Метод пригонки.
Технология конструкционных материалов.
Основы размерного анализа
В качестве компенсатора недопустимо использовать деталь, размер которой является общим составляющим звеном параллельно связанных размерных цепей. Например (рис. 2.5), если выбрать в качестве компенсирующего звена А2 = Б2, то, добившись требуемой точности Ад за счет изменения А2, уже нельзя изменить значение Б2, нс нарушая точности Ад. Если компенсирующее звено является уменьшающим (при пригонке… Читать ещё >
Метод пригонки. Технология конструкционных материалов. Основы размерного анализа (реферат, курсовая, диплом, контрольная)
Суть метода заключается в том, что требуемая точность замыкающего звена размерной цепи достигается изменением размера так называемого компенсирующего звена (одного из составляющих звеньев) путем снятия с него определенного слоя материала. На схеме размерной цепи обозначение компенсирующего звена, часто называемого просто компенсатором, заключается в прямоугольную рамку, например При обеспечении точности замыкающего звена методом пригонки на все составляющие звенья устанавливают экономичные в данных производственных условиях допуски, а также задают координаты середин полей допусков: 
При этом допуск замыкающего звена Т’АД может превышать требуемый ТАД, т. е.
Разность этих допусков называют наибольшей расчетной компенсацией 
Она должна удаляться из размерной цепи путем снятия припуска с компенсирующего звена.
Последовательность и содержание пригоночных работ покажем на рассматриваемом примере (рис. 2.1), полагая, что в качестве компенсирующего звена взято проставочное кольцо толщиной А3. Сперва производится предварительная сборка изделия (без установки проставочного кольца) и измеряется расстояние между торцом зубчатого колеса и стенкой корпуса. Размер компенсирующего звена А3 обычно определяют как разность этого расстояния и средней величины требуемого зазора Ад. Далее изделие разбирают. Затем путем снятия с приставочного кольца припуска получают его требуемый размер и производят окончательную сборку изделия.
Произвольное назначение координат середин полей допусков составляющих звеньев может привести к тому, что у компенсирующего звена не будет нужного запаса материала для пригонки. Для того чтобы обеспечить минимально необходимый запас материала (припуск) для пригонки, в координату середины поля допуска компенсирующего звена необходимо ввести поправку Дк.
Следуя [4J, получим формулу для вычисления Дк. Для этого рассмотрим трехзвенную размерную цепь А, показанную на рис. 2.4. В этой цепи требуется обеспечить допуск замыкающего звена ТАД и координату середины его поля допуска Д0Ад. На составляющие звенья Aj и А2 размерной цепи назначены допуски Т’А, и Т’А2, экономически целесообразные для данных производственных условий, и координаты середин полей допусков Дф, и ДцА2. В качестве компенсирующего звена выбрано звено А, .
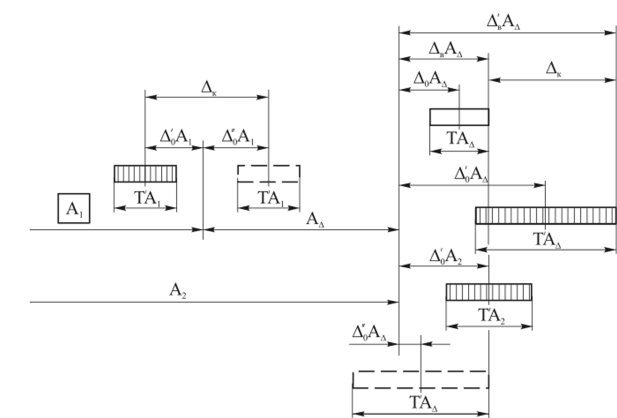
Рис. 2.4. Cxe.ua к определению поправки Дк.
При принятых допусках и координатах середин полей допусков составляющих звеньев допуск замыкающего звена составит Т’АД, а координата середины его поля будет Д|}Ад. Видно (рис. 2.4), что верхнее отклонение замыкающего звена Ад отстоит от верхней границы поля допуска Т’АД на величину поправки Дк. Ее значение может быть определено следующим образом:


Из последнего выражения  Учитывая, что
Учитывая, что 
получим следующую формулу для определения поправки Дк:

Так как компенсирующее звено Aj является уменьшающим, то для обеспечения минимально необходимого припуска на пригонку надо в координату Д'0А, ввести поправку Дк, придав полю допуска T’Aj положение, показанное штриховыми линиями и характеризуемое координатой ДоА|. Это изменит положение поля допуска Т’АД (показано штриховыми линиями), приведет к совмещению его верхней границы с верхней границей ТАД и обеспечит минимальный припуск на пригонку.
При произвольном числе составляющих звеньев размерной цепи формула для вычисления поправки Дк примет вид.

Если компенсирующее звено является уменьшающим (при пригонке его размер уменьшается), то поправку в координату середины его поля допуска вносят со своим знаком. Если компенсирующее звено является увеличивающим (при пригонке его размер возрастает), то поправку вносят со знаком, обратным полученному при вычислении.
При выборе компенсирующего звена в размерной цепи необходимо руководствоваться следующими соображениями.
- 1. В качестве компенсатора нужно выбирать деталь, изменение размера которой при пригонке является наиболее простым и требует наименьших затрат.
- 2. В качестве компенсатора недопустимо использовать деталь, размер которой является общим составляющим звеном параллельно связанных размерных цепей. Например (рис. 2.5), если выбрать в качестве компенсирующего звена А2 = Б2, то, добившись требуемой точности Ад за счет изменения А2, уже нельзя изменить значение Б2, нс нарушая точности Ад.
Теперь рассмотрим применение метода пригонки для обеспечения точности замыкающего звена в примере размерной цепи, данной на рис. 2.1. В этом примере Ад = 0+0'2 мм. Уравнение размерной цепи.

Номинальные значения составляющих звеньев: А] = 45 мм; А2 = 50 мм; А3 = 5 мм.
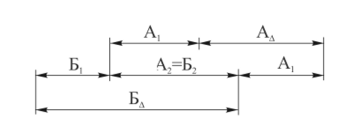
Рис. 2.5. Параллельно связанные размерные цепи
Выберем в качестве компенсирующего звено А3 — ироставочное кольцо, толщина которого легко может быть изменена путем, например, плоского шлифования.
Установим на составляющие звенья экономически целесообразные допуски и зададим координаты середин их полей (табл. 2.4).
Таблица 2.4.
Звено. | Т’А,-, мм. | AqA, —, мм. |
А,. | 0,3. | — 0,15. |
А2. | 0,4. | +0,20. |
А3. | 0,1. | +0,25. |
При установленных допусках Т’А, допуск замыкающего звена.

Наибольшая возможная компенсация.

Для того, чтобы компенсатор имел минимально необходимую для пригонки толщину, в координату середины поля допуска компенсирующего звена А3 нужно ввести поправку: 
Так как компенсирующее звено является уменьшающим, то поправка Дк должна быть введена в координату середины его поля допуска со своим знаком, т. е. получим.

Таким образом, размеры составляющих звеньев будут:

Основным достоинством пригонки является возможность достижения высокой точности замыкающего звена при относительно невысокой точности деталей.
Недостатками пригонки является необходимость использования рабочих высокой квалификации и значительные колебания затрат времени при ее выполнении из-за колебаний удаляемых припусков. Последнее затрудняет применение поточных методов производства.
Экономичной областью использования метода пригонки считается единичное и мелкосерийное производство.