Статистическое исследование точности обработки деталей на основе метода кривых распределения
Если в качестве доверительной вероятности взять 95,4%, то доверительный интервал будет, и так со всеми другими вариантами, так же наоборот, от сигмы к процентам. Могут брать разный процент и разные сигмы. Вероятность того что случайная погрешность изменяется от 100% (). Вероятность положительной погрешности 50%, вероятность отрицательной погрешности 50%. Площадь под кривой Гаусса это проценты… Читать ещё >
Статистическое исследование точности обработки деталей на основе метода кривых распределения (реферат, курсовая, диплом, контрольная)
Практика 1. Нормальный закон распределения действительных деталей полученных в процессе их изготовления
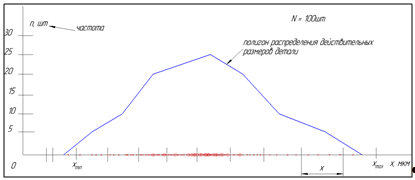
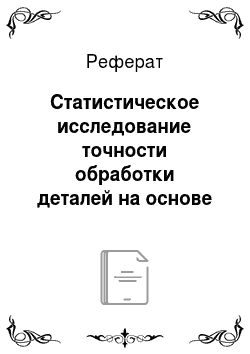
1) Получение полигона и закона (график распределения действительных размеров детали).
Интенсивность — это.

Получили закон распределения действительных размеров Интенсивность выпадения размеров Наблюдаем рассеивание обусловленное множеством внешних факторов.
- 2) Непостоянности:
- — Непостоянство размеров
- — Непостоянство твердости
- — Состояние режущего инструмента (только что заточенный или чуть притупленный)
- — Нестабильность базирования заготовки
- — Нестабильность усилия затяжки заготовок
- — Нестабильность режимов резания (S n T)
- — Нестабильность напряжения в сети
- — Не одинаковость внутренних напряжений заготовки
- — Нестабильность температуры охлаждающей жидкости
- — Квалификация рабочего
- — Износостойкость станка
- — итд итп
- 3) Закон распределения действительных размеров детали
- — Нормальный закон распределения (Закон распределения Гаусса). Как минимум 5 влияющих факторов
- — Закон треугольника. 2 влияющих фактора
- — Закон равного распределения. 1 фактор.

Практика 2. Случайные погрешности изготовления. Законы их распределения

Хi — случайная иных размеров обусловленная случайным сочетание различных влияющих факторов.
Закон распределения действительных размеров детали.
распределение размер деталь допуск погрешность Закон распределения случайных погрешностей изготовления.
Всегда при расчетах берут Гауссово распределение т.к. там проще арифметика.
6 (у) — это не шестерка, это сигма! Средняя квадратичное отклонение случайной погрешности отклонения от среднего арифметического.
Пи — это отношение длины окружности к радиусу е — основание натурального логарифма (2,71).
Формула среднеквадратичного отклонения (сигма которая):

— 1 — для гарантии Измеряется в микрометрах.


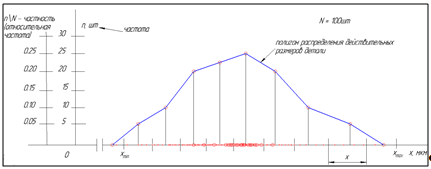
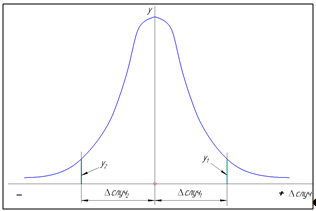
Точка в имеет одну кривизну (и там же точка перегиба), а в точке 3 почти совпадает с осью. Если будет больше, например 10 мкм, то график распределения растянется. Чем больше, тем больше рассеивание. Площадь кривой Гаусса останется такой же, т.к. станет шире, но нижа, а если меньше то выше и уже, площадь остается такой же.
характеризует точность технологического процесса. Чем меньше рассеивание погрешностей, тем точнее технологический процесс.
Оперируя средним квадратичным можно подсчитать доверительную вероятность.
Доверительная вероятность и доверительный интервал.

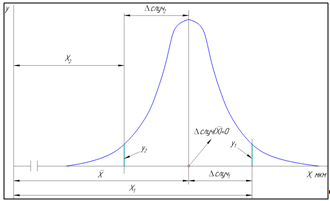
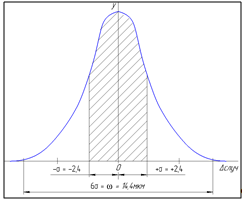
Нарисуем кривую Гаусса, отмечаем на X три. С точки зрения математики погрешность. Кривая Гаусса характеризует распределение погрешностей от до .


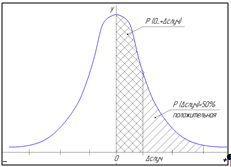

Вероятность того что случайная погрешность изменяется от 100% (). Вероятность положительной погрешности 50%, вероятность отрицательной погрешности 50%. Площадь под кривой Гаусса это проценты.
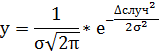
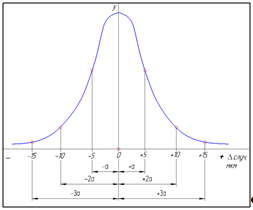
Три графика.
1) Вся погрешность находится в интервале. Вероятность того, что случайная погрешность не будет выходить за приделы это вероятность составляет 68%.

