Технология изготовления винтовых передач
Регулировку натяга производят путем поворота одной гайки относительно другой. На фланцах каждой из гаек нарезаны наружные зубчатые венцы, а в корпусе с каждой стороны — венцы внутренние. Числа зубьев z{ и Z‘2 отличаются на единицу, что позволяет при повороте гаек в одну и ту же сторону на равное число зубьев осуществлять осевое смещение резьбы в гайках на очень малую величину. Грузовые винтовые… Читать ещё >
Технология изготовления винтовых передач (реферат, курсовая, диплом, контрольная)
После изучения материала данной главы студент должен: знать
- • виды, назначение и характеристики винтовых передач;
- • особенности технологии изготовления винтовых пар скольжения;
- • основы технологии изготовления винтовых пар качения; уметь
- • достигать высокой производительности и требуемой точности при обработке ходовых винтов и гаек скольжения;
- • обеспечивать достижение требуемой точности при обработке деталей винтовых нар качения;
- • контролировать параметры точности ходовых винтов; владеть
- • резьбонарезанием ходовых винтов скольжения и качения;
- • подготовкой заготовок ходовых винтов;
- • изготовлением гаек скольжения и качения.
Назначение и виды винтовых передач
Винтовые передачи предназначены для преобразования кругового вращательного движения в прямолинейное поступательное. Передача состоит из двух элементов: винта и гайки. Винтовые передачи используются в различных устройствах, механизмах и машинах, и в зависимости от своего назначения могут быть подразделены на грузовые, ходовые и промежуточные (рис. 16.1).

Рис. 16.1. Назначение винтовых передач.
Грузовые винтовые передачи используют в различных подъемниках, домкратах, прессах, тисках, нажимных механизмах. Они осуществляют передачу значительных осевых усилий. Имеются винтовые прессы с усилием до 125 МН. В современных концертных и театральных залах сцены имеют два положения, и перемещение из одного положения в другое происходит с помощью грузовых винтов.
Примером ходовых винтовых передач являются тс, которые служат для перемещения рабочих органов металлорежущих станков. Основное различие между этими двумя видами передач состоит в требованиях к грузоподъемности и точности перемещения.
По характеру взаимодействия винта и гайки винтовые передачи подразделяются на передачи скольжения и качения.
В грузовых передачах чаще всего используют винты скольжения с упорной резьбой, в ходовых винтовых передачах станков с ЧПУ от винтов скольжения с трапецеидальной или прямоугольной резьбой перешли к винтовым парам качения.
Некоторые винтовые передачи осуществляют вспомогательные действия, в ряде случаев весьма ответственные, например винты, которые перемещают закрылки самолетов, подъемы-опускания графитовых стержней атомных реакторов, движение зеркал телескопов, винты систем управления и др.
К достоинствам передачи винт-гайка скольжения можно отнести следующие характеристики:
- — большой выигрыш в силе благодаря большому передаточному отношению между приводом и винтом;
- — плавность и бесшумность;
- — простота конструкции, изготовления и монтажа;
- — возможность изготовления с высокой точностью;
- — возможность получения медленных высокоточных перемещений;
- — самоторможение в передаче;
- — малые габариты при большой несущей способности.
На рис. 16.2 приведены фотографии передач винт-гайка скольжения.

