуры подогрева относятся к высокоуглеродистым… Читать ещё >
Штамповочное производство. Материаловедение и технология конструкционных материалов. Штамповочное и литейное производство (реферат, курсовая, диплом, контрольная)
ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ ПЕРЕД ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
Резка металла на заготовки
Резка на ножницах и прессах
Наиболее частым видом штамповки является штамповка из штучных заготовок, значительно реже встречается штамповка от прутка. Поскольку металл поставляют на заводы в виде прутков и полос длиной до 6 м, первой и весьма важной задачей обработки металлов давлением является отделение от прутка штучной заготовки нужной длины (а иногда и нужной массы).
Резка на ножницах и прессах является самым производительным и распространенным видом резки металла на заготовки. Она состоит в том, что пруток или полосу помешают между двумя половинами отрезного штампа (ножами), и при относительном сдвиге подвижной части штампа в плоскости, перпендикулярной оси заготовки, производят отделение штучной заготовки (рис. 8. I).
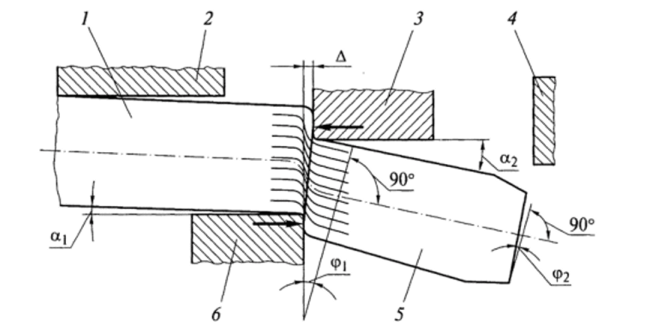
Рис. 8.I. Схема резки на ножницах и прессах:
/ — пруток; 2 — прижим; 3 — подвижный нож; 4 — упор; 5 — отрезаемая заготовка; 6 — нижний (неподвижный) нож Вследствие наличия зазоров и упругих деформаций звеньев прижимного механизма пруток I поворачивается на некоторый угол а, — угол опрокидывания. Отрезаемая заготовка 5 отгибается подвижным ножом 3 и имеет наклон под углом а2. Эти факторы, а также зазор Д между ножами приводят к тому, что у отрезанной заготовки торцы не перпендикулярны оси заготовки, а имеют наклоны. Угол ф| называют углом скоса заднего тори, а, а угол (р2 называют углом скоса переднего торца. Так как углы скосов влияют на правильную установку заготовок в штампе, их значения не должны превышать для скоса переднего торца 3,5°, а для скоса заднего торца — 7°.
Усилие резки Р, Н, по которому выбирают ножницы или пресс, подсчитывают по формуле.

где / — коэффициент, для стали i = 0,7…0,8; ов — временное сопротивление, Н/мм2; F— площадь сечения разрезаемого металла, мм2.
Для снижения усилия резки и повышения стойкости ножей, а главное, для исключения опасности возникновения торцовых трещин, прутки перед резкой подогревают. В первую очередь это относится к пруткам из неотожженных высокоуглеродистых и легированных сталей. Ориентировочная температура подогрева составляет 450…650 °С (720…920 К). Меньшие значения температуры подогрева относятся к высокоуглеродистым сталям и диаметрам заготовок до 50 мм, большие значения — к легированным сталям диаметром свыше 50 мм.
Для резки металла на заготовки применяют универсальные кривошипные прессы и ножницы. Кривошипные прессы обычно применяют для резки заготовок диаметром до 40 мм, а также и для резки проката более крупных сечений, если предъявляются повышенные требования к качеству торцов и точности отрезки. Лучшее качество реза на кривошипных прессах объясняется применением специальных отрезных штампов довольно сложной конструкции, создающих предварительно осевое сжатие прутка.
Существует три типа ножниц — сортовые, сортофасонные и комбинированные. Сортовые ножницы применяют для резки сортового проката, т. е. круглого, квадратного и полосового. Серийно выпускаемые ножницы позволяют отрезать заготовки диаметром 40… 250 мм в зависимости от типоразмера ножниц.
Сортофасонные ножницы предназначены для резки угловой стали и фасонных профилей — таврового сечения, швеллеров и т. п.
Комбинированные ножницы сочетают в своей конструкции узел для отрезки листовой и полосовой стали, узел сортофасонной отрезки — для круглого, квадратного, углового проката, двутавра и швеллера, а также узел для пробивания отверстий. Рабочие ходы узлы совершают поочередно.
Производительность резки зависит от диаметра и длины заготовки. Диаметр заготовки определяет мощность ножниц и тем самым их быстроходность (машинное время резки). Длина же заготовки определяет вспомогательное время на установку прутка в ножевом штампе. Ориентировочные данные часовой производительности следующие: максимальная часовая производительность ножниц при диаметре заготовки 40 мм, длине до 100 мм — 1 600 шт., минимальная — при диаметре заготовки 250 мм, длине до 1 600 мм — 15 — 20 шт.