Анализ деятельности станкостроительного завода имени Седина в городе Краснодар
Механизм подач суппортов состоит из пяти коробок подач (по числу суппортов), от которых осуществляется рабочие и ускоренные перемещения суппортов. Рабочая подача осуществляется следующим образом: зубчатое колесо 9 через вал III и сменные зубчатые колеса, А и Б вращает вал IV с червяком 12, который передает вращение червячному колесу 13, смонтированному на валу VI; далее через сменные зубчатые… Читать ещё >
Анализ деятельности станкостроительного завода имени Седина в городе Краснодар (реферат, курсовая, диплом, контрольная)
1. Сведения о предприятии
Станкостроительный завод имени Седина — крупнейшее предприятие в городе Краснодар и одно из крупнейших на юге России. Основная сфера деятельности завода — производство токарно-карусельных станков и обрабатывающих центров с максимальным диаметром обработки от 500 до 5000 мм.
1.1 Краткая история
В 1911 году на месте современного завода было основано предприятие «Кубаноль» (Кубанская нефть) для производства оборудования и машин глубокого бурения. Предприятие активно развивалось, не прекращая свою деятельность во время Первой мировой войны. В 1915 году был выпущен первый токарный станок. В 1922 предприятие получило своё современное название — в честь токаря Седина Г. М., участника революционных событий, работавшего на нём до 1918 года и погибшего во время Гражданской войны.
В годы индустриализации завод быстро развивался, насыщался оборудованием и образованными рабочими и инженерами. В 1935 году был выпущен первый токарно-карусельный станок, а к 1937 г. определился приоритетный профиль завода — станкостроение, и в первую очередь — производство токарно-карусельных станков.
5 января 1940 года за УД-206−219 на базе Краснодарского станкостроительного завода им. Седина был создан вечерний техникум для подготовки технических специалистов, сейчас это: ФГОУ СПО Краснодарский машиностроительный колледж. Тогда обучение велось в производственных помещениях завода по двум специальностям. Преподавателями техникума стали опытные инженеры завода. В 1971 году по приказу Министра станкостроительной и инструментальной промышленности СССР директором завода назначен Елизаров Александр Викторович, возглавлявший завод до 1987 года. Под его непосредственным руководством завод стал крупнейшим в мире производителем токарно-карусельных станков. Продукция завода поставлялась за рубеж под марками STANKO и KSM.
В настоящее время компания ЗАО «Краснодарский станкостроительный завод Седин» осуществляет комплексную деятельность в области проектирования и производства токарно — карусельного оборудования и комплексных автоматизированных токарно — карусельных технологий крупногабаритной металлообработки в диапазоне от 1200 до 3200 мм.
1.2 Станок
Станок токарный шестишпиндельный вертикальный патронный полуавтоматический 1Б284 (рис.1) является станком последовательного действия и предназначен для обработки изделий из черных и цветных металлов в условиях крупносерийного и массового производства и рассчитан для работы при минимальной температуре окружающей среды +15 градусов Цельсия.
На станке можно производить следующие операции:
- 1. Обтачивание цилиндрических и конических поверхностей;
- 2. Растачивание цилиндрических и конических поверхностей;
- 3. Обтачивание торцевых поверхностей;
- 4. Сверление, зенкерование и развертывание;
Размеры обрабатываемых деталей должны соответствовать карте возможностей станка.
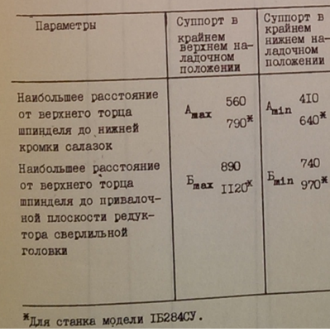
Рисунок 1.
По особому заказу станок может быть выполнен с удлиненной колонной для обработки более высоких деталей. В этом случае модели станка дополнительно присваивается шифр СУ (1Б284СУ).
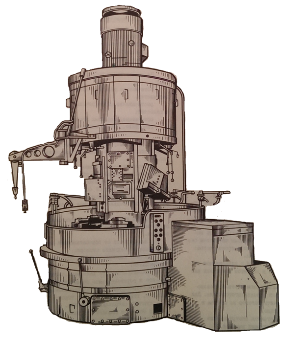
Рисунок 2. Схема кинематическая.
На верхнем венце станка установлен электродвигатель главного привода, вращение которого передается вертикальному валу I через упругую муфту.