Рис. 16.2. Винтовые передачи скольжения
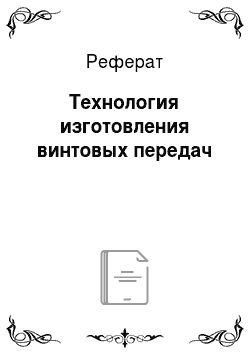
На рис. 16.3 представлен эскиз ходового винта, используемого в токарном станке с ручным управлением. Номинальные диаметры d, dx, d2 и шаг Р однозаходной трапецеидальной резьбы и соответствующие им шаги регламентированы ГОСТ 24 738–81 и ГОСТ 9484–81, а остальные диаметры — ГОСТ 24 737–81. Угол с каждой стороны профиля трапецеидальной резьбы по ГОСТ должен равняться 30°, однако завод-изготовитель станка пошел на изменение угла в сторону его уменьшения в два раза. Такое исполнение профиля призвано уменьшить циклическую (внутришаговую) погрешность от воздействия радиального биения резьбы.
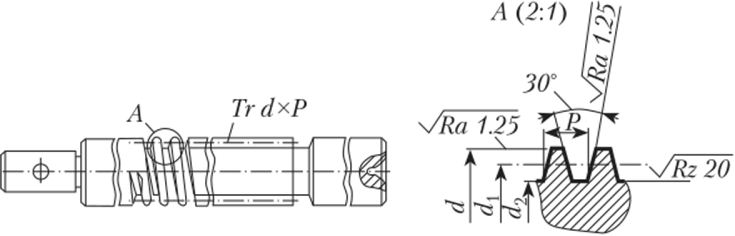
Рис. 16.3. Винт скольжения
В зависимости от назначения, точности и предъявляемых в эксплуатации требований устанавливают пять классов точности ходовых винтов скольжения: 0, 1, 2, 3 и 4. В табл. 16.1 приведена допускаемая накопленная ошибка шага, в табл. 16.2 — допускаемое биение наружного диаметра.
Таблица 16.1
Допускаемая накопленная ошибка шага винтов, мкм
Класс точности винта. | В пределах одного шага. | На длине, мм. | На каждые следующие 300 мм длины добавляется. | На всей длине винта, не более. | ||
±2. | ||||||
±3. | ||||||
±6. | ||||||
±12. | ||||||
±25. | ||||||
Таблица 16.2
Допускаемое биение наружного диаметра винтов, мкм
Класс точности винта. | Для винта длиной, м. | |||
до 1. | свыше 1 до 2. | свыше 2 до 4. | свыше 4 до 6. | |
—. | —. | |||
—. | —. | |||
—. | ||||
Материалы винта и гайки должны составлять антифрикционную пару, т. е. быть износостойкими и иметь невысокий коэффициент трения. Па практике используют ходовые винты без закалки и с закалкой. Для винтов без закалки применяют сернисто-марганцовистую конструкционную сталь А40Г повышенной обрабатываемости резанием. В ответственных передачах для повышения износостойкости применяют закалку винтов до твердости, превышающей 1IRC 48, из стали марок 40ХГ, 50 Г, 65 Г, ХВГ, 8ХФ и др.
Гайки ответственных передач изготавливают из оловянных бронз марок БрОЮФ1, БрОбЦбСЗ и др., а в тихоходных передачах — из антифрикционных чугунов марок ЛВЧ-1, АКЧ-1 или серого чугуна марки СЧ20.
Основным недостатком винтовой передачи скольжения является низкий КПД из-за больших потерь на трение. Этот недостаток устраняется в винтовых передачах качения.
Передача винт-гайка качения — винтовая пара с промежуточными телами качения, чаще всего шариками. Эти передачи имеют сокращенное название ШВП (шариковые винтовые передачи). На винте и в гайке выполнена резьба криволинейного профиля, служащая дорожкой качения для шариков, размещенных между витками винта и гайки.
На рис. 16.4 представлены некоторые виды ШВП.

Рис. 16.4. Шариковые винтовые передачи.
Достоинства шариковой винтовой передачи несомненны: малые потери на трение, высокая несущая способность при малых габаритах, возможность реализации равномерного поступательного перемещения с высокой точностью, повышенная жесткость, быстродействие, долговечность.
ШВП применяют в исполнительных механизмах и следящих системах в станкостроении, робототехнике, авиастроении, космической технике, атомной энергетике и др.
11а рис. 16.5 показано два вида профилей: круглый (а и 6) и арочный (стрельчатая арка, в).
Круглый профиль винта (см. рис. 16.5, 6) имеет канавку, назначение которой — выполнить разгрузку внутренних напряжений закаленной ТВЧ поверхности и облегчить достижение прямолинейности винта. Диаметр шарика йш меньше диаметра круговой поверхности резьбы винта и гайки. Контакт шарика происходит в точках 1 и 2.
На рис. 16.5, в показано исполнение передачи с арочным профилем. Натяг в передаче создается путем подбора определенного размера шариков.

