Выбор метода достижения точности замыкающего звена размерной цепи
Выбор метода достижения точности замыкающего звена зависит от величины его допуска, от числа составляющих звеньев размерной цепи, при этом принимаются во внимание реальные производственные возможности по обеспечению точности размеров составляющих звеньев и обеспечению соответствующего уровня организации сборочных работ. Самым простым и надежным является метод полной взаимозаменяемости. Однако… Читать ещё >
Выбор метода достижения точности замыкающего звена размерной цепи (реферат, курсовая, диплом, контрольная)
Выбор метода достижения точности замыкающего звена зависит от величины его допуска, от числа составляющих звеньев размерной цепи, при этом принимаются во внимание реальные производственные возможности по обеспечению точности размеров составляющих звеньев и обеспечению соответствующего уровня организации сборочных работ. Самым простым и надежным является метод полной взаимозаменяемости. Однако.
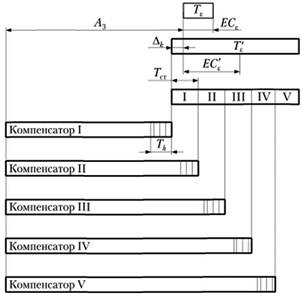
Рис. 2.9. К определению размеров компенсаторов для сборочной единицы, изображенной на рис. 2.6.
для конкретных условий производства может оказаться невозможным обеспечить требуемую точность выполнения составляющих звеньев размерной цепи, которая может быть определена в зависимости от коэффициента ас (2.6). В этом случае следует проверить возможность применения метода неполной взаимозаменяемости, для которого коэффициент ас рассчитывается по уравнению (2.11).
Если допуски составляющих звеньев размерной цепи остаются по-прежнему слишком жесткими или невыполнимыми, на них назначаются экономически достижимые в данных производственных условиях допуски, и рассматривается применение остальных методов. Групповая взаимозаменяемость применяется, как правило, для коротких размерных цепей (т = 2 или 3). Метод пригонки чаще всего используется в условиях единичного или мелкосерийного производства. При достижении точности замыкающего звена методом регулирования в конструкции сборочной единицы должен быть предусмотрен подвижный или неподвижный компенсатор.
Пример 2.1
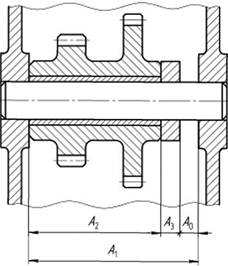
Назначьте допуски, верхние и нижние отклонения на размеры деталей сборочной единицы (рис. 2.10), если зазор в сопряжении ( ) должен находиться в пределах 0−0,22 мм. Задачу решите методом полной взаимозаменяемости (
) должен находиться в пределах 0−0,22 мм. Задачу решите методом полной взаимозаменяемости ( ,
,  ,
,  и
и  ).
).
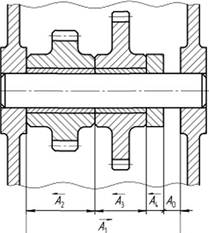
Рис. 2.10. Сборочная единица.
Основное уравнение размерной цепи:

Если принять  , то.
, то.

Точность выполнения составляющих звеньев размерной цепи — 8-й квалитет точности, поскольку.

Таким образом,  и
и 
В дальнейших расчетах принимаем 
Назначаем верхние и нижние отклонения на все составляющие размеры, кроме  . Тогда координаты середины полей допусков этих размеров:
. Тогда координаты середины полей допусков этих размеров: 
Так как.

то  и.
и.
Таким образом, 
Проверка подтверждает правильность выполнения расчетов:

Следует заметить, что можно расширить допуски на линейные размеры деталей, путем внесения изменений в конструкцию сборочной единицы, в соответствии с рис. 2.11. В этом случае  и точность выполнения размеров
и точность выполнения размеров  в соответствии с коэффициентом равна:
в соответствии с коэффициентом равна:

Поскольку  , представляется возможным часть размеров, например,
, представляется возможным часть размеров, например,  , выполнить по 9-му квалитету точности (
, выполнить по 9-му квалитету точности ( ). Тогда
). Тогда 

т.е. в сопряжении деталей возможен натяг в 1 мкм, который можно устранить путем замены одной из деталей, входящих в сборочную единицу.

