Расчетный средний диаметр фрезы
По мере переточек с уменьшением диаметра фрезы уменьшается и средний диаметр профиля зубьев, а следовательно, изменяются угол подъема витков фрезы т и угол со стружечной канавки. Для уменьшения отклонений физических размеров т и со от расчетных средний диаметр фрезы при ее проектировании берется в сечении, отстоящем от передней поверхности на ст = (0,1-^-0,25)?окр: Однако с увеличением диаметра… Читать ещё >
Расчетный средний диаметр фрезы (реферат, курсовая, диплом, контрольная)
С увеличением диаметра фрезы:
- • уменьшается угол подъема витков фрезы, что благоприятно сказывается на повышении точности;
- • уменьшается высота гребешков вдоль зубьев колеса, увеличивается число зубьев, что улучшает условия резания и отвода стружки;
- • повышаются жесткость и стойкость фрезы (с увеличением диаметра оправки).
Однако с увеличением диаметра фрезы повышается расход материала для ее изготовления, а также увеличиваются угол контакта фрезы с заготовкой и время резания. Для прецизионных фрез с1щ> следует принять большим, а для фрез общего назначения — меньшим (рис. 20.43, а —в).
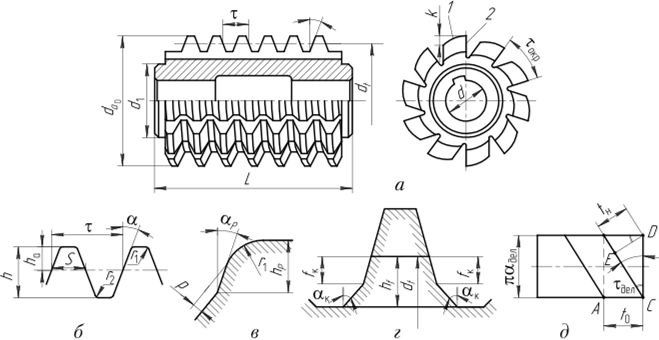
Рис. 20.43. Червячная фреза:
а — червячная зуборезная фреза; б — профиль зубьев по нормали к виткам; в — профиль зубьев по оси фрезы; г — развертка червячной фрезы по делительному диаметру; д — схема расчета делительного диаметра Ориентировочно диаметр фрезы может быть определен исходя из желательной величины подъема витков т, который для повышения точности зубообработки п уменьшения шероховатости поверхности должен быть по возможности меньше (желательно т < 3°).
Развертка червячной фрезы по делительному диаметру показана на рис. 20.43, г.
Из треугольника DCE (рис. 20.43, д) вытекает, что  где tH — шаг, но нормали; тп — нормальный модуль. Откуда следует.
где tH — шаг, но нормали; тп — нормальный модуль. Откуда следует.

Для расчета фрезы выбирают условный средний расчетный диаметр (рис. 20.44). По нему определяют углы наклона стружечной канавки, угол подъема витков фрезы.

По мере переточек с уменьшением диаметра фрезы уменьшается и средний диаметр профиля зубьев, а следовательно, изменяются угол подъема витков фрезы т и угол со стружечной канавки. Для уменьшения отклонений физических размеров т и со от расчетных средний диаметр фрезы при ее проектировании берется в сечении, отстоящем от передней поверхности на ст = (0,1-^-0,25)?окр:
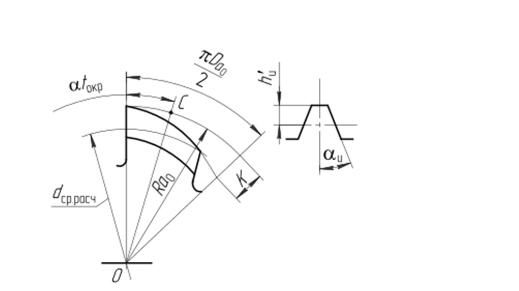
Рис. 20.44. Расчетный средний диаметр фрезы:
ОС — расчетное сечение где h'u — высота головки профиля зуба фрезы (инструмента); К — величина затылования.
Для сборных и составных фрез ст>8 мм диаметр выбирается в зависимости от числа зубьев, способа их крепления и конструкции. Согласно ГОСТ 9324–80Е для фрез с модулем т = 1-^25 мм принимают da,о = 4(Н340 мм, d = 16-^30 мм, L = 32360 мм и z0 = 8-Н6.
Как правило,.

