Методы наплавки металла
Получение покрытий с заданными свойствами, в том числе и из многокомпонентных механических смесей порошков различного гранулометрического состава, обеспечивается при использовании гибких шнуровых материалов (ГШМ). Они специально разработаны для использования в системах газопламенного напыления, а также для ручной газопламенной наплавки и представляют собой получаемый экструзией композиционный… Читать ещё >
Методы наплавки металла (реферат, курсовая, диплом, контрольная)
Наплавка — нанесение с помощью сварки плавлением слоя металла на поверхность изделия.
При восстановлении, ремонте наплавку выполняют примерно тем же металлом, из которого изготовлено изделие, однако такое решение не всегда целесообразно. Иногда при изготовлении новых деталей (и даже при ремонте) целесообразней на поверхности получить металл, отличающийся от металла детали.
Действительно, в ряде случаев условия эксплуатации поверхностных слоев значительно отличаются от условий эксплуатации всего остального материала изделия. Так, например, если деталь (изделие) должна определять общую прочность, которая зависит от свойств металла и его сечения, то поверхностные слои часто дополнительно должны работать на абразивный или абразивно-ударный износ (направляющие станин, зубья ковшей землеройных орудий, желоба валков канатно-подъемных устройств и др.). Условия работы могут усложняться повышенной температурой, эрозионно-коррозионным воздействием окружающей среды (морской воды, различных реагентов в химических производствах и др.). В качестве примера можно указать клапаны двигателей, уплотнительные поверхности задвижек, поверхности валков горячей прокатки и т. п.
Иногда такие детали и изделия целиком изготовляют из металла, который обеспечивает и требования к эксплуатационной надежности работы его поверхностей. Однако это не всегда наилучшее и, как правило, не экономичное решение. Часто оказывается целесообразней все изделие изготовлять из более дешевого и достаточно работоспособного металла для конкретных условий эксплуатации и только на поверхностях, работающих в особых условиях, иметь необходимый по толщине слой другого материала. Иногда это достигается применением биметаллов (низкоуглеродистая сталь + коррозионно-стойкая сталь; сталь + титан и др.), а также поверхностным упрочнением (поверхностной закалкой, электроискровой обработкой и др.), нанесением тонких поверхностных слоев (металлизацией, напылением и пр.) или наплавкой слоев значительной толщины на поверхность.
В изготовлении новых изделий в целях обеспечения надлежащих свойств конкретных поверхностей обычно применяют относительно простые стали (например, низкоуглеродистые), а на рабочие поверхности наплавляют, например, бронзу, заменяя тем самым целиком бронзовую деталь, кислотостойкую сталь (для работы в условиях воздействия соответствующей химически агрессивной среды) или материал, хорошо работающий на истирание (при наличии трения с износом) и т. п.
Такие слои можно наносить на наружные поверхности деталей (например, валы, валки прокатного оборудования, рельсовые крестовины и др.) или внутренние поверхности — обычно цилиндрических изделий (корпуса химических и энергетических реакторов, оборудование химических производств и др.).
Наплавку осуществляют нанесением расплавленного металла на поверхность изделия, нагретую до оплавления или до температуры надежного смачивания жидким наплавленным металлом. Наплавленный слой образует одно целое с основным металлом (металлическая связь). При этом, как правило (кроме некоторых случаев ремонтной наплавки, применяемой для восстановления исходных размеров деталей), химический состав наплавленного слоя может значительно отличаться от состава основного металла.
Толщина наплавленного металла, образованного одним или несколькими слоями, может быть различной: 0,5 … 10 мм и более.
Необходимые свойства металла наплавленного слоя зависят от его химического состава, который, в свою очередь, определяется составом основного и дополнительного металлов и долями их участия в образовании шва. Влияние разбавления слоев основным металлом тем меньше, чем меньше доля основного металла в формировании слоя (г0). В связи с этим для случаев (а их большинство), когда желательно иметь в наплавленном слое состав, максимально приближающийся к составу наплавляемого металла, необходимо стремиться к минимальному проплавлению основного металла, т. е. к уменьшению г0.
При многослойной наплавке состав каждого слоя различен, так как различна доля участия основного металла (на который наплавляют) в образовании наплавленного слоя. Если при наплавке 1-го слоя основной металл непосредственно участвует в формировании шва, то при наплавке 2-го и последующих слоев он участвует косвенно, определяя состав предыдущих слоев. При наплавке большого числа слоев при некоторых условиях наплавки состав металла поверхностного слоя может быть идентичен дополнительному наплавляемому металлу.
Доля участия основного металла в формировании наплавленного металла зависит как от принятого способа, так и от режима наплавки.
Различные дуговые методы наплавки отличаются друг от друга тепловой подготовкой основного и наплавляемого металлов. Так, например, при плазменной наплавке с токоведущей присадочной проволокой тепло-вложение преимущественно осуществляют в присадочную проволоку, основной металл подогревается достигающими его поверхности остывающими потоками плазмы дуги и теплотой перегретого жидкого наплавляемого металла. Проплавление основного металла в этом случае может быть заметно уменьшено.
Наоборот, при дуге прямого действия, когда на основном металле располагается катодное или анодное пятно дуги, ограничить расплавление основного металла значительно труднее, особенно при значительном сосредоточении дугового разряда (уменьшении диаметра плавящегося электрода, увеличении плотности тока в электроде). Рассредоточение тепловложения в основной металл, например при ленточном электроде, когда дуга перемещается по торцу ленты от одного конца к другому и иногда возникает одновременно в нескольких местах, может заметно снизить долю расплавляемого основного металла.
При ручной дуговой наплавке покрытыми электродами, а особенно при механизированной наплавке плавящейся электродной проволокой в среде защитных газов или под флюсом, доля основного металла в наплавленном слое г0, как правило, не может быть, без опасности получения непровара, снижена менее чем до 0,2.
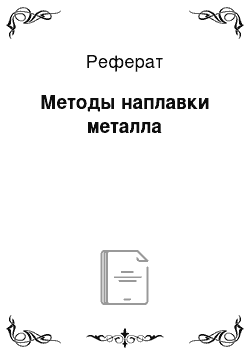
Сопоставление долей участия основного металла в 1-м слое применительно к наплавке хромоникелевой аустенитной стали на низкоуглеродистую различными способами наплавки на обычных режимах приведено в виде диаграммы на рис. 1.
