Индуктивные преобразователи.
Средства автоматизации и управления
Рис. 6.4. Схема виброгснсраторного датчика якорь J, расположенный между полюсами постоянного магнита 5. Начальная полярность магнита 5 не имеет значения. При колебании якоря 3 в катушке 4 индуцируется электрический ток, сила которого зависит от амплитуды колебаний. Когда измерительный наконечник со щупом подводится к обрабатываемой поверхности, то размах этих колебаний ограничивается. При… Читать ещё >
Индуктивные преобразователи. Средства автоматизации и управления (реферат, курсовая, диплом, контрольная)
Принцип действия индуктивных преобразователей состоит в изменении их индуктивности при перемещении того или иного элемента их конструкции. В простейшем случае индуктивный преобразователь состоит из Пили Ш-образного сердечника с катушкой, питаемой переменным током, и из ферромагнитного якоря. Частота напряжения питания должна быть существенно больше частоты изменения измеряемого параметра. В качестве якоря может быть использован и сам измеряемый объект, если он выполнен из ферромагнитного материала. Между торцами сердечника и якорем устанавливается начальный зазор 5(), который изменяется при перемещении ферромагнитного якоря. При этом изменяется и магнитный поток, проходящий через катушку, намотанную на сердечнике.
Изменение воздушного зазора 80 приводит к изменению индуктивности а0 в соответствии с выражением:

где а (0 и 5(0 — значения индуктивности и величины зазора соответственно; С — константа, зависящая от конструкции конкретной измерительной системы.
В промышленности применяют индуктивные преобразователи с переменной величиной зазора (для измерения перемещений от долей микрона до нескольких миллиметров), с переменной площадью зазора (для измерения перемещений до 15…20 мм) и с подвижным цилиндрическим сердечником (индуктивные преобразователи соленоидного типа для измерения перемещений до 2000 мм).
Существуют также индуктивные преобразователи трансформаторного типа. Такие преобразователи представляют собой устройства, в которых входное перемещение изменяет величину индуктивной связи между двумя системами обмоток, из которых одна питается базовым переменным током, а с другой снимается выходной сигнал.
На рис. 6.2 показаны различные принципиальные схемы индуктивных преобразователей.
На рис. 6.2, а изображен индуктивный преобразователь с малым воздушным зазором между сердечником катушки и подпружиненной эластичной ферромагнитной мембраной. Этот зазор может изменяться под действием силы (или давления), прило;
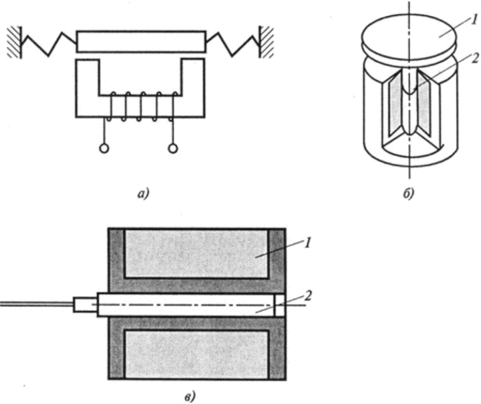
Рис. 6.2. Принципиальная схема индуктивных преобразователей женной к эластичной мембране. Такой преобразователь нашел широкое применение для измерения деформаций и усилий.
На рис. 6.2, б изображен индуктивный преобразователь, состоящий из ферритового элемента 1 и имеющий ферритовый сердечник 2, для изготовления которого используется основание этого ферритового элемента.
На рис. 6.2, в изображен индуктивный преобразователь с разомкнутой магнитной цепью. Этот преобразователь представляет собой катушку /, в центральном отверстии которой размещается сердечник — стальной стержень 2. Под воздействием измеряемого параметра происходит перемещение сердечника относительно катушки, в результате чего ее индуктивность изменяется.
Положительным качеством индуктивных преобразователей является то, что они имеют большой по мощности сигнал на выходе и могут использоваться без усилителя. Индуктивные преобразователи широко используются в устройствах активного контроля размеров обрабатываемой детали, особенно при чистовых методах обработки.
На рис. 6.3 представлена принципиальная схема индуктивного датчика размера. На этом рисунке щуп с наконечником 2 опирается на шток 1 измерительного устройства. Перемещение штока 1 влечет за собой соответствующее перемещение якоря 4 между катушками 3 и 5, которые включены в измерительный мост. Когда якорь 4 смещается из своего нейтрального положения, то комплексное сопротивление катушек 3 и 5 изменяется и в измерительной диагонали А Б моста появляется ток, кото;
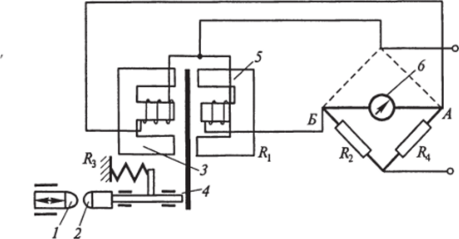
Рис. 6.3. Схема индуктивного датчика размера рый измеряется электрочувствительным прибором 6. По величине отклонения стрелки прибора 6 можно определить отклонение размера обрабатываемой детали.
В практике механообработки находит достаточно широкое применение контроль обрабатываемых деталей в процессе их шлифования. Для этой цели обычно применяют трехконтактную измерительную скобу. В таком датчике также происходит балансировка и разбалансировка измерительного моста переменного тока, плечи которого образованы катушками индуктивного датчика, подобного рассмотренному, и обмотками трансформатора со средней точкой. Выходной сигнал с диагонали моста преобразуется в блоке управления и поступает одновременно к показывающему прибору и в систему управления станком. На нижней части корпуса всего прибора устанавливается сменная скоба с нижним и боковым наконечниками. С верхней частью измерительного штока связан якорь индуктивного датчика, расположенный между измерительными катушками. Перемещение штока и якоря ограничивается регулируемыми упорами.