На валу I смонтированы электромагнитные фрикционные муфты: ведущая (верхняя) и тормозная. От вала I движение передается по двум направления двумя кинематическими цепями. Первая кинематическая цепь служит для привода рабочих шпинделей и подач суппортов и состоит из зубчатых колес 3, 4, 29 и 30 и сменных зубчатых колес, А и Б. Вторая цепь — для выполнения цикла поворота стола — передает движение от зубчатого колеса 5 к нижнему распределительному барабану и кулисно-кривошипному механизму поворота стола. Зубчатое колесо 5 вращается все время пока включен электродвигатель главного привода, а зубчатое колесо 3 вращается только при включенном фрикционе.
Механизм подач суппортов состоит из пяти коробок подач (по числу суппортов), от которых осуществляется рабочие и ускоренные перемещения суппортов. Рабочая подача осуществляется следующим образом: зубчатое колесо 9 через вал III и сменные зубчатые колеса, А и Б вращает вал IV с червяком 12, который передает вращение червячному колесу 13, смонтированному на валу VI; далее через сменные зубчатые колеса В, Г, Д и Е и кулачковую муфту и червячному колесу 17 барабана подачи.
Величина рабочей подачи изменяется сменными зубчатыми колесами В, Г, Д, Е.
Основание служит опорой для всех составных частей станка, обеспечивающей правильное их взаимное расположение. Корпус основания представляет собой жесткую отливку цилиндрической формы. На наружном диаметре основания имеются приливы, на которых смонтированы 2 насоса: лопастной — для смазки и центробежный — для охлаждения. Внутри основание разделено на две изолированные полости, служащие резервуарами для смазочного масла и охлаждающей жидкости.
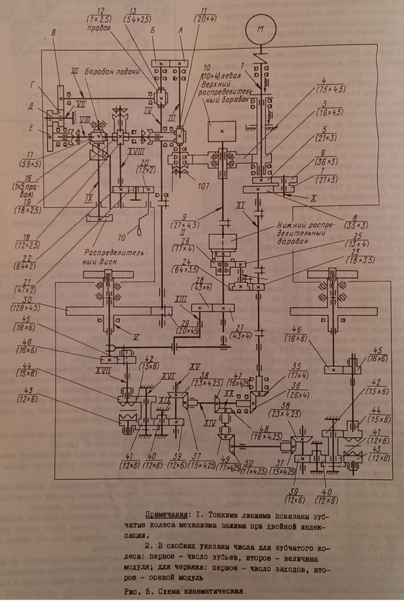
Рисунок 3.
Стол поворотный станка является опорой шести шпинделей 90. Высокая жесткость стола обеспечивает гашение вибраций, которые возникают в процессе работы станка. Наиболее оптимальная величина зазора находится в пределах 0,015 — 0,02 мм. Для предупреждения «провисания» стола на нижней шарикоподшипниковой опоре колонны от усилий резания стол нижней частью опирается на шесть регулируемых роликов 92, установленных на эксцентриковых пальцах 93.
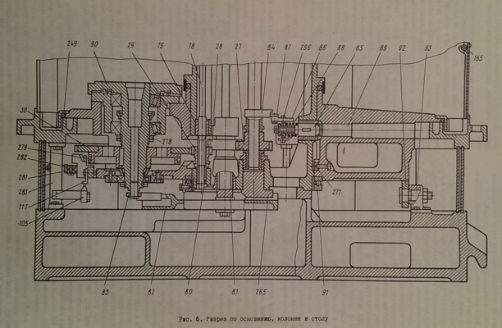
Рисунок 4.
Колонна станка представляет собой жестко скрепленную с основанием пустотелую стойку вверху — шестигранной, а внизу — цилиндрической и конической формы. На пяти гранях колонны крепятся направляющие, по которым перемещаются суппорты. Шестая грань — нерабочая, расположена в загрузочной зоне. На конической части колонны смонтирован стол.
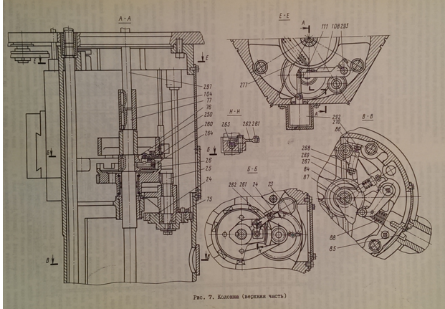
Рисунок 5. Венец нижний.
