Расчет и проектирование микроманипуляторов с пьезоприводами
Мировой лидер в производстве микроманипуляторов — японская компания NARISHIGE — выпустила на рынок манипуляторы с пьезоэлектрическими приводами точных перемещений, установленными на модулях грубых перемещений с гидропередачей. Для получения точных перемещений (в зоне до 0,1 мм по каждой степени свободы) в них используются составные пьезоэлектрические преобразователи (ПП), состоящие из набора… Читать ещё >
Расчет и проектирование микроманипуляторов с пьезоприводами (реферат, курсовая, диплом, контрольная)
1. РАСЧЕТ И ПРОЕКТИРОВАНИЕ МИКРОМАНИПУЛЯТОРОВ С ПЬЕЗОПРИВОДАМИ
Последние достижения в области медицины и биологии, в частности в генной инженерии (клонирование) и цитологии, в немалой степени обязаны бурному развитию микроманипуляционных систем, способных проводить тончайшие операции на клеточном уровне. Рабочими органами таких устройств служат микропипетки, микроинъекторы и микроэлектроды.
Современные микроманипуляторы обычно имеют два уровня перемещений — грубые и точные. Первые осуществляются в относительно больших зонах (20…40 мм) на скоростях до 10 мм/с при разрешении 0,1 мм за счет ручного или электромеханического приводов, в состав которых входят электродвигатели и механические передачи (реечные, винтовые). Точные перемещения (ход до 1…2 мм) при максимальном разрешении 0,2 мкм осуществляются с помощью модулей, установленных на приводах грубых перемещений, включающих электромеханические приводы с червячными, рычажными и ленточными передачами, или с мембранными объемными гидравлическими передачами. В основном эти микроманипуляционные системы имеют по три степени свободы на модулях грубого и точного перемещений.
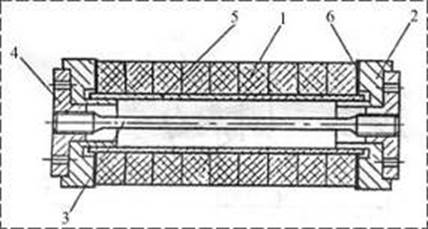
Мировой лидер в производстве микроманипуляторов — японская компания NARISHIGE — выпустила на рынок манипуляторы с пьезоэлектрическими приводами точных перемещений, установленными на модулях грубых перемещений с гидропередачей [1]. Для получения точных перемещений (в зоне до 0,1 мм по каждой степени свободы) в них используются составные пьезоэлектрические преобразователи (ПП), состоящие из набора пьезокерамических шайб. Примером может быть образец (рис. 1), состоящий из пакета секций 1тонких пьезокерамических шайб (ПКШ) и имеющий по концам два фланца 2, стянутых винтовой шпилькой 3 с тонкой средней частью посредством двух гаек 4. Стяжка секций необходима для выборки зазоров и люфтов между ПКШ, повышения жесткости пьезоэлектрического привода и уменьшения петли гистерезиса. Тонкостенная пластмассовая втулка 5 служит в качестве изолятора и элемента, центрирующего весь пакет секций ПКШ. Слюдяные шайбы 6 также являются изоляторами, обладающими высокой жесткостью при сжатии. Обычно секция 1 состоит из 10…20 ПКШ толщиной 0,5…1 мм с серебряными электродами, нанесенными на плоские торцевые поверхности, которые электрически параллельно соединены между собой.
Для увеличения диапазона перемещений пьезопривода может быть использован простейший принцип мультиплекции перемещений — применение разноплечного рычага. На рис. 2 показано устройство, состоящее из ПП1, рычага 2 с упругим шарниром 3 и выходного звена 4. Коэффициент мультиплекции этой системы k =L/lp. Однако такие конструктивные решения становятся громоздкими.
Особенностью ПП является то, что они представляют собой твердотельные элементы, преобразующие электрическую энергию в энергию механического движения, которые могут быть достаточно просто закреплены на механических передаточных звеньях или исполнительных органах. Они фиксируются на механических частях обычно с помощью клеевых или резьбовых соединений.
Управляемое перемещение этих звеньев осуществляется за счет изменения формы и (или) размеров ПП, являющихся конструктивными элементами механической цепи манипулятора.
Пьезокерамические элементы имеют высокую надежность, поэтому применение их в механических системах не снижает общего уровня надежности. Однако узким местом при их применении является хрупкость пьезокерамики. ПП не требуют смазки, они не подвержены коррозии, могут работать при температурах до 400 °C. КПД преобразования электрической энергии в механическую близок к КПД электромагнитных систем.
