Развитие навыков практической работы студентов в области разработки технологий повышения износостойкости и восстановления деталей машин
Данные организации с готовностью представляют базы производственных и преддипломных практик, исходную документацию для выполнения дипломного проекта, студенты принимают участие в исследованиях, направленных на решение конкретных производственных задач. Так в рамках дисциплины «Основы технологии лазерной обработки», а также при выполнении дипломных проектов, студенты кафедры МТМ принимают активное… Читать ещё >
Развитие навыков практической работы студентов в области разработки технологий повышения износостойкости и восстановления деталей машин (реферат, курсовая, диплом, контрольная)
Формирование профессиональной компетентности и конкурентоспособности инженера на рынке труда предполагает необходимость обеспечения высокого качества подготовки инженерных кадров, что невозможно без организации и проведения лабораторных курсов по учебным дисциплинам, ориентированным на передовые технологии. Но, как правило, лабораторные работы являются наиболее дорогостоящим видом учебных занятий, организация которых требует существенных материальных затрат, что весьма обременительно для большинства учебных заведений в России. Кафедра материаловедения и технологии материалов Аэрокосмического института ОГУ осуществляет подготовку инженерных кадров по специальности «Оборудование и технология повышения износостойкости и восстановление деталей машин и аппаратов». Для подготовки будущих высококвалифицированных инженеров, ориентированных на работу в машиностроительной отрасли, необходима ориентация студентов на решение реальных производственных задач предприятий.
Сейчас на предприятиях машиностроительного комплекса все больше внедряются в производство современные наукоемкие технологии, направленные на повышение качества и конкурентоспособности выпускаемой продукции.
Для повышения качества образовательного процесса кафедра поддерживает деловые связи с машиностроительными предприятиями Оренбургской области, такими как ОАО ПО «Стрела», ООО «Технология», ОАО «Завод бурового оборудования», ОАО «Завод гидравлических прессов „МЕТАЛЛИСТ“».
Данные организации с готовностью представляют базы производственных и преддипломных практик, исходную документацию для выполнения дипломного проекта, студенты принимают участие в исследованиях, направленных на решение конкретных производственных задач. Так в рамках дисциплины «Основы технологии лазерной обработки», а также при выполнении дипломных проектов, студенты кафедры МТМ принимают активное участие в исследованиях, направленных на оптимизацию технологии лазерной наплавки и термической обработки. При этом необходимые для проведения исследований образцы изготавливают на предприятиях, имеющих необходимое современное оборудование, а исследование структуры и свойств студенты проводят в лаборатории кафедры МТМ.
В машиностроении лазерные технологические комплексы применятся при термической обработке, резке и при наплавке материалов. В рамках дисциплины «Основы технологии лазерной обработки» студенты знакомятся с устройством и принципом работы современной автоматизированной системы лазерной наплавки.
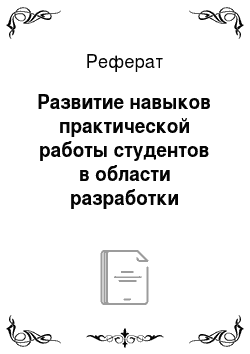
Типовая схема лазерного технологического комплекса для наплавки деталей представлена на рисунке 1а. Внешний вид комплекса представлен на рисунке 2. Основными элементами данного комплекса являются лазер, внешний оптический тракт, манипулятор, порошковый дозатор, система управления. Лазер служит для генерации излучения. Манипулятор предназначен для позиционирования и перемещения лазерного излучения, которое фокусируется на поверхность наплавляемой детали через внешний оптический тракт и систему линз. Порошковый дозатор, применяется для принудительной подачи порошка непосредственно в расплавленную ванну материала основы. Система управления (контроллер) связывает работу порошкового дозатора, манипулятора и вращателя, а также позволяет контролировать режим работы генератора лазерного излучения. Управление осями шести координатного манипулятора можно осуществлять как с пульта управления, так и с компьютера (программа RobotStudio). Компьютерное приложение RobotStudio (рисунок 1б) предназначено для работы в режиме онлайн с контроллером в дополнение к пульту управления, позволяет использовать дополнительные средства программирования и имитации движения лазерного технологического комплекса. Пульт управления состоит из аппаратных и программных средств и представляет собой компьютер с полным набором необходимых компонентов. Это составная часть контроллера, подключенная к нему с помощью встроенного кабеля и разъема.
