Операция 30, центро-шлифовальная
Допуск отклонения от круглости центрового отверстия, мм. Частота вращения шлифовального шпинделя, об/мин. Диапазон диаметров закрепляемых заготовок, мм. Технические характеристики станка мод. ZSM 810. Диапазон длин закрепляемых заготовок, мм. Рис. 10.65. Шлифование центровых отверстий. Угол конуса центрового отверстия, град. Рис. 10.64. Центро-шлифовальные станки: А — мод. ZS 101; б — мод. ZSM… Читать ещё >
Операция 30, центро-шлифовальная (реферат, курсовая, диплом, контрольная)
Первоначально просверленные центровые отверстия не обладают особо высоким качеством, все-таки сверление — это не тот способ обработки, при котором может быть достигнут требуемый уровень качества. После черновой обработки вала и термических операций этот уровень еще больше снижается.
Повышение качества будет обеспечено шлифованием конических поверхностей центровых отверстий. Для этой цели имеются центро-шлифовальные станки (рис. 10.64).
Центро-шлифовальные станки моделей ZS 101 и ZSM 810 предназначены для шлифования центровых отверстий высокоточных инструментов, шпинделей металлорежущих станков, закаленных валов и подобных им деталей в условиях единичного и мелкосерийного производств. Обработка выполняется в два установа в вертикальном положении заготовки. Перед началом работы заготовку вала 1 устанавливают на нижний центр, сверху закрепляют в самоцентрирующем люнете за ту шейку, которая имеет достаточно высокую точность.

Рис. 10.64. Центро-шлифовальные станки:
а — мод. ZS 101; б — мод. ZSM 810.
Заготовка вала либо неподвижна, как показано на рис. 10.65, а и б, либо вращается (рис. 10.65, в).
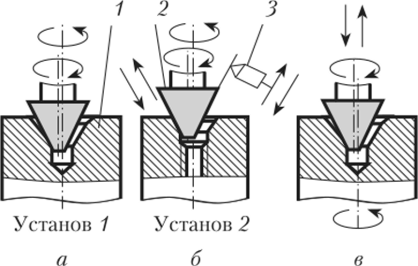
Рис. 10.65. Шлифование центровых отверстий
В процессе обработки:
- — шлифовальный круг 2 совершает вращательное движение; шлифовальный шпиндель осуществляет планетарное движение
- (см. рис. 10.65, а и б);
- — шлифовальный круг осциллирует в направлении образующей обрабатываемой конической поверхности (показано на рис. 10.65, б).
Такое сочетание движений позволяет получить высокоточную геометрию центрового отверстия. Правку круга выполняет алмаз в оправе 3. Дополнительные возможности станка по выбору потребителя (опции):
- — привод вращения заготовки, благодаря чему достигается более высокая концентричность центрового отверстия;
- — при часто меняющемся размере центровых отверстий станок может оснащаться бесступенчатым регулированием частоты вращения шпинделя. В табл. 10.4 приведены технические характеристики станка мод. ZSM 810.
Таблица 10.4
Технические характеристики станка мод. ZSM 810.
Характеристика. | Значение. |
Диапазон диаметров обрабатываемых центровых отверстий, мм. | 1−60. |
Диапазон диаметров закрепляемых заготовок, мм. | 4−220. |
Диапазон длин закрепляемых заготовок, мм. | 50−1100 (2800). |
Наибольшая масса устанавливаемой на станке заготовки, кг. | |
Угол конуса центрового отверстия, град. | |
Частота вращения шлифовального шпинделя, об/мин. | до 45 000. |
Допуск отклонения от круглости центрового отверстия, мм. | до 0,001. |