Важный принцип мехатроники, заключающийся в соединении в единую систему электромеханических преобразователей энергии, передаточных механизмов и рабочих органов, может быть воплощен при разработке микроманипуляторов с помощью ПП, встроенных в передаточные механизмы или даже непосредственно в рабочие органы. Этим достигается высокая компактность устройств в целом.
Для микроманипуляционных систем перспективно использование биморфных пьезоэлектрических преобразователей (БПП) [2], которые соответствуют указанному принципу мехатроники. В них используются изгибные деформации многослойных структур, состоящих из активных — пьезоэлектрических слоев и неактивных — металлических или полимерных слоев. При определенном направлении поляризации пьезокерамических элементов в них возникают управляемые изгибные деформации, которые приводят к многократному увеличению перемещений по сравнению с ПП, работающими на растяжение — сжатие. Кинематические упругие устройства со встроенными в них БПП становятся активными, т. е. кроме обеспечения заданной траектории движения они одновременно служат для преобразования электрической энергии в механическую [3].
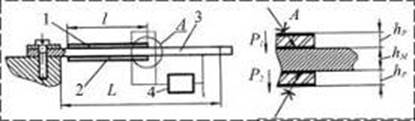
Наиболее технологичной является конструкция БПП, состоящая из двух пьезокерамических пластин 1, 2 с одинаковым направлением векторов поляризации P1 и P2 и металлической рессоры 3, склеенных между собой. Электрическое напряжение подается от источника 4 на электроды пьезокерамических пластин 1 и 2. Толщина пьезоэлемента hp обычно не превышает 1 мм, а толщина металлической рессоры hм — не более 0,5 мм. Соотношение длин l/L может меняться от 0,3 до 1.
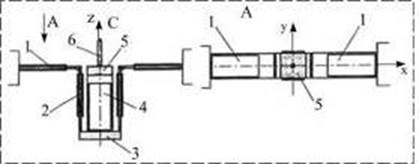
Последовательное соединение трех БПП может послужить основой для создания модуля точных перемещений с тремя степенями свободы. Авторы предлагают компактное устройство микроманипулятора. Расположенные в одной плоскости два БПП 1 с одной стороны консольно закреплены на модуле грубых перемещений, а с другой — жестко связаны со второй парой БПП 2, которые параллельны друг другу. В свою очередь, с другой стороны БПП 2 связаны с жесткой платформой 3, образуя упругий параллелограмм. На противоположных гранях платформы 3 зафиксированы два других параллельно расположенных БПП 4, концы которых установлены на второй жесткой платформе 5, образуя второй упругий параллелограмм. На платформе 5 находится рабочий орган 6 (например, микроэлектрод). При подаче напряжения на БПП 1 точка C выходного звена совершает перемещение вдоль оси z, при подаче напряжения на БПП 2 точка C перемещается по оси x, а при подаче напряжения на БПП 4 точка C движется по оси y.
Такое схемное решение модуля точных перемещений позволяет перемещать рабочий орган в зоне 1?0,5?0,5 мм при максимальных линейных габаритах модуля до 60 мм. Оно имеет невысокую жесткость из-за последовательного соединения БПП и, как следствие, невысокое быстродействие.
Повышение жесткости и упрощение конструктивной схемы манипулятора может быть достигнуто за счет применения активного упругого шарнира (АУШ) на базе металлической рессоры с наклеенными на ней двумя парами пьезокерамических пластинок, образующих два БПП, у которого в точке 0 закреплено выходное звено в виде жесткого стержня (расчетная схема такого устройства показана).
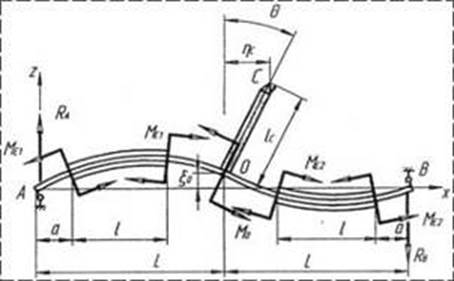
Концы рессоры в точках A и B имеют сосредоточенные упругие шарниры, моменты реакции в которых незначительны. Схема с АУШ выгодно отличается от предыдущей схемы тем, что при подаче на оба БПП напряжения противоположной полярности рессора изгибается таким образом, что точка Cвыходного звена совершает качание вокруг точки 0, а при подаче напряжения одинаковой полярности выходное звено движется поступательно. Таким образом, эта малогабаритная конструктивная схема имеет две степени свободы.