На корпусе венца нижнего установлены все основные механизмы главного движения станка. Корпус венца представляет собой круглую опорную плиту, жестко скрепленную с верхом колонны. На плите установлены 5 коробок подач.
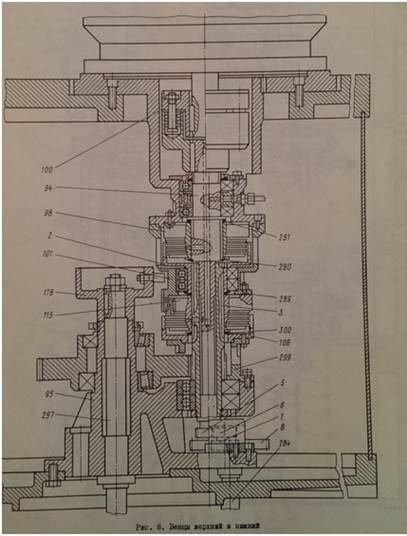
Рисунок 6. Коробки подач.
По конструкции они совершенно одинаковы и расположены вокруг центрального раздаточного колеса. Коробки подач сообщают суппортам рабочие подачи и быстрые установочные перемещения. Кроме того, они выполняют функции коробок скоростей и сообщают шпинделям вращение.
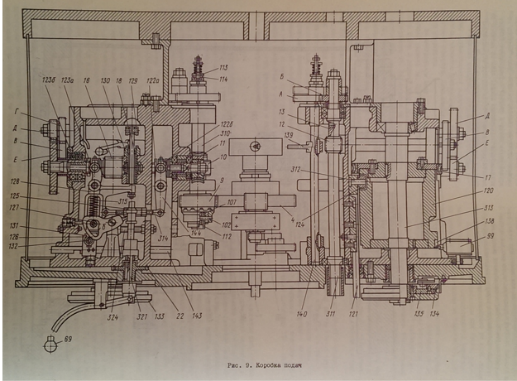
Рисунок 7. Механизм зажима изделия.
Механизм зажима вмонтирован в корпус основания со стороны загрузочной позиции. При повороте рукоятки 71 вправо кулачковая муфта 145 перемещается вверх. При этом она входит в зацепление с кулачками зубчатого колеса 44 и передает движение зубчатым колесам 45, 46 и далее на винтовую пару-винт 152 и гайку стакана, которая перемещает стакан 154 вместе с закрепленной на нем ползушкой патрона, осуществляя зажим обрабатываемого изделия.
При повороте рукоятки 71 влево кулачковая муфта входит в зацепление с кулачками зубчатого колеса 43. В этом случае осуществляется разжим обрабатываемого изделия.
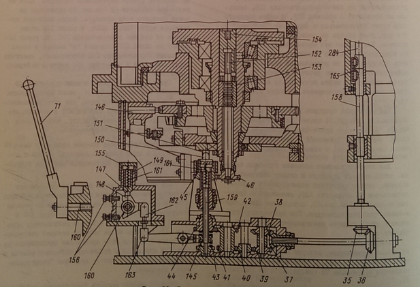
Рисунок 8.
Суппорт простой вертикальный имеет только вертикальное перемещение по направляющим колонны. Он состоит из корпуса 170, зажимного блока 171, подающей тяги 121 коробки подач и стержня 172 с упорным кольцом 173. На передней грани корпуса крепятся резцедержатели. Величина хода суппорта определяется высотой винтовой линии барабана подач 120 и равна 200 мм.
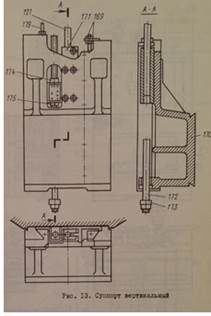
Рисунок 9.
Суппорт последовательного действия имеет вертикальное и горизонтальное перемещения. Он состоит из корпуса 180 и поперечной каретки 181, на передней грани которой крепятся державки с инструментами. Вертикальный ход суппорта равен 200 мм, горизонтальный — 100 мм.
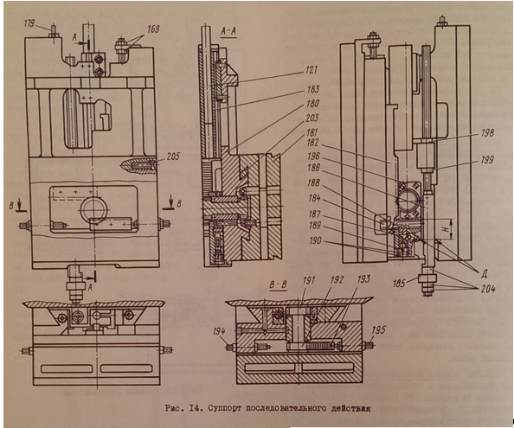
Рисунок 10.