Рис. 165. Профили винтов и гаек шариковых винтовых передач:
а и б — круглый; в — арочный (стрельчатая арка) При вращении винта шарики вовлекаются в движение по винтовым канавкам, поступательно перемещают гайку и, выкатываясь из резьбы, через канал возврата возвращаются в исходное положение. Таким образом, перемещение шариков происходит по замкнутой внутри гайки траектории. Наиболее распространена конструкция ШВП, в которой канал возврата шариков 2 соединяет два соседних витка (рис. 16.6).
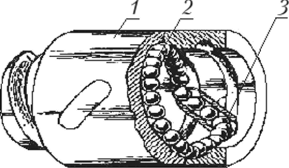
Рис. 16.6. Устройство шариковой гайки
В станкостроении применяют трехи четырехвитковые гайки. Перепускные каналы выполняют в специальных вкладышах 3, которые вмонтированы в овальные окна корпуса гайки 1.
Рис. 16.7. Возврат шариков через канал во вкладыше
В трехвитковой гайке три вкладыша расположены иод углами 120° друг к другу, и каждый вкладыш по длине гайки смещен по отношению к другому на один шаг резьбы. Таким образом, шарики 2 в гайке разделены на три (по числу рабочих витков) независимые группы.
На рис. 16.7 показано, как при вращении винта 4 шарики 2, пройдя по винтовой канавке на винте путь, равный длине одного витка, выкатываются из резьбы в перепускной канал вкладыша 3, переваливают через выступ резьбы и возвращаются обратно в исходное положение на тот же виток гайки 1, откуда начиналось их движение.
Гайки с числом витков в гайке больше трех применяют в тяжело нагруженных передачах крупных станков.
По грузоподъемности шариковые винтовые передачи характеризуются статической и динамической осевой нагрузкой.
Статическая центральная осевая нагрузка (в II) соответствует расчетному контактному напряжению в зоне контакта шарика и дорожки качения, равному 3000 МПа. Возникающая при этих контактных напряжениях общая остаточная деформация тела качения и дорожки качения приблизительно равна 0,0001 диаметра шарика.
Базовая динамическая осевая грузоподъемность — постоянная центральная осевая нагрузка (в Н), которую ШВП теоретически может воспринимать при базовом расчетном ресурсе в 1 млн оборотов винта.
Осевая жесткость винтовой передачи характеризуется отношением осевой силы, приложенной к винту, к его смещению относительно неподвижной гайки.
В зависимости от условий работы и предъявляемых к ним требований ШВП подразделяют на передачи с зазором и передачи с натягом. Для профиля «стрельчатая арка» натяг осуществляют подбором шариков несколько большего диаметра, для круглого профиля — установкой двух гаек, размещенных с разных сторон в одном корпусе, с последующим относительным осевым смещением резьбы одной гайки относительно другой (рис. 16.8).

Рис. 16.8. Регулировка ШВП для создания внутреннего натяга.
Регулировку натяга производят путем поворота одной гайки относительно другой. На фланцах каждой из гаек нарезаны наружные зубчатые венцы, а в корпусе с каждой стороны — венцы внутренние. Числа зубьев z{ и Z‘2 отличаются на единицу, что позволяет при повороте гаек в одну и ту же сторону на равное число зубьев осуществлять осевое смещение резьбы в гайках на очень малую величину.
Регулировку натяга в резьбе поворотом гаек (рис. 16.8, а) выполняют вне винта на специальной оправке — трубе, которая имеет наружный диаметр, равный внутреннему диаметру d{ впадин резьбы винта, и внутренний диаметр d2, равный диаметру хвостовика винта. После регулировки трубу одевают на хвостовик и навинчивают гайки вместе с корпусом на винт.
Если число зубьев на фланце одной из гаек равно zt, а на фланце другой 22 = 2i+l> Т () поворот обеих гаек в одну сторону на k зубьев приводит при шаге Р к их осевому смещению А:

Например, при zx = 100, z2 = 101, Р = 10 мм смещение в одну сторону на один зуб (k =1) приведет к изменению осевого зазора (натяга) на, А = = 0,99 мкм.
Полость гайки при сборке заполняют пластичным смазочным материалом марок ЦИАТИМ-01 или ЦИАТИМ-203.
Материалы винта, гайки и шариков должны обеспечить при закалке твердость рабочих поверхностей не ниже HRC 61. Винты изготовляют из сталей: марки ХВГ с объемной закалкой, марки 8ХФ с закалкой ТВЧ. Для гаек применяют стали марок IIIX15, ХВГ с объемной закаткой и цементуемые стати марок 18ХГТ, 12ХНЗА. Шарики изготавливают из хромистых сталей марок ШХ15, ШХ20СГ.
Классы точности передач определяются ОСТ 2 Р31—4—88, согласно которому установлены классы точности для ШВП позиционной группы П1, ПЗ, П5, П7 и для ШВП транспортной группы Т1, ТЗ, Т5, Т7, T9, Т10. ШВП позиционной группы имеют повышенную жесткость, выполняются с предварительным натягом, а ШВП транспортной группы — с зазором.
Гзоор — точность в пределах 300 мм измеряемой длины резьбы;
V2np — точность в пределах одного оборота, т. е. в пределах хода Ph резьбы.
Допускаемые значения нормируемых показателей приведены в табл. 16.3.
Таблица 163
Допускаемые значения показателей Гз00р и V2np, мм.
Показатель. | Класс точности. | |||||
П1,Т1. | ПЗ, ТЗ. | П5, Т5. | П7, Т7. | T9. | тю. | |
ГзООр | 0,006. | 0,012. | 0,023. | 0,052. | 0,100. | 0,210. |
0,004. | 0,006. | 0,008. | 0,012. | ; | ; | |