Естественно, что г0 зависит также от свойств основного и наплавляемого металлов, в частности от их температуры плавления. Например, дуговая наплавка покрытыми электродами, обеспечивающими наплавленный металл типа алюминиевой бронзы (Тпл = 1000 °С), на низкоуглеродистую сталь дает меньшую долю г0, чем показано на рис. 1 для того же способа наплавки, но высоколегированной стали (Тпл = 1420 °С). Определенную роль в этом снижении г0 играет и увеличение коэффициента наплавки бн (г/А•ч), который при бронзовых электродах составляет ~18 г/(А•ч), а при электродах из высоколегированной стали ~13 г/(А•ч).
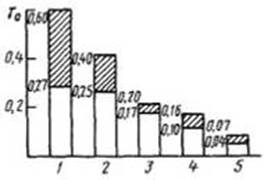
Рис. 1 Доля участия основного металла в первом слое наплавки (хромоникелевая аустенитная сталь), выполненной различными способами на обычных режимах: 1 — автоматическая под флюсом; 2 — ручная дуговая покрытыми электродами; 3 — автоматическая под флюсом с дополнительной присадочной проволокой; 4 — автоматическая под флюсом ленточным электродом; 5 — плазменной струей с токоведущей проволокой
Аналогично может влиять и применение при наплавке, выполняемой под флюсом или в защитных газах, электродной ленты, спрессованной из порошков, по сравнению с прокатной. Большее электрическое сопротивление спрессованной ленты и ее меньшая теплопроводность приводят к более быстрому ее расплавлению (большему ос" при том же, как при прокатанной ленте, режиме наплавки) и возможному уменьшению доли основного металла в наплавленном слое.
Естественно, что на долю основного металла в наплавленном слое влияет и интенсивность теплоотвода в наплавляемом изделии, который зависит от теплофизических свойств металла этого изделия, его геометрических размеров (в частности, толщины металла вблизи наплавляемой поверхности), а также наличия искусственного регулирования термического режима наплавляемой детали (сопутствующего наплавке подогрева или интенсификации охлаждения различными приемами). На рис. 2 показано влияние на величину г0 толщины наплавляемой детали (алюминиевой бронзы) при наплавке монель-металла покрытыми электродами разного диаметра. При увеличении толщины детали усиливается теплоотвод и уменьшается проплавление основного металла.

Рис. 2 Влияние толщины детали и режима наплавки на долю основного металла в одиночном валике (г0) при наплавке медно-никелевыми электродами на бронзу: 1 — Ш 4 мм, Iсв =140А; 2 — Ш 5 мм, Iсв = 190 А; 3 — Ш 6 мм, Iсв = 210А
Обеспечение в наплавленном металле (особенно при однослойной наплавке) требуемого состава в некоторых случаях может потребовать использования дополнительных (присадочных электродных) металлов таких составов, при которых ухудшается их деформируемость. Поэтому оказывается невозможным из таких сплавов изготовить электродную проволоку, прокатать ленту. В этом случае наплавочные материалы могут быть получены в порошкообразном либо зернообразном виде.
Использование порошков и зерен затрудняет наплавку, в частности в связи с возможным раздуванием порошков и отсутствием стабильности легирования по длине наплавки из-за сепарации частиц получить необходимый состав металла даже в 1-м слое (правда, в основном для небольшой площади наплавки на деталях малых размеров) можно наложением на наплавляемую поверхность предварительно спрессованных из порошков (иногда спеченных или скрепленных какой-нибудь связующей добавкой) наплавочных заготовок (колец и пр.) с последующим их расплавлением и подплавлением располагающегося под заготовкой основного металла.
Для этого наиболее часто в качестве источника нагрева используют дугу с неплавящимся, обычно вольфрамовым, электродом, плазму или токи высокой частоты. При правильном подборе режима основной металл, получающий подогрев за счет теплопередачи через наплавочный металл, может расплавляться ограниченно, не приводя к большим значениям г0 в наплавленном слое. Значительно менее стабильные результаты получаются при наплавке зернистых твердых сплавов угольной дугой.
Схемы наиболее распространенных способов наплавки приведены на рис. 3.
Широкое применение в настоящее время находят плазменные методы наплавки и напыления. Основные схемы плазменной наплавки представлены на рис. 4. Наибольшее распространение получила плазменно-порошковая наплавка.
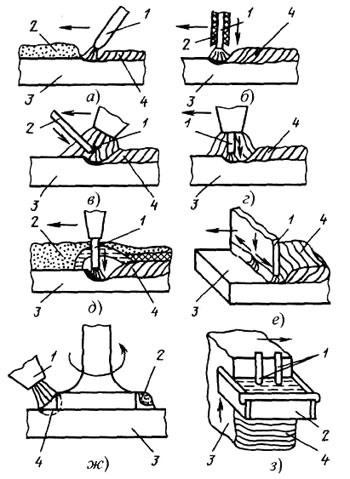
Рис. 3 Схемы основных способов дуговой и электрошлаковой наплавки: а — угольным (графитовым) электродом (1) расплавлением слоя сыпучего зернистого наплавочного сплава (2); б — ручной дуговой покрытым электродом (1) с легирующим покрытием (2); в — неплавящимся вольфрамовым электродом (1) в защитных инертных газах с подаваемым в дугу присадочным прутком (2); г — плавящимся электродом (1) в защитных (инертных, активных) газах; д — автоматическая дуговая плавящейся электродной (обычно легированной) проволокой (1) под флюсом (2); е — плавящейся лентой (1) катаной, литой или прессованной из порошков в защитных газах или под флюсом; ж — расплавлением плазменной струей плазмотрона (1), предварительно наложенного литого или спеченного из порошков кольца (2) наплавочного материала; з — электрошлаковая наплавка плавящимися электродами (1) с перемещаемым составным медным ползуном (2); 3 — наплавляемая деталь; 4 — наплавленный слой
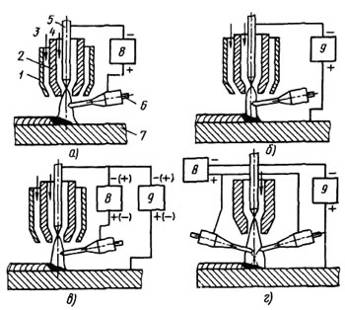
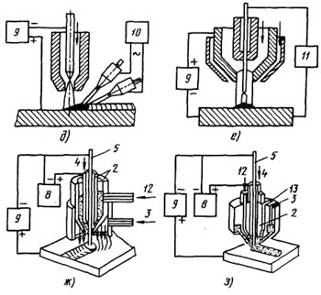
Рис. 4 Схемы плазменной наплавки: а — плазменной струей с токоведущей присадочной проволокой; б — плазменной дугой с нейтральной присадочной проволокой; в — комбинированный (двойной) дугой одной проволокой; г — то же, с двумя проволоками; д — горячими проволоками; е — плавящимся электродом; ж — с внутренней подачей порошка в дугу; з — с внешней подачей порошка в дугу; 1 — защитное сопло;2 — сопло плазмотрона; 3 — защитный газ; 4 — плазмообразующий газ; 5 — электрод; 6 — присадочная проволока; 7 — изделие; 8 — источник питания косвенной дуги; 9 — источник питания дуги прямого действия; 10 — трансформатор; 11 — источник питания дуги плавящегося электрода; 12 — порошок; 13 — порошок твердого сплава
При плазменной наплавке обеспечивается высокое качество наплавленного металла, малая глубина противления основного металла при высокой прочности сцепления, возможность наплавки тонких слоев.
