Параметры технологического процесса резания
Если главное движение резания вращательное, как при точении, сверлении, фрезеровании и шлифовании, то скорость резания будет определяться линейной скоростью главного движения наиболее удаленной от оси вращения точки режущей кромки — максимальной линейной скоростью главного движения (см. рис. 31.5): v = соД где D — максимальный диаметр обрабатываемой поверхности заготовки, определяющий положение… Читать ещё >
Параметры технологического процесса резания (реферат, курсовая, диплом, контрольная)
К основным параметрам режима резания относятся скорость главного движения резания, скорость подачи и глубина резания.
Скорость главного движения резания v (или скорость резания) определяется максимальной линейной скоростью главного движения режущей кромки инструмента. Эта скорость выражается в м/с.
Если главное движение резания вращательное, как при точении, сверлении, фрезеровании и шлифовании, то скорость резания будет определяться линейной скоростью главного движения наиболее удаленной от оси вращения точки режущей кромки — максимальной линейной скоростью главного движения (см. рис. 31.5): v = соД где D — максимальный диаметр обрабатываемой поверхности заготовки, определяющий положение наиболее удаленной от оси вращения точки режущей кромки, м; со — угловая скорость, рад/с.
Выразив угловую скорость со через частоту вращения шпинделя станка п} получим v = кпГ).
При строгании и протягивании скорость резания v определяется скоростью перемещения строгального резца и протяжки в процессе резания относительно заготовки.
При хонинговании и суперфинишировании скорость резания определяется с учетом осевого перемещения (см. рис. 31.5, е, ж) инструмента.
Скорость резания оказывает наибольшее влияние на производительность процесса, стойкость инструмента и качество обработанной поверхности.
Подача инструмента определяется ее скоростью vs. В технологических расчетах параметров режима при точении, сверлении, фрезеровании и шлифовании используется понятие подачи на один оборот заготовки SQ и выражается в мм/об. Подача на оборот численно соответствует перемещению инструмента за время одного оборота: SQ = vjn.
При строгании подача определяется на ход резца. При шлифовании подача может указываться на ход или двойной ход инструмента. Подача на зуб при фрезеровании определяется числом зубьев Z инструмента и подачей на оборот: S? = SJZ.
Глубина резания h определяется расстоянием по нормали от обработанной поверхности заготовки до обрабатываемой, мм. Глубину резания задают на каждый рабочий ход инструмента. При точении цилиндрической поверхности глубину резания определяют как полуразность диаметров до и после обработки: h = (Z)3ar — d)/2, где d — диаметр обработанной поверхности заготовки, мм.
Величина подачи и глубина резания определяют производительность процесса и оказывают большое влияние на качество обрабатываемой поверхности.
К технологическим параметрам процесса относятся геометрия режущего инструмента, силы резания, производительность обработки и стойкость инструмента.
Геометрические параметры режущего инструмента определяются углами, образуемыми пересечением поверхностей лезвия, а также положением поверхностей режущих лезвий относительно обрабатываемой поверхности и направлением главного движения. Указанные параметры идентичны для различных видов инструмента, что позволяет рассмотреть их на примере резца, используемого при точении.
Углы резца, но передним и задним поверхностям измеряют в определенных координатных плоскостях. Па рис. 31.6, а изображены координатные плоскости при точении, а на рис. 31.6, б — углы резца в статике.

Рис. 31.6. Геометрические параметры токарного резца:
а — координатные плоскости; б — углы резца в статике; 1 — плоскость резания Р"; 2 — рабочая плоскость Р5; 3 — главная секущая плоскость Р; 4 — основная плоскость Р,
Главный передний угол у — угол между передней поверхностью лезвия и плоскостью, перпендикулярной к плоскости резания; главный задний угол а — угол между задней поверхностью лезвия и плоскостью резания; угол заострения р — угол между передней и задней поверхностями. Из принципа построения углов следует, что, а + р + у = п/2.
Угол наклона режущей кромки X — угол в плоскости резания между режущей кромкой и основной плоскостью.
Углы в плане: главный угол в плане <�р — угол в основной плоскости между следом плоскости резания и направлением продольной подачи; вспомогательный угол в плане ср' — угол в основной плоскости между вспомогательной режущей кромкой и обработанной поверхностью.