Суппорт универсальный. Помимо вертикального перемещения, суппорт допускает перемещение в горизонтальном направлении под углом от 0 да 360 градусов. Суппорт состоит из корпуса 200, поворотной части 201 и поперечной каретки 202, на которой крепятся резцедержатели.
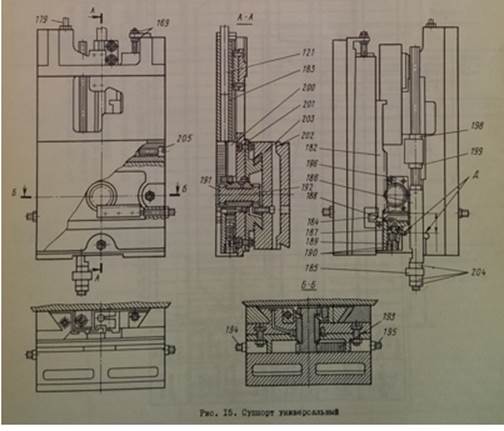
Рисунок 11.
Цикл работы станка. Полный цикл работы станка состоит из поворота стола и рабочего цикла. На рис. 16 дана циклограмма работы механизмов станка, на которой показан порядок чередования элементов цикла в зависимости от угла поворота центрального вала колонны. После установки и закрепления детали стол со шпинделями поворачивается, а детали переводятся по следующим позициям. Перед началом поворота стола происходит выключение вращения шпинделей и их торможение.
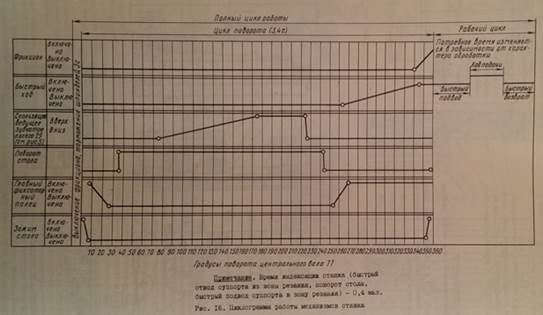
Рисунок 12.
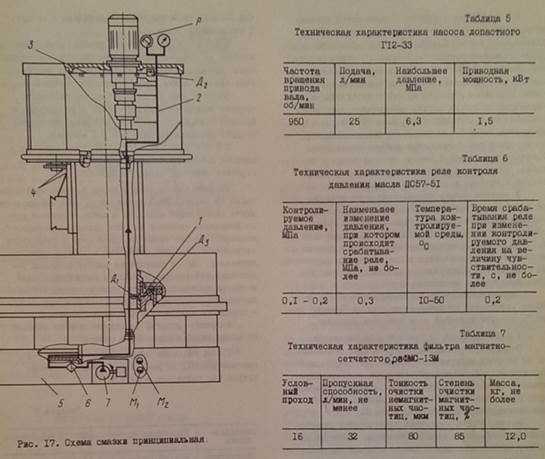
Рисунок 13. Система смазки.
Таблица 1. Техническая характеристика станка.
Наибольший диаметр устанавливаемого изделия, проходящий над направляющими при повороте стола. | 360 мм. | |
Наибольший диаметр устанавливаемого изделия над круглой нижней частью колонны. | 548 мм. | |
Диаметр шпинделя. | 470 мм. | |
Посадочный диаметр шпинделя под патрон. | 425 js6 мм. | |
Количество шпинделей. | ||
Расстояние от оси шпинделя до плоскости крепления резцедержателя. | 56 мм. | |
Наибольшее расстояние от верхнего торца до нижней кромки салазок. | 560 мм. | |
Наибольший вертикальный ход суппорта. | 200 мм. | |
Расстояние от низа основания станка до верхнего торца шпинделя. | 980 мм. | |
Наибольшая высота устанавливаемого изделия с зажимным устройством (от верхнего торца шпинделя). | 300 мм. | |
Габаритные размеры: Длина. | 3285 мм. | |
Ширина. | 2987 мм. | |
Высота. | 4015 мм. | |
Масса. | 15 000 кг. | |
станок токарный металл суппорт Таблица 2. Суппорты.
