Расчет выбросов загрязняющих веществ от литейных цехов
Подготовительное отделение Валовые выбросы пыли в процессах переработки шихтовых и формовочных материалов (кг/год) определяются по формуле: Перемещение материала местными кранами с грейферными механизмами и канатно-скреперными установками производительностью до 17 куб. м/ч. Вывод: «При использовании электродуговой печи, при плавке чугуна, на 34 тыс. т изготавливаемого металла приходится выбросов… Читать ещё >
Расчет выбросов загрязняющих веществ от литейных цехов (реферат, курсовая, диплом, контрольная)
Расчет выбросов загрязняющих веществ от литейных цехов Цель работы: определение количества вредных веществ, поступающих в атмосферный воздух в результате работы литейного цеха.
Литейное производство — отрасль машиностроения, производящая фасонное и заготовительное литье из различных металлов и сплавов: чугуна, стали, сплавов меди, алюминия, магния и др.
В состав литейного цеха машиностроительного завода входят плавильные агрегаты, места разлива металла и очистки литья, шихтовый двор, участки приготовления формовочных и стержневых смесей.
Технология производства отливок слагается из следующих основных процессов:
изготовление модели будущей отливки,.
изготовление формы,.
получение жидкого металла,.
заливка металла в формы,.
выбивка отливок из формы,.
обрубка и очистка отливок,.
контроль отливок.
Таблица 1 Исходные данные.
Плавка металла. | Формовочные материалы. | |||
Оборудование. | Производительность, т/ч. | Кол-во металла, тыс. т/год. | песок, тыс. т/год. | глина, тыс. т/год. |
Открытая чугунолитейная вагранка. | 11,0. | 2,0. | 2,1. |
В соответствии с исходными данными из таблицы, рассчитать выбросы загрязняющих веществ в литейном цехе при выплавке металла. Режим работы непрерывный 230 дней в год.
На подготовительном участке переработаны материалы: песок и глина. Продолжительность разгрузки вагонов — 60 час, загрузки в приемные бункеры — 85 час. Время работы участка по перемещению материала — 340 час. Сушка песка и глины осуществлялась в сушильных барабанах производительностью 5−10 т/ч, продолжительность работы — 800 час.
Выбивка отливок производилась на инерционных решетках.
Очистка полученных отливок осуществлялась в проходных дробеструйных камерах с диаметром сопла 6−8 мм.
Таблица 2.
Условия плавки (№). | Очистной аппарат (№). | Эффективность очистки (%). | Коэффициент исправной работы очистного аппарата (%). | Условия перемещения материалов (№). | Условия сушки материалов (№). | Кол-во выделяющейся пыли на ед. массы (кг/т) при сушке материала. | Кол-во выделяемой пыли на ед. времени работы (кг/ч) при сушке материала. | Условия смешивания материалов (№). | ||
Песок. | Глина. | Песок. | Глина. | |||||||
6,3. | 16,7. |
Таблица 3.
Кол-во выд. пыли на ед. массы при смешивании (кг/т). | Производительность сушильного аппарата. | Масса отливок (кг). | Эффективность оборудования (%). | Исправность оборудования (%). | ||||
При перемещении. | При сушке. | При смешивании. | При перемещении. | При сушке. | При смешивании. | |||
0,5. |
Таблица 3 Коэффициент для учёта условий плавки.
Условия плавки. | Для стали. | Для чугуна. |
Плавка легированной стали. | 0,85. |
Таблица 4 Оборудование пылеулавливания.
Аппарат, установка. |
Батарейные циклоны типа БЦ-2. |
Таблица 5 Удельное выделение пыли (кг/т) при обработке материалов на этапе литейного производства.
Вид работ. | Песок. | Глина. |
Перемещение материала одноковшовым экскаватором производительностью до 90 куб. м/ч. | 0,05. | 0,04. |
Перемещение материала местными кранами с грейферными механизмами и канатно-скреперными установками производительностью до 17 куб. м/ч. | 0,15. | 0,12. |
Таблица 6 Выделение пыли в процессах сушки шихтовых и формовочных материалов.
Оборудование. |
Сушильные барабаны горизонтальные производительностью до 5 т/ч. |
Сушильные барабаны производительностью 15−20 т/ч. |
Таблица 7 Выделение пыли в процессе смешивания материала.
Оборудование. |
Смесители периодического действия с вертикально-вращающимися катками производительностью до 60 т/ч. |
Таблица 8 Выделение оксида углерода при заливке чугуна в формы и охлаждении отливок.
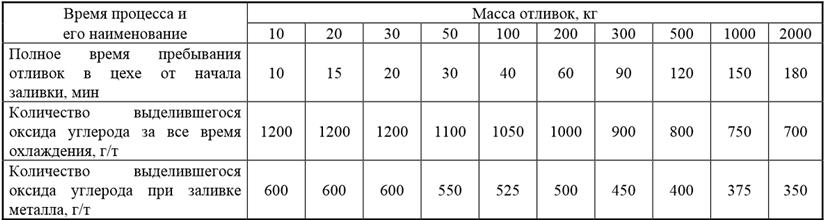
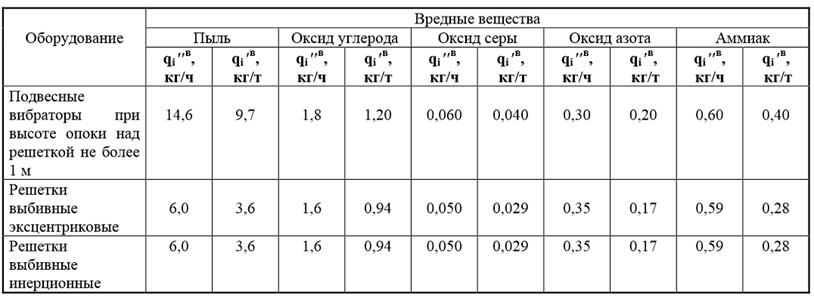
Таблица 9 Выделение вредных веществ при выбивке форм и стержней.
отливка загрязняющий металл Таблица 10 Выделение пыли при первичной очистке литья чёрных металлов.
Процесс и технологическое оборудование. | Чугун. | Сталь. | ||
qп ??о, кг/ч. | qn?о, кг/т. | qп ??о, кг/ч. | qn?о, кг/т. | |
Дробеструйная очистка. | ||||
Камеры очистные дробеструйные, обслуживаемые рабочими снаружи камеры, диаметр сопла 6−8 мм. | ||||
Тупиковые. | 24,0. | 8,0. | 18,1. | 12,1. |
Проходные. | 77,4. | 12,4. | 58,2. | 19,3. |
Камеры очистные дробеструйные, обслуживаемые рабочими, находящимися внутри камеры, диаметр сопла 10−12 мм. | ||||
Тупиковые. | 46,4. | 18,5. | 34,9. | 27,9. |
Проходные. | 178,5. | 25,5. | 134,2. | 38,4. |
Расчет предельно допустимого выброса и его рассеивания Плавка металла и разлив металла в формы.
В качестве плавильных агрегатов используются вагранки открытого и закрытого типа, электродуговые и индукционные печи.
Валовые выбросы загрязняющих веществ (кг/год), выделяющиеся при плавке металлов, определяются по формуле:
где q?i — удельное выделение веществ на единицу продукции, кг/т;
B — количество выплавляемого металла в год, т;
в — поправочный коэффициент для учета условий плавки,.
зт — эффективность очистки улавливающих аппаратов, %;
A — коэффициент, учитывающий исправную работу очистного оборудования.
При отсутствии очистных аппаратов зт=0.