В зависимости от условий эксплуатации поверхностных слоев различных изделий требования к наплавленному слою (его химическому составу, свойствам и пр.) различны. Наибольшее распространение получили наплавочные слои, которые можно классифицировать в основном по пяти группам:
- 1 — стали (углеродистые и высокоуглеродистые, хромомарганцовистые, хромистые и высокохромистые, хромоникелевые, высоковольфрамовые и молибденовые);
- 2 — специальные сплавы на основе железа (высокохромистые чугуны, сплавы с хромом и бором, сплавы с кобальтом, молибденом и вольфрамом);
- 3 — сплавы на основе никеля и кобальта (хромоникелевые сплавы с бором и кремнием, никелевые сплавы с молибденом, кобальтовые сплавы с хромом и вольфрамом);
- 4 — карбидные сплавы (с карбидами вольфрама, ванадия, хрома);
- 5 — сплавы на медной основе (бронзы алюминиевые, оловянно-фосфористые).
Внутри каждой из этих групп имеется большое количество различных вариантов составов, которые обеспечивают те или иные характеристики, требуемые для конкретных условий эксплуатации изделия. Как правило, задача наплавки — получение достаточно однородного по требуемым характеристикам (техническим условиям) слоя наиболее экономичными и производительными методами.
Обычно наплавляют на конструкционные углеродистые или низкои среднелегированные стали.
При наплавке мартенситных сталей, аустенитных сталей на низкоуглеродистые или низколегированные возможно образование хрупких прослоек промежуточных составов, зон с выпадением твердых и малопластичных интерметаллидов, зон с ослабленными границами зерен в связи с прониканием жидкого наплавляемого металла, малорастворимого в основном металле (при наплавке медных сплавов на ряд сталей).
При наличии таких прослоек возможны хрупкие разрушения (образование трещин, отслаивание слоя от основного металла) еще при изготовлении изделия. В результате часто приходится отказываться от выполнения наплавки одним составом наплавляемого материала (обеспечивающего требуемые свойства поверхности), и применять усложненную технологию — предварительно наплавлять подслой, т. е. промежуточный слой из другого наплавочного материала, который может обеспечить надежные свойства в зоне сплавления с основным материалом детали, а затем тот материал, который требуется на поверхности наплавленной детали по условиям ее надежной эксплуатации.
При наплавке медных сплавов на ряд сталей могут образоваться межзеренные трещины в основном металле, распространяющиеся обычно перпендикулярно границе сплавления. Применение подслоя из хромоникелевой ферритно-аустенитной стали (с содержанием в структуре не менее 40% ферритной фазы) полностью исключает возникновение подобных трещин при последующей наплавке на такой подслой сплавов на медной основе.
Иногда необходимость подслоя может вызываться и другими причинами. Например, при эксплуатации наплавленной детали в условиях частых теплосмен в результате различных значений коэффициентов линейного расширения основного металла и металла первого слоя в зоне сплавления возникают иногда очень большие термические напряжения, вызывающие после воздействия определенного числа циклов разрушения в результате термической усталости.
В целях уменьшения локализации напряжений целесообразно предварительно на основной металл наплавлять подслой с промежуточным значением коэффициента линейного расширения. Такой подслой ограничивает развитие диффузионных прослоек (обезуглероживание в углеродистой стали и появление карбидной прослойки в более легированной аустенитной стали возле линии сплавления), которые после длительной работы, наплавленной детали при высоких температурах или после термообработки изделия в некоторых случаях могут снижать эксплуатационные характеристики изделия.
Таким образом, в различных случаях при наплавке необходимо комплексно решать ряд сложных вопросов: выбор материала, обеспечивающего соответствующие условиям эксплуатации свойства; возможность наплавки этого материала непосредственно на основной металл детали или подбор материала для наплавки подслоя; выбор способа и режима наплавки, формы и методов изготовления наплавочных материалов; выбор термического режима для выполнения наплавки (сопутствующего подогрева для исключения получения хрупких подкаленных зон в металле детали или в хрупком наплавленном слое; интенсификации охлаждения наплавляемой детали, когда для металла нежелательно длительное пребывание при высоких температурах); установление необходимости последующей термической (общей или местной) обработки (для получения необходимых эксплуатационных характеристик или возможности промежуточной механической обработки).
При возможности получения желаемых результатов путем использования нескольких способов наплавки (если необходимо — и последующей механической обработки) важны и технико-экономические показатели сопоставляемых способов.
Методы легирования Получение наплавленного слоя с особыми свойствами, как правило, связано с получением сплавов со значительным количеством легирующих элементов. В качестве наплавочных материалов используются покрытые электроды (ГОСТ 10 051−75), стальная сварочная проволока (ГОСТ 2246−70, ГОСТ 10 543–98), порошковая наплавочная проволока (ГОСТ 26 101−84), наплавочные ленточные электроды, наплавочные литые прутки (ГОСТ 21 449−75, ГОСТ 16 130–90), плавленые карбиды вольфрама, порошки из сплавов для наплавки (ГОСТ 21 448−75), гибкие шнуры, флюсы для наплавки. Значительное количество наплавочных материалов изготавливается по отраслевым ТУ (техническим условиям). При дуговой наплавке плавящимся или неплавящимся электродом, в среде защитных инертных газов, плазменной электрошлаковой наплавке химический состав наплавленного металла по всем основным легирующим элементам примерно соответствует химическому составу электродного материала. Дополнительного устойчивого легирования наплавленного металла в результате металлургических взаимодействий наплавляемого металла с газовой фазой (например, азотом или кислородом, которые можно добавлять к инертному газу, как правило, аргону) обычно достичь не удается.
При наплавке плавящимся электродом в углекислом газе приходится считаться с потерями легирующих элементов за счет их окисления.
