Наружное круглое шлифование в центрах.
Внутреннее круглое и бесцентровое шлифование
Бесцентровое шлифование применяют для обработки наружных и внутренних поверхностей тел вращения. Данный метод более производительный, чем шлифование в центрах. Обрабатываемая заготовка пропускается между двумя абразивными кругами — рабочим и ведущим, установленными на заданном расстоянии друг от друга (рис. 16.1, и, к). Круг вращается и за каждый продольный ход или за один двойной ход… Читать ещё >
Наружное круглое шлифование в центрах. Внутреннее круглое и бесцентровое шлифование (реферат, курсовая, диплом, контрольная)
Наружное круглое шлифование в центрах. При шлифовании наружной цилиндрической и конической (с малым углом) поверхностей заготовок применяются круги круглой формы (рис. 16.1, а —в).
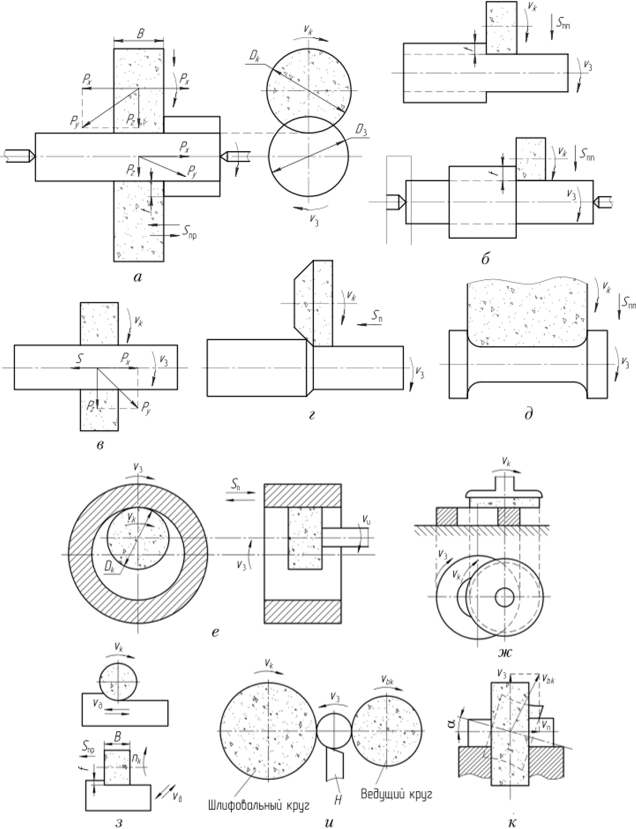
Рис. 16.1. Схемы шлифования:
а — в — шлифование в центрах; г — глубинное шлифование; д — шлифование методом врезания; е — внутреннее круглое шлифование; ж — плоское шлифование торцовой плоскостью круга; з — плоское шлифование периферией круга; и, к — бесцентровое шлифование Обрабатываемая заготовка, закрепленная в центрах или в патроне станка, и шлифовальный круг осуществляют следующие движения:
- • заготовка вращается вокруг своей оси и одновременно перемещается поступательно вдоль оси (продольная подача);
- • круг вращается и за каждый продольный ход или за один двойной ход обрабатываемой заготовки углубляется на некоторую величину t, номинально определяющую глубину резания. Подобная комбинация дает высокое качество обработки, но при этом требуется станок больших габаритных размеров, поэтому применяются другие схемы;
- • заготовка только вращается, а шлифовальным кругом выполняются вращательное и оба поступательных движения;
- • заготовка вращается, шлифовальный круг вращается и одновременно перемещается в поперечном направлении (поперечная подача)-, в этом случае заготовка сразу шлифуется по всей рабочей длине.
Скорость резания — это окружная скорость шлифовального круга, м/с, которая определяется по формуле.
С увеличением скорости увеличивается производительность, но максимальная скорость ограничивает прочность круга.
Продольная подача заготовки, мм/об, зависит от величины перемещения заготовки S.t вдоль оси за время одного ее оборота и ширины круга В:
Для чистового шлифования 5., = 0,2−0,3, для чернового шлифования 53 = = 0,3−0,85.
Поперечная подача, численно равная глубине резания при шлифовании, осуществляется в крайних положениях круга, перпендикулярного оси заготовки. Глубину резания измеряют в миллиметрах (мм) за время одного или двойного хода заготовки. При шлифовании стали глубина резания t = = 0,005—0,07 мм, при шлифовании твердого сплава t = 0,002—0,06 мм.
Скорость вращения заготовки, м/мин, определяют по формуле.
где d3 — диаметр заготовки; пк — частота вращения заготовки.
Обычно скорость вращения заготовки устанавливается в пределах 15—55 м/мин.
Машинное время при наружном круглом шлифовании.

