Контрольные карты.
Экономика предприятия
Таким образом, изучая данные, тренды и структуру расположения точек, можно сделать вывод о том, на что следует обратить внимание, чтобы устранить возникшую проблему и вернуть процесс под контроль. В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т. п.) п изготовленных изделий и измеряют контролируемый параметр. При наличии сигнала о нарушении… Читать ещё >
Контрольные карты. Экономика предприятия (реферат, курсовая, диплом, контрольная)
Контрольная карта (рис. 2.4) состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т. п.) п изготовленных изделий и измеряют контролируемый параметр.
Результаты измерений наносят на контрольную карту, и в зависимости от их значений принимают решение о корректировке процесса или о продолжении процесса без корректировок (процесс находится под контролем, процесс вышел из-под контроля).
Процесс не нуждается в регулировке до тех пор, пока не будет получено убедительное доказательство того, что возникла проблема. Регулировка процесса может стоить очень дорого, что обусловлено потерей производственного времени, расходами на саму регулировку, а также возможностью того, что в результате регулировки отклонения параметров системы могут увеличиться. Не стоит регулировать процесс, пока в этом нет необходимости. В таких случаях обычно говорят: «Если не сломано — не трогай!»[1]
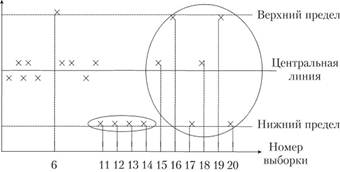
Рис. 2.4. Контрольная карта.
Сигналом о возможной разналадке технологического процесса могут служить:
- — выход точки (6) за контрольные пределы (процесс вышел из-под контроля);
- — расположение группы последовательных точек (11, 12, 13, 14) около одной контрольной границы, но не выход за нее, что свидетельствует о нарушении уровня настройки оборудования. Это может быть следствием износа оборудования. Возможно, износились и начали медленно разрушаться отдельные части производственной линии. В этом случае процесс не находится под контролем;
- — сильное рассеяние точек (15, 16, 17, 18, 19, 20) на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса. В этом случае процесс не находится под контролем.
При наличии сигнала о нарушении производственного процесса должна быть выявлена и устранена причина нарушения.
Таким образом, контрольные карты используются для выявления определенной причины, но не случайной.
Под определенной причиной следует понимать существование факторов, которые допускают изучение. О неслучайных закономерностях судят по направленному вверх или вниз тренду, большому количеству последовательных точек, находящихся слишком близко от границы. Разумеется, что таких факторов следует избегать.
Вариация же, обусловленная случайными причинами, необходима, она неизбежно встречается в любом процессе, даже если технологическая операция проводится с использованием стандартных методов и сырья. Случайные причины определяют как «факторы, обычно многочисленные и по отдельности малозначимые, которые влияют на вариацию, но которые практически невозможно обнаружить или выделить»[2].
Исключение случайных причин вариации невозможно технически или экономически нецелесообразно.
Таким образом, изучая данные, тренды и структуру расположения точек, можно сделать вывод о том, на что следует обратить внимание, чтобы устранить возникшую проблему и вернуть процесс под контроль.