Наладка автоматов для фасовки и упаковки творога в брикеты
Смазку автомата производят по графику и в соответствии со схемами смазки. Рабочую поверхность кулачков, роликов и рычагов в местах соприкосновения смазывают жидким маслом. Для этого проворачивают автомат вручную и наливают масло так, чтобы оно попало между рычагом и роликом, а также на рабочую поверхность кулачков. Свежую смазку в пресс-масленки, окрашенные в красный цвет, нагнетают до тех пор… Читать ещё >
Наладка автоматов для фасовки и упаковки творога в брикеты (реферат, курсовая, диплом, контрольная)
Производительность автомата регулируют только при включенном электродвигателе вариатором скорости при помощи маховичка. При вращении маховичка в сторону знака «+» производительность увеличивается, а в сторону знака «—» уменьшается. Диапазон регулировки ограничен гайками, положение которых нельзя изменять при эксплуатации.
Дозатор регулируют при работающем автомате. На заводе-изготовителе кран дозатора устанавливают так, чтобы в его нижнем положении расстояние между выталкивателем и отсекателем составляло А—5 мм, а зазор между режущей кромкой отсекателя и крана — не более 0,05 мм (проверяют щупом). При отрегулированном кране и рычаге отсекателя коробка должна быть заполнена продуктом полностью. При неправильном наполнении коробки производят подналадку дозатора.
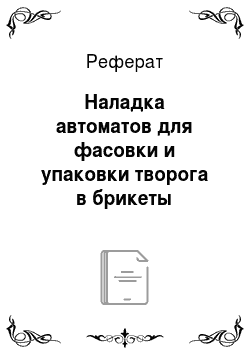
Массу творога в брикете регулируют при работающем дозаторе маховичком 4 (рис. 17.1, а). При вращении маховичка изменяются ход поршня 1 и, следовательно, масса дозы. Ход отсоса на заводе-изготовителе устанавливают 4 мм. Отсос регулируют регулировочным винтом скачками по 1 мм. Во избежание колебания массы брикетов отсос должен быть наименьшим.
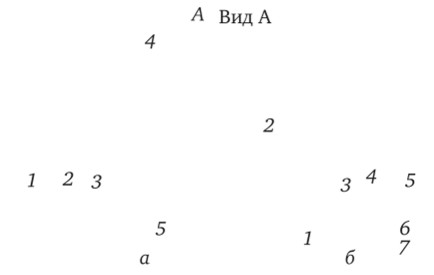
Рис. 17.1. Схемы регулировок автомата:
а — дозы продукта: 1 — поршень, 2 — шатун, 3 — рычаг, 4 — маховичок,.
5 — передача винт-гайка; б — высоты выталкивателя в гнезде формующего стола: 1 — ветвь копира, 2 — гнездо формующего стола, 3 — выталкиватель, 4 — рычаг, 5,7 — контргайки, 6 — регулирующая гайка Высоту выталкивателей 3 (рис. 17.1, б) в гнездах формующего стола 2 регулируют гайкой 6. При вращении гайки поворачивается рычаг 4 и изменяет положение ветви копира 1, по которой скользят опоры выталкивателей 3. При неправильной регулировке указанных механизмов при слишком низком положении выталкивателей получается брикет с пустотами воздуха, если выталкиватели подняты излишне высоко, происходит разрыв коробки. Длину развертки регулируют поворотом подающих секторов.
При установке и регулировке ножей (рис. 17.2) проворачивают автомат от руки до тех пор, пока подвижный (нижний) нож 1 не займет самое верхнее положение. Затем, перемещая клин, устанавливают нож так, чтобы со стороны сцепления (рис. 17.2, а) он выступал за неподвижный нож 2 на 2 мм. Зазор между ножами регулируют перемещением неподвижного ножа 2. Со стороны дозатора (вид сверху) зазор должен быть также 2 мм (рис. 17.2, б). После регулировки затягивают винты обоих ножей.
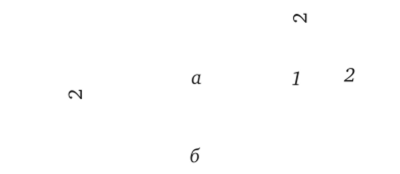
Рис. 17.2. Схема положения ножей при регулировке:
а — со стороны сцепления; б — со стороны дозатора (вид сверху); 1 — подвижный, 2 — неподвижный нож Сцепление регулируют так, чтобы автомат начинал работать с любого положения. При этом сцепление нельзя затягивать слишком сильно, так как оно служит еще и как предохранительное устройство. Выключенное сцепление должно быть надежно зафиксировано малым рычагом.
Механизм заделки регулируют при недостаточном загибе краев коробки двумя тягами: хода лапок концевой заделки и лапки боковой заделки. Положение лапок концевой заделки относительно плоскости формующего стола регулируют опорным болтом.
Механизм подпрессовки регулируют при некачественной подпрессовке брикета при помощи регулировочного винта изменением высоты пресса. В верхнем положении пресс должен быть выше формующего стола на 1,5—2 мм.
У ленточного транспортера его горизонтальность регулируют стойкой, а натяжение ленты — болтами натяжного барабана, расположенными над верхним концом стойки. Кроме того, регулируют съемник брикетов с формующего стола и переворачиватель, что особенно необходимо при переналадке автомата на другую массу брикета.