При сварке в среде защитных газов легирование наплавленного металла достигается в основном выбором соответствующего присадочного металла (электродная проволока сплошного сечения, порошковая и др.) или применением дополнительных наплавочных материалов (паст, перед сваркой наносимых на кромки, или присадочных прутков, порошков, засыпаемых на поверхность перед сваркой или вдуваемых в сварочную ванну, дополнительных проволок, прутков, укладываемых на поверхность или подаваемых в сварочную ванну, и др.).
Наплавка электродами, имеющими специальные покрытия, позволяет получить довольно значительное легирование через составляющие электродного покрытия (обычно вводимые в покрытия в виде порошков металлов, сплавов или углеродистых составляющих) или посредством выбора состава металлического стержня электрода.
Переход легирующих элементов из стержня и покрытия электрода зависит от свойств элемента (его сродства к кислороду, температуры испарения и др.), от композиции электродного покрытия металла стержня электрода, а также от коэффициента массы покрытия (табл. 1). Варьируя составы электродного стержня, количество и состав покрытия, можно получить множество составов наплавленного металла, легированных различными элементами и, следовательно, обладающими различными свойствами в исходном состоянии после наплавки или после последующей термообработки. При наплавке покрытыми электродами состав наплавленного металла весьма незначительно зависит от режима наплавки (главным образом усиливается выгорание углерода при значительном увеличении силы сварочного тока и напряжения дуги). При ручной наплавке покрытыми электродами стабильность качества сильно зависит от квалификации сварщика, а производительность наплавки низкая (0,5 … 2,0 кг/ч).
Табл. 1 Характеристики некоторых марок наплавочных электродов.
Марка электрода. | Тип электрода по ГОСТ 10 051–75 или тип наплавленного металла. | Покрытие. | Твердость наплавленного металла. | Положения наплавки. | Назначение. | |
ОЗН-300М. | 11ГЗС. | Основное. | 270 … 360 НВ. | Нижнее. | Наплавка быстро изнашиваемых деталей из низкоуглеродистых и низколегированных сталей (валы, оси, крестовины). | |
ОЗШ-3. | Э-37Х9С2. | Основное. | 53 … 59 HRC. | Нижнее, вертикальное. | Наплавка обрезных и вырубных штампов холодной и горячей (до 650 °С) штамповки быстро изнашиваемых деталей машин. | |
ОЗИ-3. | Э-90Х4М4ВФ. | Основное. | 59 … 64 HRC. | Нижнее. | Наплавка штампов холодной и горячей (до 650 °С) штамповки, быстро изнашиваемых деталей горно-металлургического и станочного оборудования. | |
Т-590. | Э-320Х25С2ГР. | Специальное. | 58 … 64 HRC. | Нижнее, наклонное. | Наплавка быстро изнашиваемых стальных и чугунных деталей (умеренные ударные нагрузки). | |
ЦН-6Л. | Э-08Х17Н8С6Г. | Основное. | 29,5 … 39 HRC. | Нижнее. | Наплавка уплотнительных поверхностей деталей арматуры котлов, работающих при температурах до 570 °C и давлении до 78 МПа. | |
ОЗШ-8. | 11Х31МЗГСЮФ. | Основное. | 51 … 57 HRC. | Нижнее, наклонное. | Наплавка кузнечно-штамповочной оснастки, работающей в сверхтяжелых условиях термической усталости (до 1100 °С) и больших давлениях. | |
ОЗШ-3. | Э-37Х9С2. | Основное. | 53 … 59 HRC. | Нижнее, вертикальное. | Наплавка обрезных и вырубных штампов холодной и горячей (до 650 °С) штамповки быстро изнашиваемых деталей машин. | |
наплавка металл электрод газопламенный Значительно более высокая производительность наплавки достигается при механизированных способах, в частности при дуговой автоматической наплавке под флюсом. Для наплавки применяют плавленые и керамические флюсы. Легирование наплавленного металла определяется составом электродной проволоки и металлургическими взаимодействиями между расплавленным металлом и флюсом-шлаком или дополнительно вводимыми в сварочную ванну компонентами в виде насыпаемой на поверхность изделия крупки, содержащей легирующие элементы, или в виде пасты с легирующими составляющими, наносимой на поверхность.
Наиболее распространены методы легирования при наплавке под флюсом путем использования следующих материалов:

Рис. 5. Конструкции порошковых электродных лент
- 1) Углеродистой или легированной электродной проволоки сплошного сечения, металлической холоднокатаной, литой или спрессованной из порошков ленты и нелегирующих или слаболегирующих, относительно слабоокислительных плавленых и реже керамических флюсов (хотя иногда для наплавки углеродистых и низколегированных сталей используют высококремнистые, высокомарганцовистые флюсы, приводящие к окислению ряда легирующих элементов при наплавке);
- 2) Порошковой проволоки (порошковых лент) при тех же флюсах, позволяющей вводить до ~40% легирующих металлических составляющих к общей массе проволоки. В ленты сложной формы (рис. 5) может быть введено до 70% легирующих металлических составляющих. Флюсы такие же как в варианте 1;
- 3) Легирующих флюсов, в основном керамических, содержащих легирующие металлические добавки, и флюсов-смесей. Из керамических флюсов максимально удается ввести в наплавленный металл до 30 … 35% легирующих элементов. Металлические наплавочные материалы — низкоуглеродистые и низколегированные или такие же, как в варианте 1, реже — в варианте 2;
- 4) Предварительной засыпки и дозированного нанесения или введения порошка, укладки на наплавляемую поверхность легированных прутков и др.; флюс обычно не легирующий, как в варианте 1;
- 5) Дополнительной проволоки, вводимой в дугу и подключенной в сварочную цепь параллельно основному металлу. Масса такой расплавляемой дополнительной проволоки может доходить до 0,8 массы расплавляемой основной проволоки. Этот метод одновременно уменьшает и количество расплавляемого при наплавке основного металла (уменьшает г0).
Влияние режима при наплавке под флюсом на химический состав наплавленных слоев значительно большее, чем при наплавке покрытыми электродами. Это определяется значительно большим проплавлением основного металла и большим влиянием режима на относительную массу переплавляемого флюса, т. е. количества переплавляемого флюса на 1 кг расплавляемой электродной проволоки.
Применение в качестве плавящегося электрода ленты весьма целесообразно. При этом уменьшается г0 (меньшее число слоев позволяет получить желаемый состав), ослабляется влияние режима на относительную массу переплавляемого шлака, достигается более ровная наплавленная поверхность.
В качестве наплавочных применяют обычно ленты холоднокатаные толщиной 0,4 … 10 мм и шириной 20 … 100 мм, а также ленты, получаемые прокаткой залитого в охлаждаемые валки жидкого металла (например, чугуна) и спрессованные холодной прокаткой из порошков и дополнительно спеченные — металлокерамические (табл. 2).