Для осуществления перемещения точки 0 на два БПП подаются различные по амплитуде и фазе напряжения U1 и U2 которые в расчетах можно заменить эквивалентными моментами ME1 и ME2, изгибающими БПП:
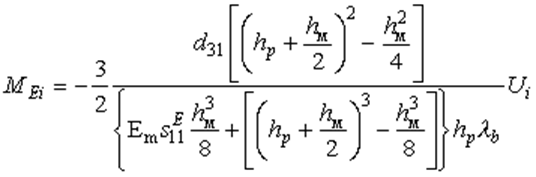
где — податливость пьезокерамики при постоянной напряженности электрического поля; d31 — пьезоэлектрический модуль пьезоэлемента при действии электрического напряжения в направлении, перпендикулярном его деформации; Eм — модуль Юнга для металла рессоры; hp — толщина пьезокерамических пластинок; hм — толщина металлической рессоры; лb — податливость сечения БПП.
В нашем случае БПП представляет собой композит, состоящий из трех склеенных слоев, поэтому податливость поперечного сечения определяется формулой [4]:
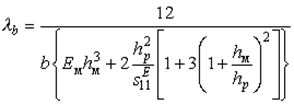
.
где b — ширина БПП, равная ширине как пьезоэлементов, так и рессоры.
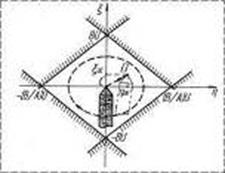
Рассчитав перемещения точки C выходного звена упругой системы при действии эквивалентных моментов, определим рабочую зону выходного звена модуля точных перемещений. Пусть напряжения U1 и U2 изменяются в пределах —U?Ui?U, i=1, 2 тогда область, в которой может находиться точка C, будет ограничена четырьмя прямыми линиями и будет представлять собой ромб (рис. 6, штриховой линией показана эллиптическая траектория движения точки С при подаче гармонического напряжения на два БПП со сдвигом фаз на угол 90°):
где оC и зC — перемещения точки C по осям о и з соответственно, ;

.
Для упругой системы, имеющей следующие числовые значения параметров: L=40 мм, l=30мм, a=10 мм, b=15 мм, hм=0,1 мм, hp=0,8 мм, lC=40 мм, EM=0,71Ч105 МПа (дюралюминий), S11E=10,7· 10−6 МПа-1, d31=-158· 10−12 Кл/Н (пьезокерамика ЦТБС-3), в диапазоне изменения напряжений -500B?U1,2?500Bполучим эквивалентные моменты в диапазоне M1,2=±0,10 Н· м и следующие диапазоны перемещений: о0E=±0,13 мм, з0E=±0,13 мм, и0E=±0,19°. Таким образом, рабочая зона перемещений представляет собой квадрат. При одновременном действии эквивалентных моментов в указанном диапазоне и момента нагрузки M0 его значение, при котором выходное звено не сможет повернуться (и0=0), составит M0=0,10 Н· м.
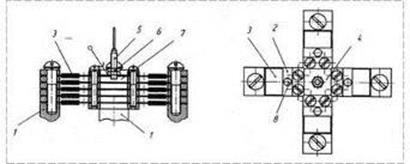
Повышение быстродействия и увеличение числа степеней свободы до трех может быть получено при крестообразном соединении двух рессор с БПП. Конструктивная схема экспериментального образца показана на рис. 7. На модуле грубых перемещений 1 закреплены параллельно расположенные рессоры 2с БПП 3, к концам которых прикреплена одна крестообразная рессора 4. В ее центре расположено выходное звено 5, закрепленное с помощью гайки 6 и контргайки. Рессоры с БПП собираются в пакеты с помощью планок 7. Отверстия 8 необходимы для уменьшения жесткости рессор 2. При подаче различных по фазе и по амплитуде напряжений на плечи манипулятора выходное звено 5 может двигаться как в вертикальном направлении, так и качаться вокруг горизонтальных взаимно перпендикулярных осей. Параллельное соединение нескольких рессор с БПП в каждом плече позволяет повысить жесткость системы и компенсировать погрешности перемещения, вызванные гистерезисом пьезокерамического материала. микроманипулятор пьезопривод биморфный преобразователь.
Таким образом, разнообразные упругие системы с БПП позволяют создать микроманипуляторы с несколькими степенями свободы, имеющие малые габаритные размеры и высокую точность отработки задаваемых перемещений.
