Причины брака при обработке металла
Практика помогла приобрести навыки практической работы по специальности технолога машиностроения, а также умение обращаться и работать на вычислительной технике и закрепить теоретические знания, полученные в колледже за время обучения. В этом случае, следует выявить причину брака, т. е. проверить, правильно ли выбраны тип и размер фрезы, геометрические параметры режущей части, режимы резания… Читать ещё >
Причины брака при обработке металла (реферат, курсовая, диплом, контрольная)
Виды брака на производстве
Брак наносит большой ущерб народному хозяйству. Потери от брака приводят к увеличению себестоимости продукции, уменьшению ее выпуска увеличению расхода металла и дезорганизации производства.
Очень важно своевременно обнаружить брак и предупредить в дальнейшем его появление. На обработанных цилиндрическими и торцовыми фрезами деталях возможны такие виды брака:
- 1. Несоблюдение размеров детали из-за погрешностей отсчета перемещения стола станка в требуемых направлениях при установке глубины фрезерования или из-за погрешностей измерения.
- 2. Погрешности формы появляются при обработке заготовок с большой глубиной фрезерования, особенно с неравномерным припуском при недостаточной жесткости системы станок — приспособление — инструмент — деталь. фрезерование брак шероховатость
- 3. Погрешности расположения обработанных плоскостей или отклонения от заданного угла наклона и др. Причиной такого брака может быть неправильная установка заготовки в поворотных тисках, на поворотных столах или в приспособлениях.
Этот вид брака может быть и при правильном отсчете углов поворота заготовки оси фрезы, но при плохой очистке от стружки поверхностей стола и опорных поверхностей тисков и др., а также при наличии заусенцев на ранее обработанной плоскости. Причиной неточного угла наклона сопрягаемых плоскостей может быть и неточная разметка угла.
- 4. При работе набором фрез брак может быть вызван неправильным расположением фрез по длине на оправке или неправильным выбором размера фрез.
- 5. Пониженный класс чистоты поверхности может возникнуть и вследствие неправильной заточки фрезы, биения фрезы, большого износа или выкрашивания режущих кромок зубьев.
В этом случае, следует выявить причину брака, т. е. проверить, правильно ли выбраны тип и размер фрезы, геометрические параметры режущей части, режимы резания и прежде всего подача на зуб, условия закрепления заготовки, биение фрезы и др.
Многие причины можно предотвратить при внимательном наблюдении за работой станка и инструмента в процессе фрезерования.
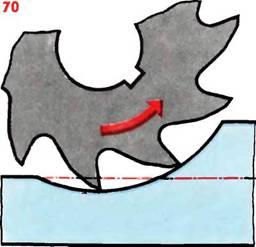
6. Брак обработанной поверхности из-за подрезания при фрезеровании. Иногда приходится выключать подачу, когда проход еще не закончен, а фреза продолжает вращаться.
Так как оправка была нагружена силой резания и немного изогнулась, а процесс резания прекращен, то под действием упругих деформаций она вернется в исходное положение.
При этом фреза врежется в металл несколько глубже в том месте, которое окажется под фрезой в момент выключения подачи (рис.70). Это явление носит название «подрезание» и приводит к браку обработанной поверхности.
Явление подхватывания может иметь место при попутном фрезеровании и наличии большого зазора в соединении винт-гайка.
В этом случае процесс резания протекает с неравномерной подачей, оправка прогибается и фреза подхватывает деталь (рис. 71,а), фреза стремится повернуться вокруг зуба, А с наибольшей толщиной среза.
Если своевременно не прекратить процесс резания, то дальнейшая работа может привести к быстрому износу винтовой пары, порче обработанной поверхности заготовки и даже к поломке оправки или фрезы.
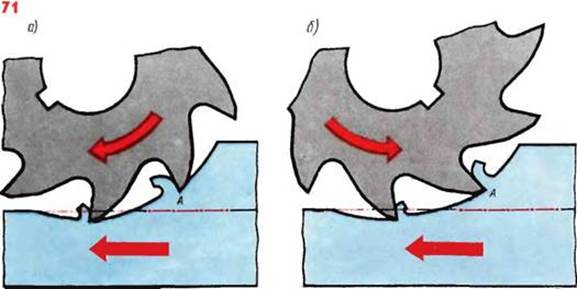
В таких случаях необходимо устранить люфт в соединении винт-гайка или производить обработку по методу встречного фрезерования.
И при встречном фрезеровании (рис. 71,б) может произойти подхватывание, если производить фрезерование с чрезмерно большой подачей на зуб при закреплении фрезы на нежесткой оправке, особенно в условиях неравномерного фрезерования.
7. Брак из-за вибраций при фрезеровании.
Наличие вибраций оказывает отрицательное влияние не только на шероховатость обработанной поверхности, но значительно сокращает стойкость фрезы и уменьшает срок службы станка.
Вибрации при фрезеровании вызываются прежде всего неравномерностью самого процесса фрезерования.
Для устранения или уменьшения вибраций необходимо стремиться к тому, чтобы число одновременно работающих зубьев фрезы было как можно больше.
В некоторых случаях приходится применять специальные устройства для гашения колебаний — виброгасители.
Во всех случаях проявления брака необходимо остановить станок и попытаться выяснить и устранить причины брака.
В случае затруднений следует обратиться к наладчику или мастеру участка.
Во время практики ознакомились со структурой предприятия, экономикой, организацией и планированием производства, правовыми вопросами, охраной труда и окружающей среды, контролем качества продукции.
Были изучены основные характеристики выпускаемых заводом машин, их конкурентоспособность. Были приобретены навыки работы с конструкторской и конструкторско-технологической документацией, справочной документацией.
Практика помогла приобрести навыки практической работы по специальности технолога машиностроения, а также умение обращаться и работать на вычислительной технике и закрепить теоретические знания, полученные в колледже за время обучения.
Также было выполнено индивидуальное задание, в котором представлены сведения для дальнейшего выполнения курсового и дипломного проектов.
- 1. В. А. Аршинов, Г. А. Алексеев «Резание металла и режущий инструмент» М., «Машиностроение» 1986 г.
- 2. С. К. Боголюбов «Черчение» М., «Машиностроение» 1986 г.
- 3. А. В. Горохов «Проектирование и расчет приспособления».
- 4. В. К. Смирнов «Токарь расточник».
- 5. В. Б. Гокун «Основы технической подготовки производства в машиностроении»