Весьма разнообразные составы наплавленного металла могут быть получены посредством порошковых проволок, изготовляемых из низкоуглеродистой ленты и сердечника, состоящего из смеси металлических порошков или смеси металлических порошков и газошлакообразующих.
Примеры химического состава наплавленного металла при наплавке порошковыми проволоками под флюсом и открытой дугой, а также при применении порошковых лент (см. рис. 5) приведены в табл. 3. При наплавке чаще всего используют плавленые флюсы марок АН-20 (в сочетании с низколегированными и высоколегированными проволоками), АН-60 (при больших скоростях наплавки при низкоуглеродистой и низколегированной проволоках). Флюсы 48-ОФ-6, АН-26 применяют в сочетании с высоколегированными проволоками. При наплавке чугунной лентой используют флюсы АН-28 и АН-27, которые позволяют дополнительно легировать металл хромом до 1% .
Керамические флюсы обычно используют при наплавке низкоуглеродистой и низколегированной проволокой. Так, керамический флюс АНК-18 (~6,5% СаСО3; ~27% CaF2; ~28% MgO; ~18% А12О3; ~2,5% Na2O + К2О; ~6% Сr; ~2,5% Мn; ~0,16% С; ~2% Аl; ~0,25% Ti; -0,25% Si и 3,5% Fe) при использовании нелегированной проволоки марки Св-08А по ГОСТ 2246–70 при оптимальных режимах обеспечивает получение наплавленного металла состава: 0,15 … 0,25% С; 0,2 … 0,4% Si; 1,0 … 1,8% Мn; 3 … 5% Cr; S < 0,04%; Р < 0,03%; 35 … 45 HRC.
При электрошлаковой наплавке легирование осуществляется за счет электродного материала, в качестве флюса обычно используют флюсы АНФ-1, АН-8, АН-22 и электропроводный в твердом состоянии АН-25 (в основном для начала электрошлакового процесса).
При использовании дуги с неплавящимся электродом (угольным без защиты от воздуха или вольфрамовым с защитой инертными газами) легирование обеспечивается в основном только наплавляемым материалом и его перемешиванием с основным металлом.
Табл. 2 Состав некоторых электродных наплавочных лент, %.
Состояние наплавки. | Марка ленты. | С. | Si. | Мn. | Сr. | Ni. | W. | Мо. | Прочие элементы. | |
Холоднокатаные. | 65 Г. | 0,6…0,7. | 0,17…0,37. | 0,9…1,2. | ?0,30. | ?0,30. | ; | ; | ; | |
12X13. | 0,09…0,14. | 0,30…0,70. | 0,30…0,70. | 12…14. | ?0,60. | Ti 1,0…1,4. | ||||
07Х18Н9ТЮ. | ?0,09. | ?0,8. | ?2,0. | 17…19. | 8…10. | А1 0,6…0,95. | ||||
Литые. | ЛЛ-УЗОГС. | 2,8…3,5. | 1,2…1,8. | 0,6…1,5. | 14…17. | -; | -; | -; | S и P? 0,10. | |
ЛЛ-40Х13. | 0,6…0,8. | 0,4… 0,8. | 0,9. | S и Р? 0,04. | ||||||
Метало керамические. | ЛС-5Х4ВЗФС. | 0,6…0,8. | ?0,5. | 0,0…0,4. | 4,5…5,5. | 0,9…1,2. | 3,5…4,5. | 0,8…1,1. | V 0,6…0,8. | |
ЛС-70ХЗНМ (А). | 0,9…1,1. | ?0,7. | 0,0… 0,4. | 4,2 …4,8. | ||||||
Табл. 3 Состав и твердость наплавленного металла.
Назначение порошковых проволок, лент. | Марка. | Состав, %. | HRC. | |||||||
С. | Si. | Мп. | Сг. | W. | Ti. | прочие элементы. | ||||
Проволоки для наплавки под флюсом. | ПП-НП-35В9 ХЗСФ. | 0,3… 0,4. | 0,5… 0,7. | 0,6… 0,7. | 2,2…2,7. | 7,5… 9,5. | ; | V 0,2… 0,5. | 44… 50. | |
Проволоки для наплавки открытой дугой. | ПП-Нп-У35 Х17РТ. | 3,2… 3,8. | <0,5. | <0,8. | 16… 18. | ; | 0,3… 0,5. | В 0,8 …1,1. | 54… 58. | |
Ленты. | ПЛ-Нп-300Х 25НЗСЗ. | 3,0. | 3,0. | 0,8. | ; | ; | № 3,0. | 52 …57. | ||
При ручном процессе можно применять стержни из проволок сплошного сечения (согласно ГОСТ 10 543–75 или 2246−70 или другого состава), литые прутки из недеформируемых сплавов (высокохромистый чугун — сормайт, а также кобальтовые стеллиты типа ВЗК и др.), порошковые присадки (трубка с сердечником из твердых термически стойких карбидов — ликар), а также порошкообразные (размером 100 … 750 мкм) и зернистые наплавочные материалы (сталинит — смесь феррохрома, ферромарганца, чугунной стружки и нефтяного кокса).
Некоторые характеристики литых прутков для аргонодуговой наплавки неплавящимся электродом приведены в табл. 4.
В ряде случаев механизированной наплавкой аргонодуговым методом вольфрамовым электродом можно расплавлять уложенные на место наплавки заготовки наплавочного материала, выполненного в виде литья или из прессованных порошков. При достаточно хорошо подобранном режиме такая наплавочная заготовка (брикет, кольцо и пр.), расплавляясь, нагревает лежащую под жидким металлом поверхность до оплавления, в результате чего расплав соединяется с основным металлом.
По такой схеме можно получать наплавленные слои любой композиции, хотя при этом необходимо учитывать и возможность образования трещин в слое или по зоне сплавления. В качестве присадки при аргонодуговой наплавке можно использовать спеченные из порошков прутки. Аналогично получается соединение и при плазменной наплавке при го рении дуги на проволоке из наплавляемого сплава (например, медной или бронзовой). В этом случае перегретый металл расплавленной проволоки осуществляет необходимую тепловую подготовку к оплавлению поверхности, не включенной в цепь дуги наплавляемой детали.