Наибольшее количество суппортов на станке. | ||
Количество суппортов различных видов: | По наладке. | |
Суппорт простой вертикальный. | ||
Суппорт последовательного действия. | ||
Суппорт универсальный. | ||
Суппорт сверлильной головки. | ||
Скорость быстрых установочных перемещений суппортов. | ||
Подвод. | 1,05 м/мин. | |
Отвод. | 3,06 м/мин. | |
Таблица 3. Суппорт простой вертикальный.
Вертикальное. | 200 мм. | |
Наладочное. | От 0 до 150 мм. | |
Последовательность ходов суппорта:
Подвод (быстрый), подача (рабочая), отвод (быстрый) Таблица 4. Суппорт последовательного действия. Вертикальное перемещение суппорта:
Наименьшее рабочее и быстрое. | 100 мм. | |
Наибольшее рабочее и быстрое. | 200 мм. | |
Наладочное. | От 0 до 150 мм. | |
Горизонтальное перемещение каретки суппорта. | От 0 до 100 мм. | |
Последовательность ходов суппорта:
Подвод суппорта (быстрый), подача суппорта (рабочая), подача каретки суппорта (рабочая), отвод каретки суппорта (быстрый), отвод суппорта (быстрый).
Таблица 5. Суппорт универсальный. Вертикальное перемещение суппорта.
Наименьшее рабочее и быстрое. | 100 мм. | |
Наибольшее рабочее и быстрое. | 200 мм. | |
Наладочное. | От 0 до 150 мм. | |
Перемещение каретки суппорта под углом от 0 до 360. | От 0 до 100 мм (зависит от угла поворота). | |
Последовательность ходов суппорта:
Подвод суппорта (быстрый), подача суппорта (рабочая), подача каретки суппорта (рабочая), отвод каретки суппорта (быстрый), отвод суппорта (быстрый).
Таблица 6. Суппорт сверлильной головки. Перемещение суппорта.
Вертикальное. | 200 мм. | |
Наладочное. | От 0 до 150 мм. | |
Последовательность ходов суппорта:
Подвод (быстрый), подача (рабочая), отвод (быстрый).
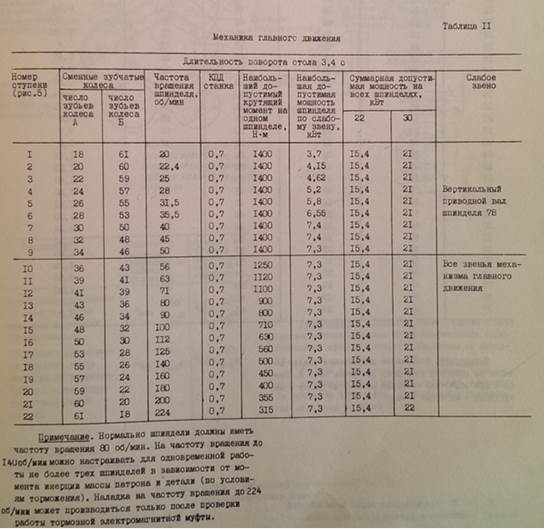
Рисунок 14. Механика главного движения.
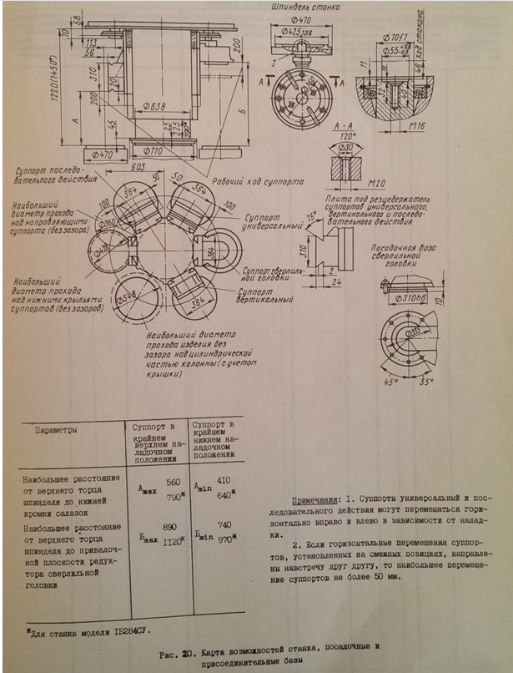
Рисунок 15.