где Я — высота зуба; g — толщина тела фрезы в опасном сечении, g = = (0,25-^0,3)d; С, — размер шпоночной канавки.
Число заходов фрезы выбирают, исходя из точности обработки. Однозаходные фрезы (z/0 = 1) дают наибольшую точность обработки колес и просты в изготовлении и эксплуатации. Многозаходные фрезы (гю = 2^-4) обеспечивают высокую производительность зубофрезерования, но точность обработки ниже из-за увеличения углов подъема винтовой линии основного червяка. Длина многозаходных фрез в 1,25—1,5 раза больше длины стандартных для обеспечения возможности их работы с передвижкой.
Размеры профиля зубьев червячных фрез принимаются по размерам профиля инструментальной рейки и зависят от назначения фрезы. У чистовых (однозаходных) фрез профиль не модифицирован (рис. 20.45, а). Много;
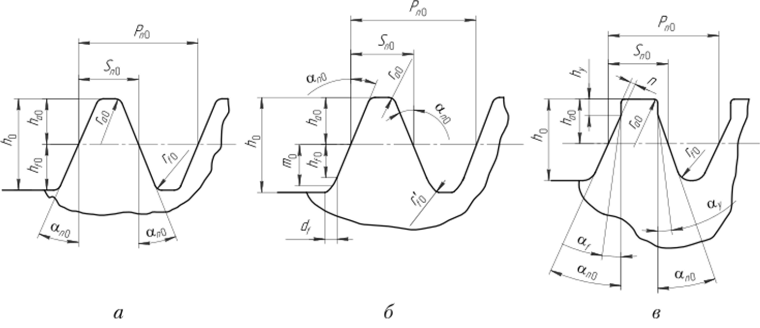
Рис. 20.45. Размеры профиля зубьев червячной фрезы в нормальном сечении:
а — профиль не модифицирован; 6, в — модифицированные профили заходные фрезы имеют модификацию различных вариантов (рис. 20.45, б): утолщение в виде фланков на ноже зуба или утолщение головки зуба в виде усиков (рис. 20.45, в).
Толщина зуба в нормальном сечении по начальной прямой Sn0 для прецизионных и чистовых фрез.

где где 2/0 — число заходов; Sn — толщина зуба колеса по делительной окружности с учетом бокового зазора в зубчатой передаче.

Для черновых фрез где а — припуск на последующую обработку; величина а зависит от модуля и вида обработки и колеблется для т0 = 2-НО мм в пределах 0,25—0,6 мм (шлифование) и 0,1—0,18 мм (шевингование).
Высотные размеры зубьев фрезы определяют по зависимости.

где и k2 — коэффициенты высоты головки и ножки зуба соответственно.
Для некорригированных колес k{ = k2 = 1,25. Радиусы переходных кривых у головки Sa0 и у ножки зуба 3d соответственно равны 0,38 и 0,3 мм.
Геометрические параметры зубьев червячных фрез характеризуются значениями передних углов на вершине зуба уа0 = 0°, задними углами на наружном диаметре аа{) и боковых режущих кромках ая06. У чистовых фрез Уао= 0°> Угол а«о = 9*М2°. Нулевые значения передних углов обеспечивают необходимую точность профиля нарезаемого колеса, упрощают расчет фрез, их контроль и технологию изготовления. Однако для повышения стойкости черновых фрез при нарезании колес из конструкционных и легированных сталей уа0 следует выбирать в пределах 8—25°.
Задний угол на вершинах и боковых сторонах зубьев обеспечивается радиальным затылованием, но спирали Архимеда, при этом падение затылка зуба К при выбранном ад0 можно найти по зависимости:

Боковые задние углы аа0б в нормальном сечении у червячных фрез во избежание усиленного износа боковых кромок не должны быть меньше 2°.
Стружечные канавки у червячных фрез обычно выполняют винтовыми, т. е. нарезают нормально витку основного червяка по среднему расчетному диаметру, т. е. со = т, при этом на обеих сторонах зубьев в передней поверхности передние углы одинаковы. Иногда червячные фрезы изготавливают с прямыми канавками, параллельными оси (со = 0°), что упрощает затачивание инструмента. Однако у таких фрез в процессе резания передние углы на боковых сторонах получаются неодинаковыми по знаку (с одной стороны — положительный, с другой — отрицательный), но по абсолютной величине равными углу подъема витка основного червяка. Если углы подъема витка т = 3-^5°, то фрезы с со = 0° не показывают снижения стойкости по сравнению с фрезами, у которых нарезаны винтовые стружечные канавки, т. е. т = со.