Табл. 4 Литые присадочные прутки для наплавки
Присадочные прутки. | Размеры, мм. | Состав, %. | |||||||||
диаметр | длина. | С. | Si. | Мп. | Ст. | Ni. | W. | Со. | Fe. | ||
Сормайт. | 6…7. | 400…450. | 2,5…3,3. | 2,8…3,5. | ?1,5. | 25…31. | 3…5. | ; | ; | Остальное. | |
Сплав ВНХ-1. | 6…8. | ? 100. | 0,5…1,2. | 1,5…2,5. | ?0,5. | 35…40. | 50…60. | ; | ; | ?5. | |
Пр-ВЗК. | 4…8. | 300…500. | 1,0…1,3. | 2,0…2,7. | 28…32. | 0,5…2,0. | 4…5. | 58…63. | ?2. | ||
Пр-С27. | 4… 8. | 300…500. | 3,3…4,5. | 1,0…2,6. | 1…1,5. | 25…28. | 1,5…2,0. | 0,2…0,4. | ; | Остальное. | |
Имеются плазмотроны, в которых через дугу, горящую между электродом и соплом плазмотрона, вдувается мелкий порошок (обычно с размером частиц до 100 мкм) наплавляемого материала; он расплавляется, перегревается до необходимой температуры и, поступая на наплавляемую поверхность в виде капель, приводит к оплавлению основного металла и установлению металлической связи (свариванию) наплавляемого металла с основным.
Возможности регулирования химического состава наплавляемого металла при таких способах очень широки.
Особенности технологии и техники наплавки.
Выбор рационального способа и технологических приемов наплавки определяется необходимостью получения детали с требуемыми размерами и наплавленного слоя с требуемыми свойствами. При этом должна быть обеспечена максимальная производительность и экономичность процесса.
Технологические приемы и режимы дуговой наплавки зависят от формы и размеров изделий и весьма важны для получения надлежащего качества и состава наплавленного слоя. При этом приходится учитывать разбавление наплавленного металла основным. Такое разбавление необходимо ограничивать. Это может быть достигнуто выбором перекрытия валиков при наплавке каждого (особенно первого) слоя. Так, при наложении 1-го слоя согласно рис. 6, а без перекрытия (m/b > 1) доля основного металла г0 составляет ~0,65, а при перекрытии по ширине m/b = 0,46 эта доля уменьшается до ~0,45. В связи с этим такой метод перекрытия весьма распространен при наплавке.
При ручной наплавке m/b? 0,35, при автоматической под флюсом проволоками кругового сплошного сечения m/b = 0,4 … 0,5. Увеличение m/b может привести к неблагоприятной форме выпуклости валика и непровару места перехода от предыдущего валика к последующему.
Заметно может быть уменьшено значение m/b при наплавке ленточным электродом или несколькими плавящимися электродами, обеспечивающими в один проход достаточно широкий слой.
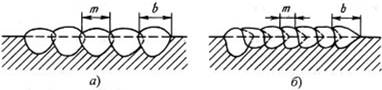
Рис. 6 Влияние шага наплавки на долю основного металла в составе наплавленного слоя: а — шаг m близок к ширине валика b; г0 = 0,65; b — шаг m = 0,46 Ь, г0 = 0,45
В связи с тем что в большом числе случаев наплавленный слой необходимо подвергать механической обработке, наплавка лишнего металла нецелесообразна. Следует стремиться к тому, чтобы припуск на обработку не превышал 1,5 … 2 мм и после наплавки поверхность была бы достаточно ровной, без значительных наплывов и провалов между валиками.
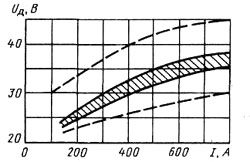
Рис. 7 Напряжение дуги в зависимости от силы сварочного тока при наплавке под флюсом. Заштрихован оптимальный диапазон
Для обеспечения такой поверхности необходимо наплавку выполнять на оптимальных режимах с применением соответствующих технологических приемов. Если при ручной на плавке это достигается манипуляциями электродом или горелкой, то при сварке под флюсом рекомендуются определенные соотношения между Iсв и Uд (рис. 7). При этом увеличение напряжения позволяет получать более широкие валики с плавными переходами у границы сплавления, хотя превышение напряжения выше оптимального создает трудности в обеспечении необходимого провара.
Режимы наплавки определяются также размерами и формой наплавляемой детали. Так, при наплавке цилиндрических (и конических) деталей небольшого диаметра по винтовой линии (наиболее распространенная технология) приходится учитывать и возможность стекания ванны, усиливающуюся с увеличением ее длины, что ограничивает выбор режимов по силе тока и напряжению и увеличивающийся разогрев детали, что ограничивает выбор режимов по силе тока и напряжению и увеличивающийся разогрев детали, что повышает г0 и изменяет состав наплавки.
Рекомендации по выбору этих параметров режима для автоматической наплавки под флюсом приведены на рис. 8. При диаметрах наплавляемой поверхности более 500…600мм эти ограничения становятся несущественными. При диаметрах детали менее 50 мм даже при всех применяемых ограничениях режима (Iсв=100A; dэ=1,2 мм; Uд?24В; смещение электрода с зенита навстречу вращению) получить удовлетворительное формирование валиков практически не удается. При вибродуговой наплавке возможна наплавка деталей с диаметром и менее 50 мм.
Определенные технические трудности возникают при наплавке вблизи торца детали и в местах перехода от меньшего диаметра к большему. Для удержания расплавленных шлака и металла у торца иногда приходится прикреплять (приваривать), к нему диск-фланец большого диаметра, а в местах перехода к большому диаметру наплавлять валик, захватывающий проваром стенку этого перехода.
При наплавке плоских поверхностей небольшой ширины (например, торцов ножей ножниц блюмингов) приходится ограничивать стекание шлака и металла в процессе наплавки дополнительными устройствами, хотя иногда этого удается избежать подбором режима (уменьшением Iсв и Uд и увеличением Vсв).
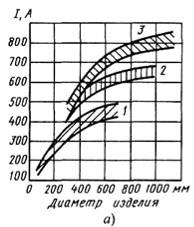
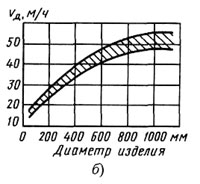
Рис. 8 Оптимальные диапазоны силы сварочного тока I (а) и скорости перемещения дуги Vд (б) при наплавке под флюсом тел вращения по винтовой линии в зависимости от диаметра наплавляемого изделия: 1 — одним электродом Ш 3 … 3,5 мм; 2 — то же, Ш 4 … 5 мм; 3 — тремя электродами Ш 3 … 3,5 мм
При наплавке больших плоских поверхностей, когда повышение производительности наплавочной операции становится весьма важным, наиболее целесообразно использование многоэлектродных автоматов или ленточных электродов. В частности, эти способы благоприятны для уменьшения деформаций наплавляемой детали, особенно при ее небольшой толщине.