Геометрические параметры режущего инструмента оказывают существенное влияние на усилие резания, качество поверхности и износ инструмента. Так, с увеличением угла инструмент легче врезается в материал, снижаются силы резания, улучшается качество поверхности, но повышается износ инструмента. Наличие угла снижает трение инструмента о поверхность резания, уменьшая его износ, но чрезмерное его увеличение ослабляет режущую кромку, способствуя ее разрушению при ударных нагрузках.
Параметры, характеризующие стойкость инструмента, рассматриваются в параграфе 31.6.
Силы резания Р представляют собой силы, действующие на режущий инструмент в процессе упругопластической деформации и разрушения срезаемой стружки.
Силы резания приводят к вершине лезвия или к точке режущей кромки и раскладывают по координатным осям прямоугольной системы координатxyz (рис. 31.7). В этой системе координат ось z направлена по скорости главного движения и ее положительное направление соответствует направлению действия обрабатываемого материала на инструмент. Ось у направлена по радиусу окружности главного движения вершины. Ее ноложительпое направление также соответствует направлению действия металла на инструмент. Направление оси х выбирается из условия образования правой системы координат. Значение усилия резания определяется несколькими факторами. Оно растет с увеличением глубины резания h и скорости подачи vs (сечения срезаемой стружки), скорости резания v, снижением переднего угла режущего инструмента. Поэтому расчет усилия резания производится по эмпирическим формулам, установленным для каждого способа обработки и обрабатываемого материала (см. справочники по обработке резанием). Например, для строгания эта формула имеет вид Р, = Cphx" sYpX" , где коэффициенты Ср, Х," Ур, п характеризуют материал заготовки, резца и вид обработки.
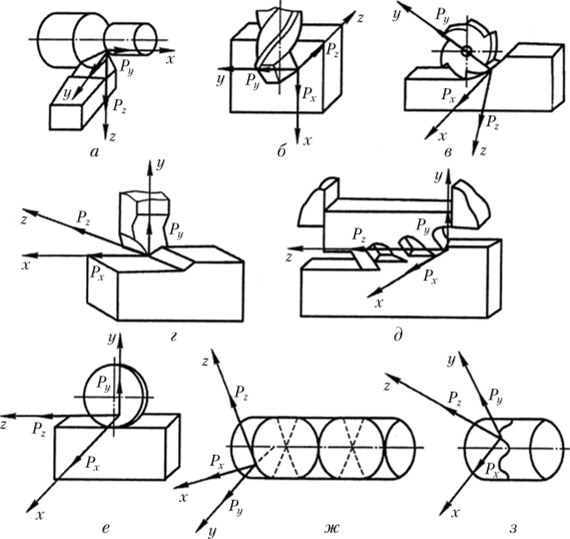
Рис. 31.7. Схема действия сил резания на режущую кромку инструмента в точке, имеющей максимальную скорость перемещения ve, при обработке:
а — точением; б — сверлением; в — фрезерованием; г — строганием; д — протягиванием; е — шлифованием; ж — хонингованием; з — суперфинишированием.
Мощность процесса резания определяется скалярным произведением; N = Pve. Выразив это произведение через проекции, но координатным осям, получим Л' = Pxvx + PyVy + Pzvz, где vx, Vy, vz — проекции на оси координат скорости движения точки приложения равнодействующей сил резания. В практических расчетах используется приближенная зависимость N = Р, г>. Это упрощение обусловлено тем, что составляющие Рх и Ру полной силы резания малы по сравнению с Рг, а скорость подачи относительно скорости резания составляет всего 0,1 — 1%.
Производительность обработки при резании определяется числом деталей, изготовляемых в единицу времени: Q = 1 /ТШТ. Время изготовления одной детали равно Гшт = Т0 + Tj, + ГВС11, где Т" — машинное время обработки, затрачиваемое на процесс резания, определяется для каждого технологического способа; Гин — время подвода и отвода инструмента при обработке одной детали; Гвсп — вспомогательное время установки и настройки инструмента.
Таким образом, производительность обработки резанием в первую очередь определяется машинным временем Г", мин.
Отношение a/h, где а — величина припуска па обработку, мм, характеризует требуемое число проходов инструмента при обработке с глубиной резания h. Поэтому наибольшая производительность будет при обработке с глубиной резания h = а, наибольшей подачей s" и максимальной скоростью резания. Однако при увеличении производительности снижается качество поверхности и повышается износ инструмента. Поэтому при обработке резанием решается задача по установлению максимально допустимой производительности при сохранении требуемого качества поверхности и стойкости инструмента.