С завода-изготовителя автомат поступает отрегулированным на массу нетто брикета 250 г. Для перехода на массу 125 г необходимо произвести следующие операции.
Вращением привода автомата вручную за маховик ползун с корпусом крана дозатора выводят в крайнее верхнее положение. Затем снимают рабочие органы: кран, отсекатель с рычагом, подгибатель, валик с подающими секторами, пуансон и матрицу, пресс. Выталкиватели с подъемниками вынимают из гнезд формующего стола, отсоединяют и фиксируют рычаги загибания механизма заделки, снимают механизм в сборе и лапку боковой заделки.
Вместо снятых рабочих органов с буквой А устанавливают соответствующие рабочие органы с буквой Б. При установке выталкивателей в гнезда формующего стола цифры на столе и на выталкивателях должны совпадать. При этом следует учитывать, что гнезда стола маркированы против часовой стрелки. Отметки 0 корпуса и крана дозатора также должны совпадать. В гнезда формующего стола дополнительно устанавливают вкладыши и закрепляют их пластинками так, чтобы вкладыши не выступали над плоскостью стола. На переворачиватель ставят опору.
Из положения А переставляют в положение Б следующие детали: рычаг дозирующего поршня (переводят с одного кулачка на другой); тяги механизма подачи развертки и подающие секторы. Переставляют съемник брикетов, дозатор и щуп. Устанавливают рулон упаковочного материала соответствующей ширины и регулируют массу нетто брикета описанными выше способами.
Характерные неисправности, их причины и способы устранения приведены в табл. 17.2.
Проблема. | Причина. | Устранение. |
Выключенное сцепление греется. | Сцепление слишком затянуто. | Отрегулировать сцепление. |
Автомат не останавливается при отсутствии развертки под пуансоном (на матрице). | Щуп не попадает в отверстие на матрице. | Отрегулировать щуп. |
Щуп не полностью нажимает на микровыключатель. | Отрегулировать нажимной винт рычага щупа. | |
Длина развертки не соответствует требуемым размерам. | Не отретушированы подающие секторы. | Отрегулировать секторы. |
Не отрегулированы рычаги, упоры, направляющие. | Отрегулировать рычаги, упоры, направляющие. | |
Развертка подается на матрицу не симметрично относительно оси пуансона (вдоль и поперек). | Не выдержано расстояние 2 мм со стороны сцепления или со стороны дозатора. | Отрегулировать ножи. |
Ножи не режут. | Затупились ножи. | Подвижный нож снять для шлифовки, а неподвижный перевернуть для использования другой режущей кромкой. При необходимости снять оба ножа для шлифовки или заменить новыми. |
Коробки заполняются продуктом не полностью. | Недостаточно поднимаются коробки в гнездах формующего стола под краном дозатора. | Отрегулировать дозатор |
Кран дозатора вытаскивает коробку с продуктом, захватывая ее из гнезда формующего стола. | Отсекатель загрязняется от выпирающего продукта из-за неправильной установки крана, отсекателя, отсоса. | Отрегулировать кран, отсекатель или отсос. |
Заделанные пакеты легко раскрываются. | Верхняя плоскость продукта ниже верхней плоскости формующего стола. | Установочным винтом отрегулировать выталкиватель под механизмом заделки так, чтобы их плоскости были на одном уровне. |
Недостаточная подпрессовка брикета в гнезде формующего стола. | Регулирующим винтом изменить высоту пресса так, чтобы в верхнем положении пресс выступал над плоскостью формующего стола на 1,5—2 мм. |
Проблема. | Причина. | Устранение. |
Отклонение массы брикетов от заданной величины. | Плохо отрегулирован дозатор | Маховичком 4 (рис. 17.1, а) отрегулировать массу брикета. |
На лапки концевой и боковой заделки пакета попадает продукт. | Верхняя плоскость продукта выше плоскости формующего стола. | Изменить положение малого рычага для фиксирования выключения сцепления. |
Сцепление тянет (ведет) на холостом ходу. | Сцепление полностью не выключается. | |
Чрезмерное натяжение ремня. | Немного ослабить регулирующую гайку сцепления. | |
Сцепление не тянет, пробуксовывает. | Сцепление слабо затянуто. | Проверить полностью ли включено сцепление и соответствует ли оно положению включения. Отрегулировать сцепление. |
Включенное сцепление греется. | Сцепление слабо затянуто. | Отрегулировать сцепление. |
Выключенное сцепление греется. | Сцепление чрезмерно затянуто. | Отрегулировать сцепление. |
Брикеты неправильно подаются на переворачиватель. | Не отрегулирована планка съемника брикетов с формующего стола на переворачиватель. | Отрегулировать планку. |
Лента транспортера проскальзывает. | Ослабло натяжение ленты. | Отрегулировать натяжение ленты болтами натяжного барабана транспортера. |
Смазку автомата производят по графику и в соответствии со схемами смазки. Рабочую поверхность кулачков, роликов и рычагов в местах соприкосновения смазывают жидким маслом. Для этого проворачивают автомат вручную и наливают масло так, чтобы оно попало между рычагом и роликом, а также на рабочую поверхность кулачков. Свежую смазку в пресс-масленки, окрашенные в красный цвет, нагнетают до тех пор, пока с обоих концов подшипников не появится старая смазка. Дозатор, ползун крана дозатора, а также пресс-масленки, окрашенные синей краской, смазывают сливочным маслом, для подачи которого в пресс-масленки вставляют специальный шприц.