При применении одноэлектродной наплавки целесообразно зигзагообразное перемещение электрода (рис. 9). При этом амплитуда поступательно-возвратных движений до 400 мм (в зависимости от режима) позволяет избежать операции удаления шлака перед подходом дуги. Необходимость удаления шлака в ряде случаев ограничивает производительность наплавки, наличие шлака к моменту подхода дуги может отрицательно сказаться на формировании поверхности наплавляемого слоя и его качестве.
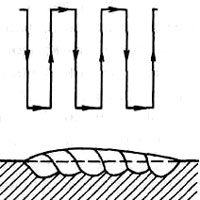
Рис. 9 Наплавка плоской поверхности зигзагообразным движением электрода
Детали со сложным профилем наплавляемой поверхности, как правило, требуют применения ручной дуговой наплавки, иногда полуавтоматической и реже автоматической при наличии дополнительных устройств или специальных манипуляторов, позволяющих по ходу выполнения наплавки поворачивать и наклонять изделие в положение, допускающее надежное выполнение наплавки на высоких режимах. Полуавтоматическую наплавку выполняют в углекислом газе. При этом допускается отклонение наплавляемой плоскости от нижнего положения в значительно большей степени, чем при автоматической наплавке под флюсом.
При наплавке меди и некоторых марок бронз на сталь, а также хромо-никелевых сталей на углеродистые и низколегированные с успехом применяется плазменная наплавка с токоведущей плавящейся наплавочной проволокой. При высокой производительности (3 … 4 кг/ч) этот процесс характеризуется возможностью минимального проплавления основного металла и получения необходимого состава наплавки уже в первом слое.
При этом способе наплавки также требуется выполнение определенных технических приемов и режимов наплавки. Так как в этом случае тепловая подготовка основного металла преимущественно осуществляется передачей теплоты от перегретого жидкого наплавляемого металла, следует избегать значительного непосредственного воздействия плазменных струй на наплавляемую поверхность. Подогрев газовой фазой (или в аналогичных случаях дугой, например при наплавке неплавящимся электродом) должен осуществляться через слой жидкого наплавляемого металла, т. е. он должен подтекать вперед с некоторым опережением действия источника теплоты.
При плазменной наплавке с токоведущей наплавочной проволокой это достигается выбором расстояния от плазмотрона и плавящейся проволоки до наплавляемой поверхности, наклоном плазмотрона, выбором режима с крупнокапельным переносом металла в ванну. При необходимости поперечных колебаний плазмотрона и проволоки по отношению к наплавляемой поверхности амплитуду колебаний подбирают согласно режиму наплавки и теплоотводу наплавляемой детали.
При плазменной наплавке (а также аргонодуговой неплавящимся электродом) по наложенному на поверхность основного металла наплавочному кольцу (пластине и пр.) режим следует подбирать также с обеспечением прогрева основного металла за счет перегрева жидкого наплавляемого металла.
В связи с тем что в таких процессах наплавки стремятся избежать непосредственного воздействия высокотемпературного сварочного источника теплоты на наплавляемую поверхность, а соединение наплавляемого слоя с основным металлом осуществляется при минимальном подплавлении наплавляемой поверхности, к чистоте этой поверхности при подготовке к наплавке предъявляются весьма высокие требования.
В целом наплавка требует тщательной отработки техники и режимов, различных для конкретных решаемых задач.
Сущность и техника особых способов наплавки Кроме описанных выше основных способов наплавки, достаточно широко применяемых в промышленности, имеется ряд других, имеющих ограниченное применение. Это наплавка с разделенными процессами тепловой подготовки наплавляемого металла и наплавляемой детали, наплавка токами высокой частоты, вибродуговая, дуговая лежачим электродом, вакуумно-дуговая испаряющимся электродом, газотермическая наплавка и напыление с использованием гибких шнуровых материалов.
Наплавку с разделенными процессами тепловой подготовки применяют в основном при наплавке более легкоплавкого сплава (например, на основе меди) на сталь.
В настоящее время процесс реализуется в виде выливания расплавленного в тигле наплавляемого металла на предварительно заформованную (для соответствующего фиксирования месторасположения жидкогонаплавляемого металла) деталь, предварительно отдельно подогретую в печи. Для обеспечения смачивания и сцепления наплавляемого металла с деталью наплавляемую поверхность при нагреве детали в печи защищают от окисления флюсом. Способ трудно поддается механизации, трудоемкий, но обеспечивает хорошее качество наплавленного слоя.
Наплавка токами высокой частоты осуществляется расплавлением наложенной на наплавляемую поверхность смеси флюса и порошка наплавочного сплава (например, зернистого сормайта) посредством подводимого индуктора, обеспечивающего выделение достаточной тепловой мощности. Сормайт нагревается до температуры его плавления (-1150 °С). Толщина получаемого слоя более 0,4 мм. Производительность наплавки довольно высока.
Вибродуговую наплавку выполняют вибрирующим электродом диаметром 1,5 … 2 мм, причем в результате его вибрации механическим путем или при помощи электромагнита с частотой до 30 … 100 1/с и амплитудой 0,5 … 1 мм дуга закорачивается на наплавляемое изделие и снова возбуждается. При каждом коротком замыкании часть наплавляемого электрода остается на поверхности. Толщина слоя получается небольшой. Так как в зону наплавки все время подаются охлаждающая жидкость (обычно водный раствор кальцинированной соды) или потоки воздуха, изделие прогревается и деформируется очень мало. Ускоренное охлаждение способствует повышению твердости наплавленного металла. Наиболее часто этот способ применяют при наплавке цилиндрических изделий небольшого диаметра (рис. 10). Выполняют вибродуговую наплавку и под флюсом.
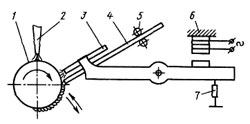
Рис. 10 Вибродуговая наплавка: 1 — наплавляемое изделие; 2 — сопло для подачи охлаждающей изделие жидкости;3 — сопло для подачи жидкости в зону сварки;4 — электродная проволока; 5 — электродоподающие ролики;6 — электромагнитный вибратор; 7 — пружина
Дуговую наплавку лежачим электродом или пластиной осуществляют посредством зажигания дуги между наплавляемым изделием и пластиной, наложенной на него над прослойкой гранулированного флюса толщиной 3 … 5 мм (рис. 11, а). Дуга по мере оплавления пластины перемещается, вызывая ее расплавление и наплавление соответствующего количества металла на изделие. При надлежащей подготовке процесс происходит достаточно устойчиво. По аналогичной схеме возможна наплавка во внутренних полостях деталей по образующей (рис. 11, б).
