Методические подходы и рекомендации применения статистических методов
При разработке контрольной карты самым важным является способ определения контрольных границ. Для этого необходимо собрать большое количество данных (называемых предварительными данными), характеризующих состояние процесса, и на их основе рассчитать (по установленным формулам) контрольные границы. В производственной практике используются различные виды контрольных карт, отличающиеся друг от друга… Читать ещё >
Методические подходы и рекомендации применения статистических методов (реферат, курсовая, диплом, контрольная)
Выбор статистических методов
Для выполнения данной курсовой работы были выбраны три статистических инструмента: диаграмма разброса, гистограмма и контрольные карты.
Диаграмма разброса (рассеивания) — это инструмент, позволяющий определить вид и тесноту связи двух рассматриваемых параметров процесса.
Применяется диаграмма разброса в том случае, когда необходимо отобразить что происходит с одной переменной при изменении другой, для определения причины возникновения неконтролируемых точек в ходе многовариантного статистического контроля процесса, подтверждения взаимосвязи, выявленной в результате применения причинно-следственной диаграммы.
На практике можно построить диаграмму разброса для выявления связи между:
- 1) влияющими факторами и характеристиками;
- 2) двумя факторами, влияющими на одну характеристику качества;
- 3) двумя различными характеристиками качества.
Диаграмма разброса представляет собой график, получаемый путем нанесения в определенном масштабе экспериментальных, полученных в результате наблюдения точек.
Координаты точек соответствуют значениям рассматриваемой величины и влияющего на него фактора. Расположение точек на графике показывает наличие и характер связи между случайными величинами. Таким образом, диаграмма разброса дает возможность выдвинуть гипотезу о наличии или отсутствия корреляционной связи между двумя случайными величинами, которые могут относиться к характеристике качества и влияющему на нее фактору либо к двум различным характеристикам качества, либо к двум факторам, влияющим на одну характеристику качества.
Значительно облегчается контроль процесса с технологической, временной и экономической точек зрения при наличии корреляционной зависимости между двумя факторами.
По полученным экспериментальным точкам могут быть определены и числовые характеристики связи между рассматриваемыми случайными величинами.
Достоинства метода — наглядность и простота оценки связей между двумя переменными.
Недостатки метода — к оценке диаграммы следует привлекать тех, кто владеет информацией о продукции, чтобы исключить неправильное использование этого инструмента.
По диаграмме разброса можно представить себе общее распределение пар. Для этого следует выяснить, есть ли на диаграмме выбросы — далеко отстоящие точки (выбросы). Эти точки необходимо исключить из корреляционного анализа. Однако вместо того, чтобы совершенно пренебречь этими точками, имеет смысл исследовать причины таких нерегулярностей, поскольку, отыскивая их причины, можно получить неожиданную, но весьма полезную информацию. Возможны многочисленные варианты скопления точек. Некоторые типовые комбинации распределения приведены на рисунке 1.
На рисунке 1а четко просматривается прямая корреляционная зависимость между x и y. В этом случае при осуществлении контроля за причинным фактором х можно управлять значением параметра у.
На рисунке 1б показан пример обратной (отрицательной) корреляции. При увеличении х характеристика у уменьшается. Если причинный фактор х находится под контролем, характеристика у остается стабильной.
На рисунке 1 В приведен также пример прямой корреляции. При увеличении х увеличивается также у, но разброс у велик отношению к определенному значению х. Поэтому такую корреляцию называют слабой. В этом случае с помощью контроля причинного фактора х можно до некоторой степени держать под контролем характеристику у, но необходимо также иметь в виду и другие факторы, оказывающие влияние на у.
На рисунке 1 г отражен случай слабой обратной (отрицательной) корреляции, когда при увеличении х характеристика у уменьшается, но при этом велик разброс значений у, соответствующих фиксированному значению х.
Между параметрами х и у возможны также случаи криволинейной корреляции (рисунке 1д). Если при этом диаграмму разброса можно разделить на участки, имеющие прямолинейный характер, то проводят такое разделение (стратификацию данных) и исследуют каждый участок в отдельности, как прямолинейную корреляцию.
На рисунке 1е показан пример отсутствия корреляции, когда никакой выраженной зависимости между х и у не наблюдается. В этом случае необходимо продолжить поиск факторов, коррелирующих с у, исключив из этого поиска фактор х.
Данный инструмент выбран для определения существования зависимости скорости отстоя от изменения температуры.
Гистограмма — это инструмент, позволяющий зрительно оценить распределение статистических данных, сгруппированных по частоте попадания данных в определенный интервал.
Гистограмма применяется главным образом для анализа значений измеряемых параметров и расчетных значений. Полученная в результате анализа гистограммы информация может быть легко использована для построения и исследования причинно-следственной диаграммы, что повысит обоснованность мер, намеченных для улучшения процесса.
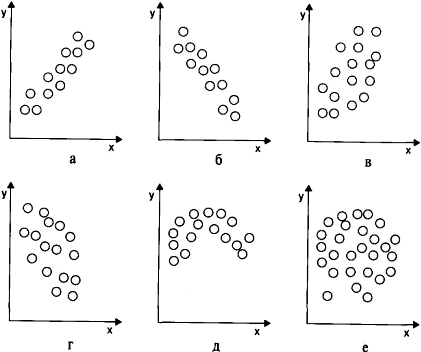
Рисунок 1 — Типичные виды диаграмм разброса (рассеивания) Гистограмма — это столбиковая диаграмма, служащая для графического представления имеющейся количественной информации, собранной за длительный период времени, которая дает важную информацию для оценки проблемы и нахождения способов ее решения. Это информация отображается серией столбиков одинаковой ширины, но разной высоты. Так как ширина столбика представляет интервал в диапазоне наблюдений, столбики имеют одинаковую ширину. Высота столбика представляет количество исследований в рамках данного интервала. Поэтому высота пропорционально изменяется от столбика к столбику. При нормальном распределении существует тенденция расположения многих результатов наблюдений к центру распределения с постепенным уменьшением при движении от центра.
