Центробежное литье.
Технологические процессы в машиностроении
При использовании машины с вертикальной осью вращения отливка может получиться с параболической внутренней поверхностью, гак как помимо центробежных сил на металл действует и сила тяжести. На этих машинах получают отливки небольшой высоты: короткие втулки, кольца и другие заготовки. Центробежные силы создают условия для направленного затвердевания металла, от стенок формы, способствуя повышению… Читать ещё >
Центробежное литье. Технологические процессы в машиностроении (реферат, курсовая, диплом, контрольная)
Сущность способа заключается в том, что расплавленный металл заливают во вращающуюся форму. Под действием центробежной силы металл равномерно распределяется, но внутренней поверхности формы, заполняет все полости и затвердевает, образуя отливку.
Центробежные силы создают условия для направленного затвердевания металла, от стенок формы, способствуя повышению плотности отливки. При этом легкие неметаллические включения оттесняются к внутренней поверхности, скапливаются там и затем удаляются при механической обработке.
В зависимости от положения оси вращения формы центробежные машины делятся на машины с горизонтальной, с вертикальной (рис. 4.11), а иногда и с наклонной осью вращения.
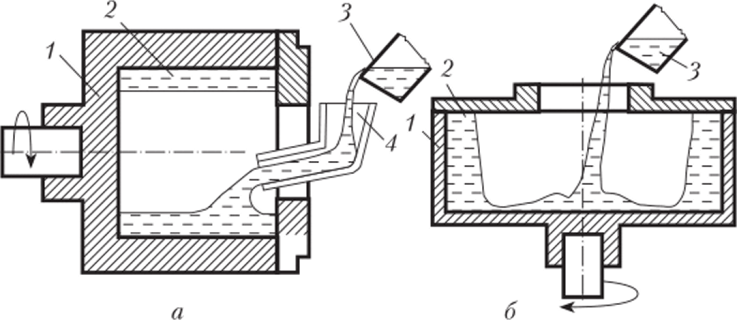
Рис. 4.11. Схемы центробежного литья:
а — на машине с горизонтальной оеыо вращения; б — на машине с вертикальной осью вращения; 1 — форма; 2 — жидкий металл; 3 — ковш;
4 заливочный желоб.
При использовании машины с вертикальной осью вращения отливка может получиться с параболической внутренней поверхностью, гак как помимо центробежных сил на металл действует и сила тяжести. На этих машинах получают отливки небольшой высоты: короткие втулки, кольца и другие заготовки.
Качество получаемых отливок зависит от частоты вращения формы. При малой частоте вращения формы отливки получаются с пониженной плотностью, металл плохо очищается от неметаллических включений, а при очень быстром вращении увеличивается ликвация, нарушается нормальный процесс затвердевания отливки.
Центробежное литье применяют для получения отливок, имеющих форму тел вращения (цилиндров, втулок, венцов, гильз цилиндров) и для фасонных отливок сложной конфигурации.
Основные достоинства центробежного литья:
- • высокое качество отливок (плотная, мелкозернистая структура);
- • отсутствие стержней для оформления цилиндрических отверстий;
- • экономия металла на литниках и прибылях.
Основные недостатки:
- • ликвация сплавов под действием центробежных сил;
- • повышенные припуски на механическую обработку для внутренних размеров.
Наряду с приведенными выше видами литья в настоящее время применяются и другие методы: непрерывное литье, электрошлаковое литье, литье под низким давлением, регулируемым давлением, вакуумным всасыванием и другие способы, каждый из которых имеет свои особенности и область применения, являющиеся основными факторами при выборе способа изготовления заготовок.