где L — длина шлифования; h — припуск на сторону; п , — частота вращения заготовки; 5 — продольная подача; t — глубина резания; к — поправочный коэффициент; k = 1,2—1,7.
Силы резания при наружном круглом шлифовании определяют стойкость круга, точность обработанной поверхности и температуру шлифования.
Равнодействующую силу резания можно разложить на силы Рх, Ру, Р. При шлифовании Ру > Рг в 1,5—3 раза. Отношения силы Р, к силе Р называют коэффициентом шлифования К и принимают за критерий обработки при шлифовании. Он примерно равен 0,4—0,5. На силы резания влияет ширина резания: с ее увеличением повышаются температура, продольная подача и силы.
Мощность двигателя, приводящего в движение круг, вычисляют по формуле.

где г| | — коэффициент полезного действия.
Мощность двигателя для вращения заготовки
где гр, г|2 — коэффициент полезного действия.
Значительное повышение производительности достигается при глубинном шлифовании. Кругу придается коническая или ступенчатая форма, припуск (0,1—0,4 мм) снимается за один или два продольных хода круга (рис. 16.1, г). Скорости круга и заготовки выбираются те же, что и при обычном круглом шлифовании в центрах. Продольная подача заготовки при этом будет равна 1—6 мм/об.
При обработке заготовки небольшой длины находит применение шлифование методом врезания. Шлифовальный круг перекрывает всю длину обрабатываемой поверхности и имеет форму, соответствующую профилю обработанной поверхности. В этом случае вращаются круг и заготовка. Круг имеет при этом поперечную подачу, равную 0,02—0,07 мм/об.
Увеличение производительности при шлифовании достигается увеличением окружной скорости круга и заготовки. Параметры шероховатости обработанной поверхности уменьшаются при увеличении скорости круга и уменьшении скорости заготовки, температуры.
Скоростное шлифование характеризуется скоростью круга г;кр ~ 50 м/с. При скорости большей или равной 50 м/с применяют круги на специальных связках, обладающих повышенными механическими свойствами. При таком шлифовании заготовка и круг вращаются в противоположных направлениях. Образуются внутренние поверхности, имеющие форму тел вращения. При обработке крупных деталей заготовка не вращается. Она жестко крепится к столу, а шлифовальный круг имеет движения те же, что и при простом внешнем шлифовании, г. е. получается еще движение вокруг оси заготовки. Такую схему шлифования называют планетарным внутренним шлифованием (рис. 16.1, д, е).
Внутреннее круглое шлифование. Для внутреннего шлифования определяют.
Скорость заготовки приблизительно равна 25—115 м/мин.
Продольная подача шлифовального круга в зависимости от обрабатываемого материала и характера обработки составляет.

Плоское шлифование выполняется на плоской поверхности. Его можно производить торцовой поверхностью и периферией шлифовального круга (рис. 16.1, ж, з).
Глубина шлифования t = 0,05-Н), 5 мм.
Скорость перемещения стола vn. = 5+65 м/мин.
Бесцентровое шлифование применяют для обработки наружных и внутренних поверхностей тел вращения. Данный метод более производительный, чем шлифование в центрах. Обрабатываемая заготовка пропускается между двумя абразивными кругами — рабочим и ведущим, установленными на заданном расстоянии друг от друга (рис. 16.1, и, к).
Внизу заготовка опирается на закаленную пластину, имеющую скос, благодаря которой заготовка прижимается к ведущему кругу.
Рабочая кромка вращается со скоростью 30—35 м/с. Шлифование заготовки по всей длине обеспечивается ее осевым перемещением со скоростью v3. Для этого ведущую кромку в вертикальной плоскости устанавливают под углом 1 —45° к оси рабочей кромки и скорость раскладывается на составляющие v3, v0 (продольными перемещениями заготовки).