Эффективность разделения с учетом реального распределения пара и жидкости
Так, для аппарата диаметром 1,0 м при X = 0,85 эффективность прямотока увеличивается на 60%. Следует отметить, что в аппарате диаметром 1,0 м значение зоны полного перемешивания2 сохраняется максимальным, что способствует большему перекрытию диффузионной зоны и зоны полного перемешивания на смежных тарелках, что обусловливает снижение эффективности массообмена в аппарате при противотоке. Таким… Читать ещё >
Эффективность разделения с учетом реального распределения пара и жидкости (реферат, курсовая, диплом, контрольная)
На рис. 4.5 приведена структура парожидкостных потоков на трех чередующихся тарелках для прямотока (а) и противотока (б) с учетом деформации зоны ^ ПРИ масштабном переходе к аппаратам большего диаметра. При прямотоке (см. рис. 4.5, а) движущая сила по концентрациям в паре [Дувх(0] постоянна по длине барботажной зоны тарелки и из-за симметричного расположения зон по направлению потока жидкости не происходит перекрытия зон полного перемешивания 4, — и диффузионных зон 4Д. Как известно, эффективность разделения в диффузионной зоне выше, чем в зоне полного перемешивания.
При противотоке градиент концентрации на промежуточной у'-й тарелке по длине пути жидкости, а следовательно, и движущая сила процесса массопередачи изменяются экспоненциально и на выходе достигают нуля. Кроме того, в аппаратах с противоточными тарелками разных конструкций наблюдается рост зон полного перемешивания на выходе потока с увеличением диаметра аппарата, что вызывает перекрытие зон полного перемешивания с диффузионными (рис. 4.5, б).
Перекрытие зоны зоной и неравномерность распределения Дувх(/) и обусловливают снижение эффективности массообмена в диффузионной зоне и соответственно снижение эффективности аппарата в целом.
Проанализируем влияние деформации параметров модели паровой и жидкой фаз при масштабных переходах на эффективность прямотока и противотока; по жидкости принимаем комбинированную модель, данную на рис. 4.5, а по пару — модель идеального вытеснения, т. е. структура парового потока на выходе тарелки также может рассматриваться как комбинированная. При этом сделаем следующие допущения:
- 1) рассматривается процесс ректификации в исчерпывающей части колонны, начиная от куба;
- 2) равновесное соотношение в пределах изменения концентрации на одной тарелке соответствует линейной равновесной зависимости (у* = тх);
- 3) локальная эффективность по всей площади барботажа постоянна;
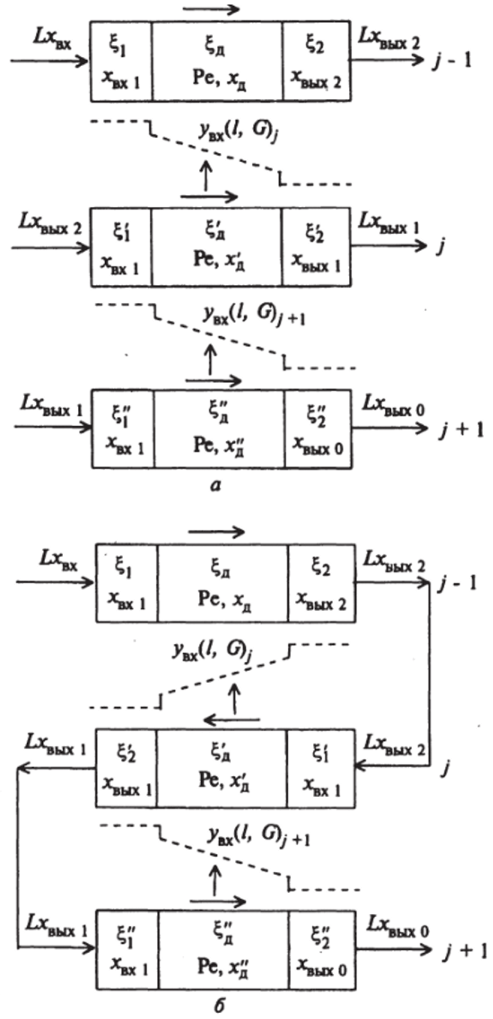
- ?mc. 4.5. Структура парожидкостных потоков на (/-1), у, (/+1)-й тарелках при прямотоке (я) и противотоке (б)
- 4) объемные расходы жидкой и паровой фаз во времени и по всему поперечному сечению рабочей части тарелки постоянны;
- 5) межтарельчатый унос жидкости отсутствует.
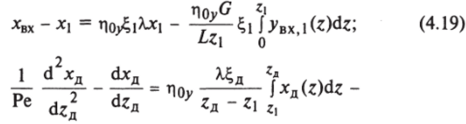
Система расчетных уравнений, учитывающая балансы материальных потоков и кинетику процесса массопередачи, определяемую локальной эффективностью тюу, для прямотока (см. рис. 4.5, а) имеет следующий вид:

где Z2 = 1 — - Z|.
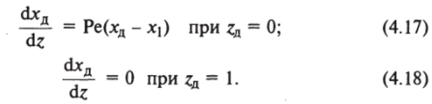
При этом для каждой зоны должны быть приняты во внимание следующие соотношения:

Граничные условия:
Для режима противотока с учетом перекрытия зон получим следующую систему уравнений:
где 5p = 4 г — ^i; lf-гг- Zi; Улх I, 2л(г) — концентрация пара на выходе диффузионной зоны.
Система уравнений (4.19) — (4.21) получена для случая, когда Z2 > ZiПри Z2 < Zi модель можно получить при помощи аналогичных преобразований с учетом соответствующих перекрытий зон. При Z2 ~ Z перекрытия не происходит, однако при расчете на ЭВМ нужно учесть неравномерность распределения Дувх(Г) для прямотока. Дифференциальные уравнения второго порядка (4.14) и (4.20) могут быть решены методом Рунге — Кутта четвертого порядка. Так как аналитические зависимости xa(z) и увх,<�г) заранее неизвестны, то интегрирование правых частей этих уравнений следует осуществлять численно, путем суммирования подинтефальных выражений с шагом, равным шагу дифференцирования левой части уравнения.
Алгоритм расчета профиля концентрации по высоте колонны (рис. 4.6) заключается в следующем.
Сначала задаются начальные условия, расходы и составы питания (F, Xf), кубового продукта (И^, хц/) и дистиллята (С, хд), флегмовое число R, аналитические зависимости у* = тх + Ь для компонентов разделяемой смеси, значения г) о^, Ре и размеры зон комбинированной модели.
1. Расчет начинают с куба колонны. Для нижней части колонны принимают:

2. Зная хвых" рассчитывают х® по уравнениям (4.15) и (4.21).
и затем решают дифференциальные уравнения с учетом условия (4.18).
3. Рассчитывают хвх по уравнениям (4.13) и (4.19) с использованием фаничного условия (4.17).
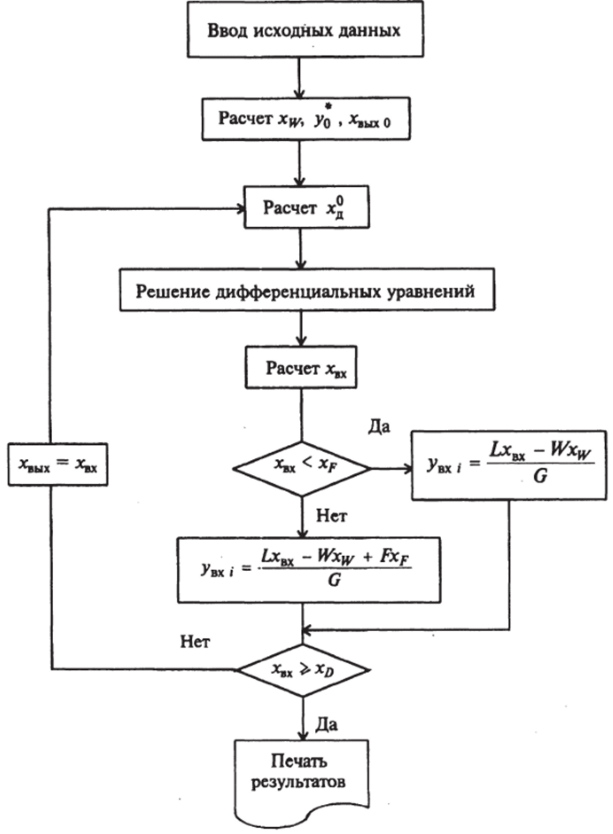
Рис. 4.6. Блок-схема алгоритма расчета профиля концентраций в колонне по комбинированной модели структуры потоков пара и жидкости.
4. Зная значения хд(г) и Х](г), хг (г), определяют распределения концентрации паровой фазы увх ,{z) под каждой зоной 0 = 1,2).
Для отпарной части колонны, то есть когда xBX < Xf, расчет ведут по уравнению:
где L — GR + F. 
Для укрепляющей части колонны, т. е. когда xBX > Xf, расчет ведут по уравнению:

где L = GR.
5. Делают присвоение хвых = хвх и расчет следующей тарелки начинают с пункта 2 и проводят до тех пор, пока выполнится неравенство хвх > хд.
В результате расчета получают распределение концентрации паровой и жидкой фаз на тарелках по высоте колонны и число ступеней контакта, необходимое для достижения заданной степени разделения.
Такой расчет был проведен для системы этанол — вода. Для ситчато-клапанных противоточных тарелок при масштабных переходах были использованы следующие значения параметра Пекле.

и размеров зон полного перемешивания 4i = ?2 (см. рис. 4.5).

На рис. 4.7 приведены зависимости числа ступеней разделения N от фактора диффузионного потенциала X при заданной степени разделения для аппаратов диаметром Дап = 0,5; 1,0; 1,5 м для случаев прямотока и противотока. Нагрузки аппаратов по пару (о и жидкости L составляли соответственно со = 1 м/с и Z, = 6,13 м3/(м-с). Высота сливной перегородки Лсп = 50 мм. Локальная эффективность тюу = 0,27 (для системы этанол — вода).
Экспериментальные зависимости, приведенные на рис. 4.7, подтверждают теоретические расчеты, из которых следует вывод о том, что с увеличением X эффективность разделения повышается. Однако сделанное в наших ранних работах предположение о том, что прямоточное и противоточное движение жидкости практически обеспечивают одинаковую степень разделения при одном и том же числе контактов фаз, оказалось оши;
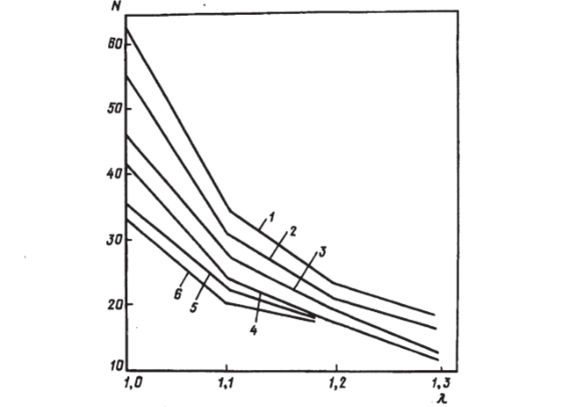
Рис. 4.7. Зависимость числа тарелок N от фактора диффузионного потенциала (X) для прямотока (2, 4, 6) и противотока (/, 3, 5) при по>> = 0,27 в аппаратах различного диаметра:
1, 2 — 1 м; 3, 4 — 1,5 м; 5, 6 — 0,5 м бочным, так как для аппаратов всех диаметров прямоток обеспечивает большую эффективность, а необходимое число тарелок для достижения заданной степени разделения на 6 — 10% отличается от числа тарелок, необходимых для противотока (см. рис. 4.7). Причем эта разница возрастает с уменьшением X.
Так, для аппарата диаметром 1,0 м при X = 0,85 эффективность прямотока увеличивается на 60%. Следует отметить, что в аппарате диаметром 1,0 м значение зоны полного перемешивания2 сохраняется максимальным, что способствует большему перекрытию диффузионной зоны и зоны полного перемешивания на смежных тарелках, что обусловливает снижение эффективности массообмена в аппарате при противотоке. Таким образом, при X < 1 и ноу = 0,6 — 1,0 необходимо учитывать реальную картину структуры потока не только жидкой, но и паровой фазы и полностью опровергается утверждение о равенстве эффективности работы аппаратов с прямотоком и противотоком жидкости на смежных тарелках.
В заключение можно сделать вывод о том, что при проектировании и расчете тарельчатых аппаратов для проведения диффузионных процессов с учетом реальной структуры жидкой и паровой фаз необходимо обязательно учитывать направление потока жидкости на смежных тарелках. Это позволит исключить ошибки при расчете высоты массообменных аппаратов, что, в свою очередь, обеспечит достижение на них заданной степени разделения. Учет реальной структуры потоков паровой фазы позволяет выявить неравномерность распределения движущей силы, а следовательно, и температуры по площади тарелки, что особенно важно для реакционно-массообменных процессов, где неравномерности распределения концентраций и температур по площади тарелки определяют различную скорость химической реакции в этих точках, а следовательно, эффективность массообмена и конверсию реагентов во всем аппарате.