Разработаны способы наплавки в вакууме испаряющимся и полым накаливающимся электродом.
В настоящее время для решения вопросов защиты поверхности деталей от износа, а также ремонта изношенных деталей с одновременным улучшением эксплуатационных свойств поверхности нашли широкое применение защитные покрытия, наносимые на обрабатываемую поверхность различными методами газотермического напыления или наплавки. Обеспечение заданных свойств покрытий для конкретных условий эксплуатации деталей возможно при газотермическом напылении или наплавке как отдельных композиционных порошковых материалов, так и многокомпонентных механических смесей порошков различного гранулометрического состава.
Недостатками любого метода газотермического напыления или наплавки, использующего для нанесения покрытий порошковые материалы, является сложность обеспечения стабильности свойств и надлежащего уровня качества покрытий, получаемых из многокомпонентных механических смесей порошков, что вызвано сегрегацией компонентов при смешивании и транспортировании смеси из дозирующих устройств в струю. Сегрегация приводит к неравномерности формирования структуры, увеличению пористости, снижению прочности и ухудшению эксплуатационных характеристик покрытий.
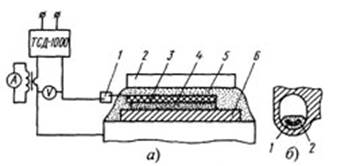
Рис. 11 Наплавка лежачим пластинчатым электродом: а — схема наплавки лежачим пластинчатым электродом: 1 — подвод тока; 2 — медная плита; 3 — электрод; 4 — легирующая обмазка; 5 — флюс; 6- изделие; б — пример применения наплавки лежачим электродом для восстановления изношенной проушины трака: 1 — стержень; 2 — покрытие
Указанных недостатков лишены системы газопламенного напыления, использующие в качестве распыляемого материала стержни, изготовленные высокотемпературным спеканием или экструзией порошков со связующим. Малая длина стержней не дает возможности выполнять процесс напыления непрерывно, что ограничивает возможности применения данного метода.
Получение покрытий с заданными свойствами, в том числе и из многокомпонентных механических смесей порошков различного гранулометрического состава, обеспечивается при использовании гибких шнуровых материалов (ГШМ). Они специально разработаны для использования в системах газопламенного напыления, а также для ручной газопламенной наплавки и представляют собой получаемый экструзией композиционный материал шнурового типа, состоящий из порошкового наполнителя и органического связующего, полностью исчезающего при нанесении покрытия — связующее сублимирует в процессе нагрева при температуре 400 °C без какого-либо отложения на подложку. Прочность и эластичность гибких шнуров позволяет пользоваться ими так же, как и проволокой и наносить покрытия с помощью газопламенных аппаратов проволочного типа. Метод газопламенного напыления отличается экономичностью, простотой аппаратурного оформления и надежностью оборудования для нанесения покрытий, что позволяет использовать его там, где требуется соблюдение непрерывности и стабильности технологического процесса. В цеховых условиях процесс газопламенного напыления может быть механизирован или автоматизирован. Кроме того, небольшая масса и мобильность ручных аппаратов позволяет использовать их для обработки крупногабаритных деталей и металлоконструкций в полевых условиях.
Технология изготовления гибких шнуровых материалов позволяет получать в составе шнуров практически любые сочетания различных порошковых материалов, отличающихся по гранулометрическому составу. Стабильная подача шнурового материала в высокотемпературную зону газового потока по оси струи, аналогично достигаемой при распылении стержней и проволок, а также правильный подбор состава компонентов порошковых смесей и размера частиц порошков гарантирует расплавление всех составляющих порошкового наполнителя шнура, в том числе и керамики. Это обеспечивает получение следующих преимуществ по сравнению с традиционными методами газотермического напыления и наплавки:
- — повышение коэффициента использования напыляемого материала;
- — повышение прочности сцепления покрытий с основой при напылении (адгезия);
- — повышение прочности сцепления напыленных частиц между собой (когезия);
- — повышенная скорость распыляемых частиц в газовом потоке позволяет наносить покрытия с пониженной пористостью, достигаемой при использовании газопламенного порошкового напыления;
- — катушечная намотка гибкого шнура позволяет автоматизировать операцию напыления.
При использовании ГШМ достигается высокая производительность и экономичность напыления и наплавки. Этот факт подтверждается возрастающим в мире спросом на шнуровые материалы, особенно на материалы из оксидной керамики и карбида вольфрама.
Технологический процесс производства деталей с покрытиями, получаемыми с помощью шнуровых материалов, включает операции предварительной мойки, обезжиривания, абразивно-струйной обработки заготовок, газопламенного напыления, сплавления покрытий (при использовании гибких шнуровых материалов на основе самофлюсующихся сплавов системы Ni (Co)-Cr-B-Si) и последующей размерной обработки деталей. Операция газопламенного напыления может быть заменена на операции газопламенной, плазменной или электродуговой неплавящимся электродом наплавки. При этом можно использовать стандартное промышленное оборудование.
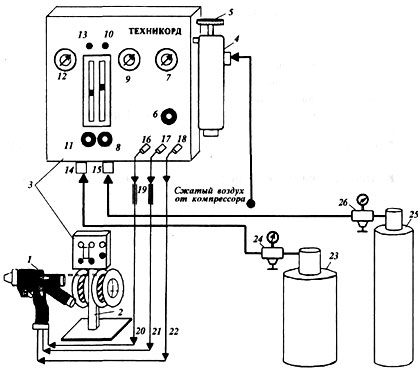
Рис. 12. Схема установки «ТЕХНИКОРД ТОП-ЖЕТ/2» для газопламенного напыления: 1 — пистолет-распылитель; 2 — стойка для катушек и пульта; 3 — пульт управления; 4 — блок подготовки воздуха; 5, 10, 13 — регуляторы расхода соответственно воздуха, кислорода и горючего газа; 6, 8, 11 — регуляторы давления соответственно воздуха, кислорода и горючего газа; 7, 9, 12 — манометры соответственно сжатого воздуха, кислорода и горючего газа; 14, 15- штуцеры входа соответственно горючего газа и кислорода; 16, 17, 18- штуцеры выхода соответственно горючего газа, кислорода и воздуха; 19 — пламягасители; 20, 21, 22 — шланги соответственно горючего газа, кислорода и сжатого воздуха; 23 — баллон для горючего газа; 24 — редуктор горючего газа; 25 — кислородный баллон; 26 — кислородный редуктор