Электропривод металлорежущих станков
Пуск двигателя Ml осуществляют нажатием кнопки SB2. При этом включается контактор КМ1 и главными контактами присоединяет статор двигателя Ml к сети, а вспомогательным контактом КМ1 шунтирует пусковую кнопку SB2. Одновременно пускаются двигатели насоса охлаждения М2, если включен пакетный выключатель Q2, и гидроагрегата М3, подключаемого через штепсельный разъем XI. Шпиндель включают поворотом… Читать ещё >
Электропривод металлорежущих станков (реферат, курсовая, диплом, контрольная)
Металлорежущие станки предназначены для механической обработки металла режущим инструментом. Это необходимая технологическая оснастка любого ремонтного производства, связанного с ремонтом и обслуживанием автотракторной и сельскохозяйственной техники. Наибольшее распространение в сельскохозяйственных мастерских и на ремонтных заводах агропромышленного комплекса получили следующие виды электроприводных металлорежущих станков: сверлильные, токарные, фрезерные, шлифовальные, строгальные и резьбозубообрабатывающие. Главное движение основных рабочих органов этих станков осуществляется электрическим приводом, а вспомогательные движения подачи, установки режущего инструмента и др. — либо через механичес;
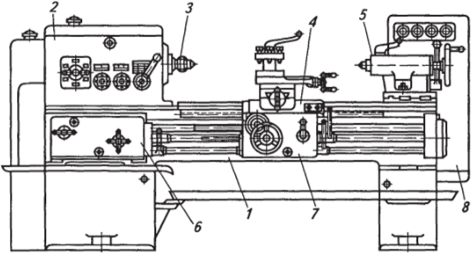
Рис. 2.64. Общий вил универсального токарного станка молели 1К62:
/—станина; 2— передняя бабка с коробкой скоростей; 3— шпиндель; 4— суппорт; 5— задняя бабка; 6— коробка подач; 7— фартук; 8— шкаф с электроаппаратурой кую передачу от главного электропривода, либо от отдельного электроили гидропривода, либо вручную.
В качестве примера на рисунке 2.64 приведен общий вид универсального токарного станка модели 1К62, который используется в ремонтных мастерских и при индивидуальном и мелкосерийном производстве, а на рисунке 2.65 — его принципиальная электрическая схема.
Станок модели 1К62 имеет следующие технические данные:
наибольший диаметр изделия, установленного над станиной, 400 мм;
наименьший диаметр обрабатываемого прутка 45 мм;
расстояние между центрами 1000 мм;
число частот вращения шпинделя 23 (от 12,5 до 2000 об/мин).
Привод шпинделя и рабочей подачи суппорта осуществлен от трехфазного асинхронного короткозамкнутого двигателя мощностью 11 кВт с номинальной частотой вращения 1460 об/мин. Угловую скорость шпинделя регулируют переключением шестерен коробки скоростей с помощью рукояток, изменение продольной и поперечной подач суппорта — переключением шестерен коробки подач также посредством соответствующих рукояток. Для быстрых перемещений суппорта служит отдельный асинхронный двигатель мощностью 1,1 кВт с номинальной частотой вращения 1420 об/мин. Шпиндель станка, а также его реверсирование включают и выключают с помощью многодисковой фрикционной муфты, которая управляется двумя рукоятками. Механическую подачу суппорта в любом направлении включают одной рукояткой.
Напряжение на станок подается включением пакетного выключателя Q1. Цепи управления получают электропитание через разделительный трансформатор 77 со вторичным напряжением ПО В, что повышает надежность работы аппаратов управления. Такое питание цепей управления характерно для большинства электрических схем металлорежущих станков.
Пуск двигателя Ml осуществляют нажатием кнопки SB2. При этом включается контактор КМ1 и главными контактами присоединяет статор двигателя Ml к сети, а вспомогательным контактом КМ1 шунтирует пусковую кнопку SB2. Одновременно пускаются двигатели насоса охлаждения М2, если включен пакетный выключатель Q2, и гидроагрегата М3, подключаемого через штепсельный разъем XI. Шпиндель включают поворотом вверх рукоятки управления фрикционной муфтой. При повороте этой рукоятки в среднее положение шпиндель станка отключается. Одновременно нажимают путевой переключатель SQ1, включается пневматическое реле времени КТ1. Если пауза в работе превышает 3…8 мин, то контакт этого реле КТ1 размыкается и контактор КМ 1 теряет питание. Главный двигатель Ml отключается от сети и останавливается, что ограничивает его работу на холостом ходу с низким значением коэффициента мощности и уменьшает потери энергии холостого хода. Если пауза в работе мала, то реле КТ1 не успевает сработать и отключение двигателя Ml привода шпинделя не происходит.
Для управления быстрым перемещением суппорта служит рукоятка на фартуке станка. При повороте этой рукоятки она нажи;
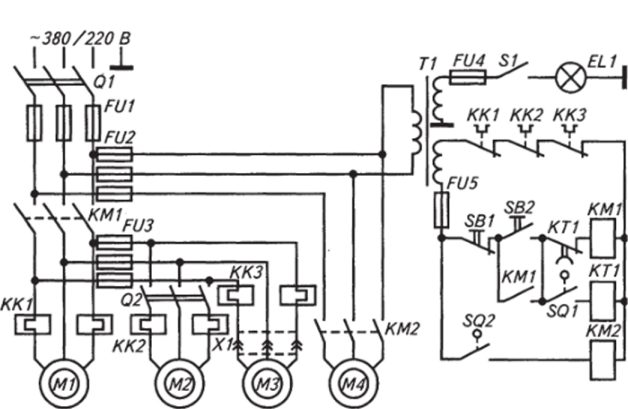
Рис. 2.65. Электрическая схема токарного станка модели IK62:
Ml — двигатель главного привода; М2 — двигатель насоса охлаждающей жидкости; М3 — двигатель гидроагрегата копировального устройства; М4—двигатель системы быстрых перемещений суппорта; EL — лампа освещения мает на переключатель SQ2, его контакт замыкает цепь катушки контактора КМ2, который включает двигатель М4. Возврат рукоятки в среднее положение приводит к отключению двигателя М4.
Станок имеет местное освещение от лампы ELI. Для питания лампы ELI напряжением 36 В используют отдельную обмотку трансформатора Т1. В цепь лампы включен предохранитель FU4w выключатель S1. В качестве одного из проводов вторичной цепи местного освещения при напряжениях до 42 В обычно используют станину (массу) станка.
Схемой управления предусмотрены: защита двигателей Ml…М3 от длительных токовых перегрузок тепловыми реле КК1…ККЗ, а от токов короткого замыкания соответствующими плавкими предохранителями. При кратковременных перегрузках, возникающих на шпинделе станка, происходит пробуксовка фрикционной муфты и приводной двигатель Ml отсоединяется от входного вала коробки скоростей. Для быстрой остановки вращения шпинделя станка предусмотрен механический тормоз.
Двигатели электроприводов станочного оборудования должны быть надежно защищены от вредного воздействия окружающей среды (пыль, влага, масло, стружка и др.), а движущиеся детали механической части должны иметь соответствующие ограждения.