Мплпыль = = 174,7 214.

Мплоксид углерода = = 1740,6312.

Мплоксид азота = = 0,12 185.

Мплоксид серы = = 13,055.

Мплфториды = = 22,629.

Мплцианиды = = 10,526.
Максимально разовые выбросы загрязняющих веществ (г/с) определяются по формуле:
где q?i — удельное выделение веществ в единицу времени, кг/ч.
Закрытые чугунолитейные вагранки производительностью 5−10 т/ч при плавке чугуна выделяют в среднем на тонну выплавляемого металла:
пыли — 11,5 кг, оксида углерода — 193 кг,.
сернистого ангидрида — 0,4 кг,.
углеводородов — 0,7 кг.
Gплпыль = = 13,9 778.
Gплоксид углерода = = 130,97 778.
Gплоксид азота = = 0,018.

Gплоксид серы = = 0,9823.

Gплфториды = = 1,7028.

Gплцианиды = = 0,0234.
Подготовительное отделение Валовые выбросы пыли в процессах переработки шихтовых и формовочных материалов (кг/год) определяются по формуле:
где q? n — количество выделяющейся пыли на единицу массы перерабатываемого материала, кг/т;
Б — количество перерабатываемого материала за год, т.

Мпоп песок = = 24,57 463.
Максимально разовые выбросы пыли (г/с) определяются по формуле:
— с учетом производительности технологического оборудования.
— с учетом времени работы участка в год.
— с учетом удельных выделений загрязняющих веществ на единицу времени работы оборудования.
где q?n — количество выделяющейся пыли на единицу времени работы оборудования, кг/ч.
Gпоп = = 141,289.
Выбивка отливок.
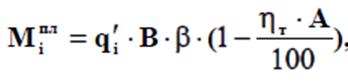
Валовые выбросы загрязняющих веществ, выделяющихся при выбивке (кг/год), определяются по формуле:
где q?iв — удельное выделение веществ на единицу выплавляемого металла, кг/т.

Мвпыль = = 33,3432.

Мвоксид углерода = = 8,7063.

Мвоксид азота = = 0,2686.

Мвоксид серы = = 1,5746.

Мваммиак = = 2,5934.
Максимально разовые выбросы загрязняющих веществ, выделяющихся при выбивке (г/с), определяются по формуле:
где q?iв — удельное выделение веществ на единицу времени работы оборудования, кг/ч.
Gвпыль = = 1,4034.
Gвоксид углерода = = 0,3743.
Gвоксид азота = = 0,0117.
Gвоксид серы = = 0,0819.
Gваммиак = = 0,1379.
Очистка отливок.
Валовые выбросы пыли при очистке литья черных металлов (кг/год) определяются по формуле:
где q?nо — удельное выделение пыли на единицу массы отливок, кг/т;
Л — количество обрабатываемого металла за год, т.

Моп = = 114,849.
Максимально разовые выбросы пыли (г/с) определяются по формуле:
где q?nо — количество выделяющейся пыли на единицу времени работы оборудования, кг/ч.
Gоп = = 18,103.
Вывод: «При использовании электродуговой печи, при плавке чугуна, на 34 тыс. т изготавливаемого металла приходится выбросов пыли-346,8298.
CO-1749,3375.
NO-0,39 045.
SO-14,6293.
Фториды-22,6283.
Цианиды- 17,2564.
NH-2,5934.