Настройка датчика осуществляется по эталонной детали. Для этого измерительная скоба надевается на эталонную деталь, занимая свое рабочее положение, и с помощью микрометрического винта магнитопроводы перемещаются относительно якоря до тех пор, пока стрелка электрочувствительного прибора не займет нулевое положение.
В начале обработки, когда контролируемый размер максимален, измерительный шток и якорь индуктивного датчика находятся в крайнем положении. После окончания предварительного шлифования якорь индуктивного устройства занимает определенное положение, которому соответствуют заранее заданные значения индуктивностей катушек, включенных в плечи измерительного моста. Это фиксируется электросхемой, и станок переключается с черновых режимов шлифования на чистовые. При достижении окончательного заданного размера детали измерительный мост уравновешивается, зажигается сигнальный транспарант на индикаторном устройстве и станок останавливается.
При шлифовании нескольких ступеней вала с одной установки необходимо контролировать размеры разных диаметров в нескольких сечениях. Для этого используют трехконтактный измерительный прибор, аналогичный описанному, но с быстросменными измерительными скобами.
Измерительные приборы с индуктивными преобразователями часто используются для контроля прерывистых поверхностей, таких как шлицевые валы и втулки, валы со шпоночными пазами и др. Для предохранения измерительных наконечников от повреждений при их прохождении над местом, где эта поверхность прерывается, при их приближении к этой поверхности автоматически включается электромагнит, который затормаживает эти наконечники. Этот электромагнит автоматически отключается, когда измерительные наконечники снова оказываются над гладкой поверхностью. Прибор в процессе работы подает сигналы в систему управления станком на переход с предварительного на чистовое шлифование, на правку круга, на прекращение подачи и переход на выхаживание, на отвод шлифовального круга и останов станка, после того как заданный размер получен. Если прибор отключен, измерительные наконечники также автоматически отводятся от контролируемой поверхности, что предохраняет их от случайного повреждения. Отвод всего измерительного прибора и его подвод на рабочую позицию к контролируемой детали осуществляются пневмоцилиндром.
Индуктивные преобразователи также используются в механообработке для построения так называемых виброгенераториых датчиков. Схема подобного прибора приведена на рис. 6.4.
На этом рисунке на конце щупа / закреплен измерительный наконечник, который с помощью электромагнита 2 совершает 100 колебаний в секунду. На верхнем конце щупа 1 закреплен.

Рис. 6.4. Схема виброгснсраторного датчика якорь J, расположенный между полюсами постоянного магнита 5. Начальная полярность магнита 5 не имеет значения. При колебании якоря 3 в катушке 4 индуцируется электрический ток, сила которого зависит от амплитуды колебаний. Когда измерительный наконечник со щупом подводится к обрабатываемой поверхности, то размах этих колебаний ограничивается. При изменении положения контролируемой поверхности в результате производимой обработки амплитуда этих колебаний будет возрастать. По величине силы тока, генерируемого в обмотке 4, можно судить о положении обрабатываемой поверхности.
Виброгенераторные датчики данного вида часто применяются в механообработке взамен контактных датчиков, описанных ранее. Применительно к механообработке контактные датчики имеют следующие недостатки:
- • при попадании под измерительный наконечник стружки или абразивной пыли точность измерения резко снижается;
- • на точность измеряемых размеров оказывает влияние шероховатость поверхности детали;
- • преобразователи контактного типа имеют длинную и подверженную помехам связь передачи информации до ее использования.
В отличие от контактных датчиков виброгенераторные датчики обладают рядом положительных свойств:
- • измерительный наконечник касается детали только очень короткое время, и его износ практически отсутствует, что дает возможность контролировать размеры компонентов, обладающих высокими окружными скоростями, например создается возможность контроля профиля и размеров вращающегося абразивного круга;
- • передаточное отношение от датчика к регистрирующему прибору или к исполнительному механизму может быть задано в достаточно широких пределах;
- • в процессе подвода щупа к обрабатываемой детали исключается опасность повреждения измерительного наконечника;
- • прибор выдает усредненный результат измерений.
Прибор такого типа является достаточно компактным и удобным для использования. Он широко применяется для автоматического контроля на круглои внутри шлифовальных станках, при тонком точении и при хонинговании.
Часто применяются также виброконтактные датчики, у которых отсутствует специальный магнитоэлектрический генератор (см. рис. 6.4, поз. 4).
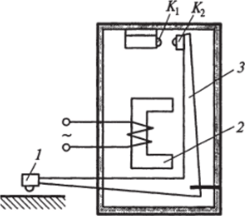
Рис. 6.5. Схема виброконтактного датчика.
Подобный датчик изображен на рис. 6.5. Измерительный щуп 1 установлен на рычаге J, который приводится в колебательное движение электромагнитом 2, питающимся переменным током. На другом конце этого рычага устанавливается контакт К2> который при максимальном отклонении замыкается с неподвижным контактом Кх. В результате происходит замыкание цепи управления. Иногда применяется несколько другая конструктивная схема, когда прямой вибратор устанавливается на плоскопараллельных пружинах. Такие преобразователи используются при чистовой обработке на плоскошлифовальных и бесцентровошлифовальных станках, а также на хонинговальных станках.