а б.
Рисунок 1 — Структурная схема роботизированного лазерного комплекса (а) и пример программы приложения RobotStudio (б).


а б.
Рисунок 2 — Роботизированный лазерный комплекс: внешний вид (а), схема комплекса (б)
Применение такой роботизированной системы наплавки наиболее эффективно, когда необходимо обеспечить достаточно сложную траекторию движения лазерного луча по нескольким координатам. При этом перемещение наплавочной головки осуществляется манипулятором без применения специальной оснастки (центросместителей).
При проведении лабораторных работ по дисциплине «Основы технологии лазерной обработки» наплавленные или термообработанные на данном комплексе образцы студенты исследуют на предмет изменения и выявления особенностей структуры и свойств.
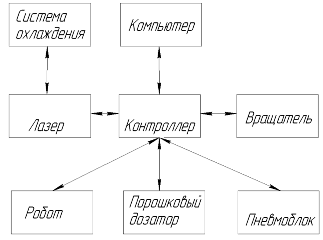
При выполнении дипломных проектов студенты принимают участие в разработке технологии обработки реальных деталей. Так, например, данным способом наплавляли шатунную шейку коленчатого вала (рисунок 3). При наплавке шатунной шейки с применением роботизированной системы манипулятор и вращатель осуществляли синхронизированное движение в четырёх координатах (x, y, z, б) (рисунок 4).
Смещение наплавочной головы по координатам x, y, z обеспечивается манипулятором, а вращение коленчатого вала по координате б — шаговым двигателем.
Описание движения элементов системы в программе производили в следующем порядке:
- — Задали точку начала рабочего движения наплавочной головки Тнач с координатами x, y, z, б.
- — Предварительно установили параметры технологического процесса (мощность излучения, расход наплавочного порошка, скорость вращателя щ, скорость перемещения манипулятора Vпер).
- — Описали смещение всей системы: вращение коленчатого вала (точки 1, 2, 3, 4, 5) с одновременным перемещением наплавочной головы (точки 1`, 2`, 3`, 4`, 5`) таким образом, что зазор? остаётся всегда строго постоянным.

Рисунок 3 — Наплавленная шатунная шейка коленчатого вала
Рисунок 4 — Схема движения шатунной шейки и наплавочного сопла.
практический студент лабораторный роботизированный Координаты смещения в пространстве описали следующим образом:
- 1 положение: x= Тнач (х)+0, y= Тнач (y)+0, z= Тнач (z)+0, б= Тнач (б)+0;
- 2 положение: x= Тнач (х)+D/2, y= Тнач (y)+ 0,25n, z= Тнач (z)-D/2, б= Тнач (б)+900;
- 3 положение: x= Тнач (х)+0, y= Тнач (y)+0,5n, z= Тнач (z)+ D, б= Тнач (б)+180;
- 4 положение: x= Тнач (х)-D/2, y= Тнач (y)+0,75n, z= Тнач (z)-D/2, б= Тнач (б)+270;
- 5 положение: x= Тнач (х)+0, y= Тнач (y)+n, z= Тнач (z)+0, б= Тнач (б)+360;
Перемещение положений 2−5 осуществили в цикле со смещением по оси у, в количестве L/n, где L — длинна восстанавливаемой шатунной шейки, n — шаг наплавки.
Последующие исследования структуры образцов показали отсутствие дефектов, и возможность применения композиции вида C-Fe-Cr-Ni-Si-B для восстановления особо ответственных изделий.