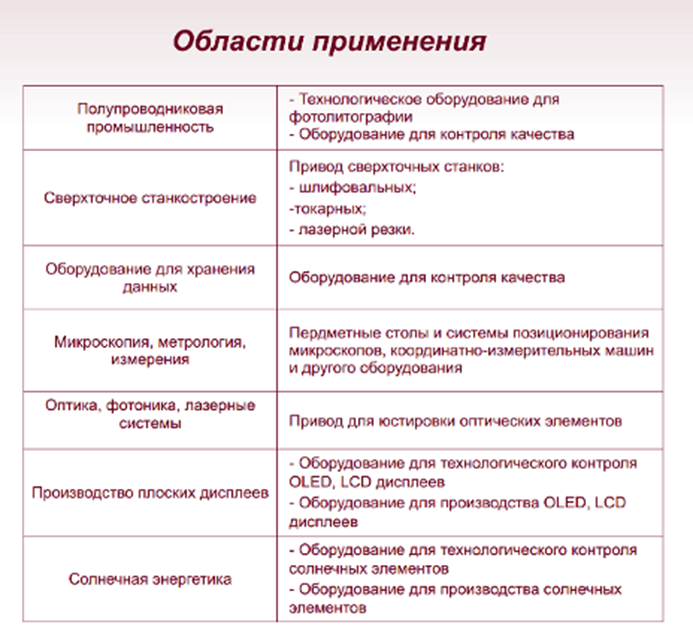
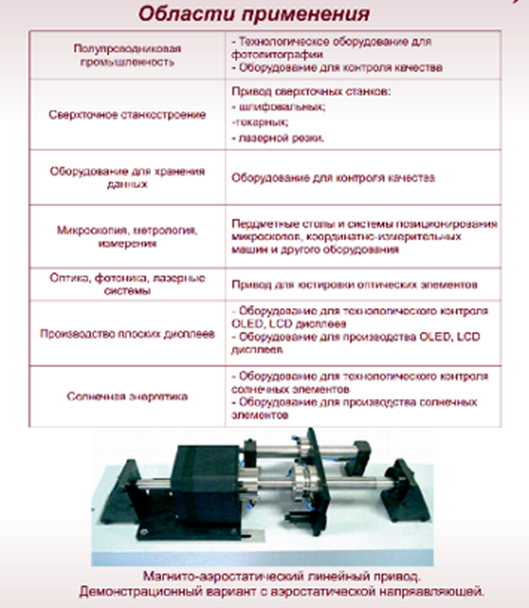
Применение.
| Целевые рынки.
|
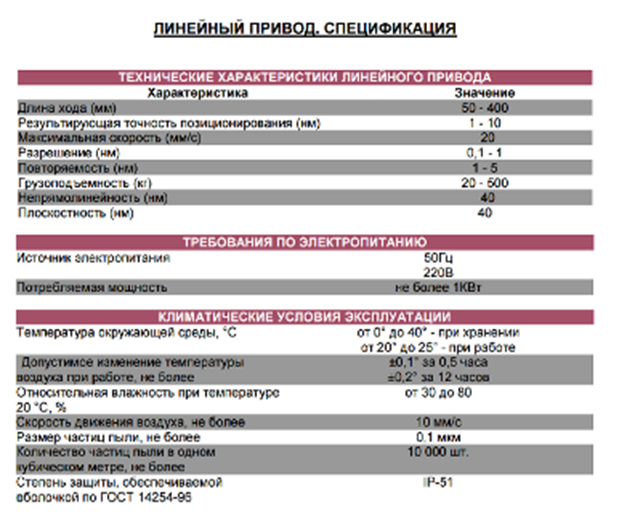
Обзор на бесконтактный линейный привод:
Полностью бесконтактный линейный привод обеспечивает нанометровую точность позици онирования и прямолинейность траектории на больших длинах хода при сравнительно небольших габаритах и эксплуатационных затратах. При этом, жесткость бесконтактного линейного привода значительно превышает жесткость аналогов.
Основные узлы линейного привода:
- · Бесконтактная Магнитная Винтовая Передача (БМВП)
- · Аэромагнитная направляющая
БМВП — это ключевой узел линейного стола, который обеспечивает нанометрую точность перемещения. Механизм БМВП аналогичен обычной паре винт-гайка: при повороте винта гайка совершает поступательное движение. Однако БМВП — это полностью бесконтактный механизм, за счет чего обеспечивается нанометровая точность позиционирования и отсутствие потерь на трение.
Для обеспечения максимально высокой плоскостности и прямолинейности перемещений в конструкции линейного привода использованы лучшие в своем классе бесконтактные аэромагнитные направляющие. Для контроля перемещений разработана и опробована специальная система управления бесконтактным линейным приводом. За счет этих узлов достигаются рекордно высокие эксплуатационные характеристики линейного привода.