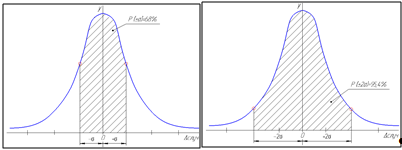
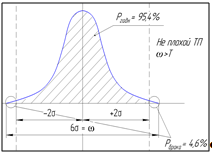
- 2) сигма берем. Вероятность того, что погрешность не будет выходить за 95,4%
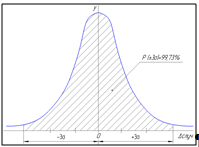
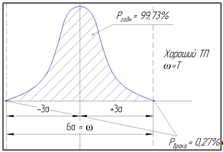
- 3). Вероятность того, что погрешность не будет выходить за 99,73%


Если в качестве доверительной вероятности взять 95,4%, то доверительный интервал будет, и так со всеми другими вариантами, так же наоборот, от сигмы к процентам. Могут брать разный процент и разные сигмы.
Доверительная вероятность — это вероятность того, что случайная погрешность не выходит за приделы некоторого интервала, а сам этот интервал называется Доверительным Интервалом.


обозначают (омега) и называется практический диапазон случайных рассеиваний (случайных погрешностей).
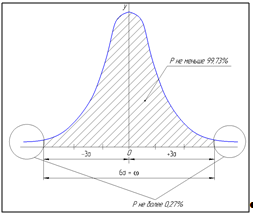
Процент риска проводимых расчетов не более 0,27%.
Соотношение между допуском размера детали и точностью техпроцесса получения этого размера при изготовлении детали Чем больше диапазон рассеивания тем грубее техпроцесс и наоборот.
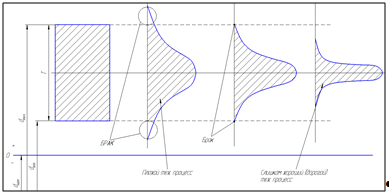
dminmax — наименьшийнаибольший предельный размер Поле допуска — это всегда много чисел, диапазон Интервал — электричка ходит с 5 до 23 часов Диапазон — электричка ходит каждые 5 минут Т — это допуск размера задаваемый конструктором.
— это практический интервал рассеивания действительных размеров обеспечиваемый технологическим процессом и назначаемый технологом Берем и кладем график на бочек. Рисуем кривую Гаусса.

У нас укладывается в допуск размера. Это плохой технологический процесс, так как распределение больше допуска:
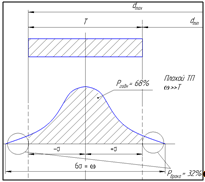

Теперь укладываем в допуск. Из 100 деталей бракованных будет только 5. За практический диапазон рассеивания берем всегда. Это неплохой тех. процесс.
Возьмем другой тех. процесс, чтобы в диапазон уложилось. Нарисуем кривую гаусса для этого технологического процесса. Площадь под прямой характеризует количество годных деталей, годных деталей будет 99,73%, из 1000 не менее 997 деталей годные. Pбрака > не более 0,27%. Это хороший технологический процесс.
Характеристика хороший или плохой тех. процесс зависит еще от материала заготовки (Сталь 3 или Титан) Пример статистической обработки действительных размеров детали (полученных при том или ином технологическом процесса) Чтобы провести статистическую обработку, нужно провести эксперимент, взяв множество деталей и обработав их. Возьмем партию в 20 штук, затем обработали, а потом с помощью точного средства измерения измерили (чтобы результаты были до 1 мкм), а потом эти 20 результатов делим на 5 интервалов.
N = 20шт.

— среднее значение.

;
среднеквадратичное значение.
 xi, мм. |  Дслуч =, мкм. | Дслуч2 =. |
 20,305. | — 3. | |
20,308. | ||
20,311. | +3. | |
20,309. | +1. | |
20,304. | — 4. | |
20,306. | — 2. | |
20,311. | +3. | |
20,304. | — 4. | |
20,309. | +1. | |
20,307. | — 1. | |
20,313. | +5. | |
20,306. | — 2. | |
20,308. | ||
20,309. | +1. | |
20,310. | +2. | |
20,308. | ||
20,307. | — 1. | |
20,309. | +1. | |
20,310. | +2. | |
20,306. | — 2. |
Строим кривую гаусса характеризующая рассеивания при данном технологическом процессе Нужно изготовить деталь с номинальным размером 20 мм по 5ому квалитету, а потом нужно изготовить деталь по 6ому квалитету, а еще одну деталь по 7ому квалитету. Просто допуск обозначается Т, а в интернационале обозначается IT (интернешнл), т. е. IT5.
По ГОСТ 25 346−89 для номинального размера от 18 до 30 мм.
по 5 квалитету. | по 6 квалитету. | по 7 квалитету. |
IT5 = 9мкм. | IT6 = 13мкм. | IT7 = 21мкм. |
 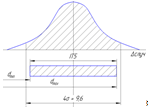 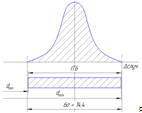 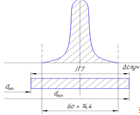         Нормальный тех. процесс. | Хороший тех. процесс. | Слишком хороший тех. процесс (дорого). |