На рисунке 2 приведены наиболее часто встречающиеся на практике формы гистограмм.
Полезную информацию о характере распределения случайной величины можно получить, взглянув на форму гистограммы.
Обычная форма (симметричная, или колоколообразная). Среднее значение гистограммы приходится на середину размаха данных. Наивысшая частота оказывается в середине и постепенно снижается к обоим концам. Форма симметрична (рисунок 2а).
Двугорбая диаграмма. В окрестностях центра диапазона данных частота низкая, то есть по пику с каждой стороны (рисунок 2б).
Гистограмма в форме плато. Частоты в разных интервалах образуют плато, поскольку все интервалы имеют более или менее одинаковые ожидаемые частоты (рисунок 2в).
Гистограмма с прогалами («гребенка») — интервалы через один имеют более низкие (высокие) частоты (рисунок 2г).
Гистограмма, вытянутая вправо/влево. Среднее значение гистограммы локализуется слева (справа) от центра размаха (рисунок 2д). Частоты довольно резко спадают при движении влево (вправо) и, наоборот, медленно — при движении вправо (влево). Форма асимметрична.
Гистограмма с аномально высоким краем (в форме обрыва). Такая гистограмма отражает случай, когда, например, требуется исправление параметра, имеющего отклонение от нормы или при искажении информации о данных (рисунок 2е).
Гистограмма с отдельным островком. Рядом с распределением обычного типа появляется маленький изолированный пик (рисунок 2ж).
Гистограмма в форме обрыва. Среднее арифметическое гистограммы локализуется далеко слева (справа) от центра размаха. Частоты резко спадают при движении влево (вправо) и, наоборот, медленно вправо (влево). Форма асимметрична (рисунок 2з).
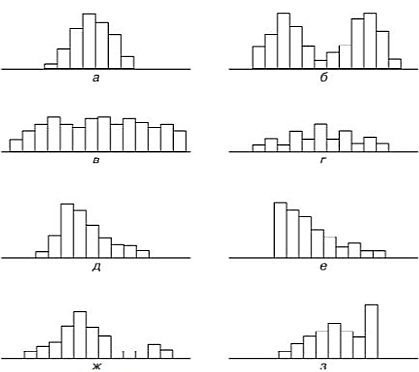
Рисунок 2 — Основные формы гистограмм Данный инструмент выбран для оценки стабильности процесса, наблюдением за качеством процесса производства серебра.
Контрольная карта — это представление полученных в ходе технологического процесса данных в виде точек (или графика) в порядке их поступления во времени. Они позволяют контролировать текущие рабочие характеристики процесса, показывают отклонения этих характеристик от целевого или среднего значения, а также уровень статистической стабильности (устойчивости, управляемости) процесса в течение определенного времени. Их можно использовать для изучения возможностей процесса, чтобы помочь определить достижимые цели качества и выявить изменения средних характеристик и изменчивость процесса, которые требуют корректирующих или предупреждающих действий.
Контрольные карты впервые были предложены в 1924 году У. Шухартом с намерением исключить необычные вариации, то есть отделять вариации, которые обусловлены определенными причинами, от тех, что вызваны случайными причинами.
Контрольные карты основываются на четырех положениях:
- *все процессы с течением времени отклоняются от заданных характеристик; статистический управление качество серебро
- *небольшие отклонения отдельных точек являются непрогнозируемыми;
- *стабильный процесс изменяется случайным образом, но так, что группы точек этого процесса имеют тенденцию находиться в прогнозируемых границах;
- *нестабильный процесс отклоняется в силу неслучайных факторов, и не случайными обычно считаются те отклонения, которые находятся за пределами прогнозируемых границ.
Контрольные карты позволяют использовать текущие данные процесса, чтобы установить статистически нормальные рабочие границы (границы регулирования), в которых должны находиться характеристики процесса.
Постоянное использование контрольной карты может помочь определить факторы, вызывающие отклонения процесса от заданных требований, и исключить их влияние.
Результаты измерений характеристики процесса в течение определенного времени сравниваются с требованиями к процессу для установления того, что контролируемая характеристика процесса:
- *выходит за установленные границы поля допуска, но размах R (разброс параметров) процесса не превышает ширины поля допуска, что сохраняет возможность удовлетворить требования потребителя путем наладки или настройки процесса, например, за счет совмещения среднего арифметического значения характеристики процесса с серединой поля допуска CL;
- *выходит за установленные границы поля допуска, причем среднее значение близко к середине поля допуска CL, а размах R (разброс параметров) процесса превышает ширину поля допуска, что не позволяет удовлетворить требования потребителя (необходимо улучшение процесса;
- *среднее значение характеристики процесса далеко от середины поля допуска CL и величина размаха R превышает ширину поля допуска (для улучшения качества процесса требуется как его настройка/наладка, так и уменьшение размаха (разброса) характеристики процесса).
При разработке контрольной карты самым важным является способ определения контрольных границ. Для этого необходимо собрать большое количество данных (называемых предварительными данными), характеризующих состояние процесса, и на их основе рассчитать (по установленным формулам) контрольные границы. В производственной практике используются различные виды контрольных карт, отличающиеся друг от друга характером используемых данных.
Данный инструмент используется для анализа и управления процессами, показатели, качества которых представляют собой непрерывные величины и несут наибольшее количество информации о процессе.