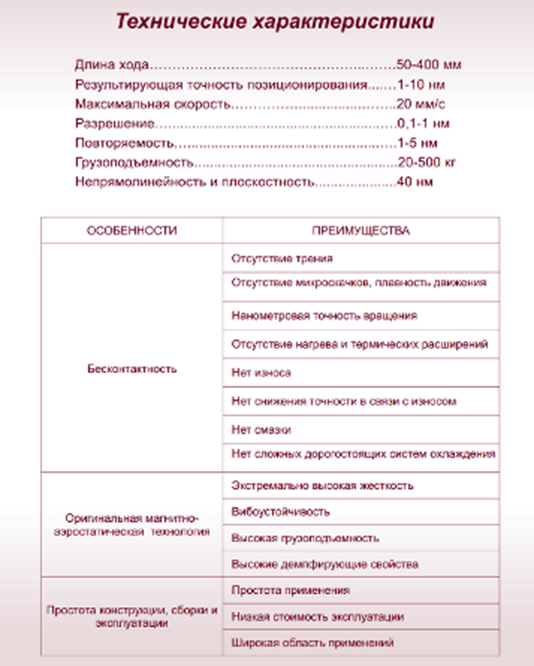
Основные преимущества
Линейный привод идеально подходит для целого ряда высокоточных приложений, в частности:
- · сканирование поверхности и нано-измерения;
- · калибровка приборов;
- · шлифование и алмазное точение;
- · юстировка оптических элементов;
- · фотолитография;
- · контроль эпитаксиальных подложек;
- · и др.
Линейный привод полностью бесконтактный, поэтому не имеет потерь на трение, не подвергается износу даже при грубых режимах работы, а также не требует сложных и дорогостоящих систем охлаждения. Бесконтактность дает возможность перемещаться с нанометровой точностью без микроскачков, которые имеют место в приводах с элементами качения.
Все детали линейного привода изготовлены с применением точного оборудования и подвергаются строгому выходному контролю. Линейный привод устанавливается на гранитной станине и имеет гранитный предметный стол для обеспечения высокой температурной стабильности.
Возможна оптимизация конструкции привода с учетом конкретных задач.
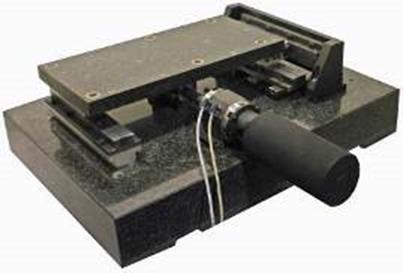
Магнито-аэростатический линейный привод.
Нанометровая точность позиционирования на большой длине хода Способ бесконтактного перемещения за счет магнито-аэростатических узлов для обеспечения нанометровой точности.
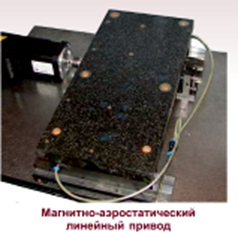


В состав линейнеого привода входят:
- — Бесконтактня магнитная винтовая
- — Аэромагнитные направляющие
Для контроля перемещения разработана и опробована специальная система управления бесконтактным линейным приводом. Бесконтактная магнитная винтовая передача обеспечивает нанометровую точность позиционирования на большой длине хода. Для обеспечения максимально высокой плоскостности и прямолинейности перемещений в конструкции линейного привода использованы лучшие в своем классе бесконтактные аэромагнитные направляющие.
Аэромагнитные линейные направляющие:
Пассивные узлы позиционирования, предназначенные для обеспечения нанометровой точности траектории и правильного восприятия движущих усилий.
Принцип действия
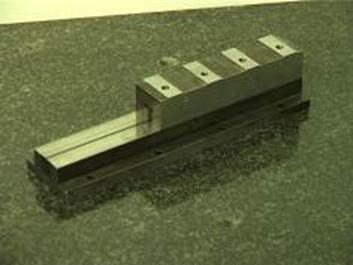
Принцип действия аэромагнитных направляющих основан на оригинальном запатентованном способе бесконтактного перемещения. Направляющие содержат подвижную танкетку и рельс, который закрепляется на жестком основании. Специальная система из постоянных магнитов обеспечивает высокую жесткость направляющей, а аэростатические подшипники создают постоянный зазор между танкеткой и рельсом.
Преимущества
Аэромагнитные направляющие значительно лучше традиционных аэростатических, гидростатических направляющих и направляющих качения. Они обладают высочайшей жесткостью и грузоподъемностью (превосходят аналоги в 5 — 10 раз) при полном отсутствии контакта между деталями.
Все детали аэромагнитных направляющих изготовлены с применением точного оборудования и подвергаются строгому выходному контролю. Аэромагнитные направляющие разработаны специально для использования в составе сверхточных приводов для технологического и измерительного оборудования.