Рис. 2.11. Измененная конструкция сборочной единицы.
Пример 2.2.
Назначьте допуски, верхние и нижние отклонения на размеры деталей сборочной единицы (см. рис. 2.10). Задачу решите методом неполной взаимозаменяемости.
Точность выполнения составляющих звеньев размерной цепи, в соответствии с коэффициентом at (при известных допущениях) — 9-й квалитет точности (см. табл. 2.1 и 2.2):
При этом некоторые из размеров, например,  и
и  могут быть выполнены по 10-му квалитету точности.
могут быть выполнены по 10-му квалитету точности.
Таким образом,  и
и 
Назначаем верхние и нижние отклонения на все составляющие размеры, кроме одного  , т. е.
, т. е. 
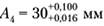
 Координату середины поля допуска звена А4 находим из уравнения
Координату середины поля допуска звена А4 находим из уравнения  Тогда
Тогда  и
и 
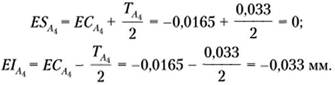
Верхнее и нижнее отклонения размера  :
:

Таким образом, размер  должен быть выполнен как.
должен быть выполнен как. 
Проверка подтверждает правильность расчетов. Так как.
и.

то 
Пример 2.3
Для сборочной единицы (см. рис. 2.10) определите, по какому квалитету точности должны быть выполнены размеры 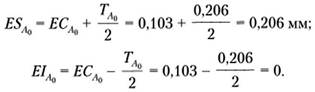 , если закон рассеяния их отклонений подчиняется закону Симпсона, а требуемая точность замыкающего звена должна достигаться с вероятностью
, если закон рассеяния их отклонений подчиняется закону Симпсона, а требуемая точность замыкающего звена должна достигаться с вероятностью 
Коэффициент  , в соответствии с которым определяется квалитет точности выполняемых размеров, находят из уравнения (2.11):
, в соответствии с которым определяется квалитет точности выполняемых размеров, находят из уравнения (2.11):

Поскольку.

размеры деталей, входящих в сборочную единицу, должны быть выполнены по 8-му квалитету точности. При этом часть размеров может быть выполнена по 9-му квалитету точности.
Пример 2.4
Для сборочной единицы (рис. 2.12) обеспечьте зазор? = 0+0,12 методом групповой взаимозаменяемости.

Рис. 2.12. Сборочная единица.
При расчете допусков на составляющие размеры должно соблюдаться условие (2.13):
Если принять число групп, на которые будут рассортированы детали после изготовления:  •, то
•, то  . Следовательно
. Следовательно  . Назначим допуски на размеры
. Назначим допуски на размеры  и
и  так, чтобы их значения можно Рыло разделить на число 2 = 3.
так, чтобы их значения можно Рыло разделить на число 2 = 3.
Очевидно, с учетом сложности изготовления деталей, 
 . Устанавливаем для размеров
. Устанавливаем для размеров  и
и  поля допусков каждой группы (рис. 2.13).
поля допусков каждой группы (рис. 2.13).
Для определения полей допусков каждой группы на размер  находим координаты их полей допусков методом полной взаимозаменяемости:
находим координаты их полей допусков методом полной взаимозаменяемости: 

Рис. 2.13. Поля допусков I, II и III групп сортировки деталей сборочной единицы (см. рис. 2.12).
После вычислений по уравнениям.
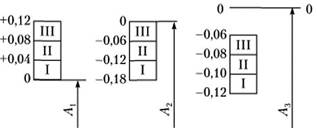
получим  Верхние и нижние отклонения деталей с размером
Верхние и нижние отклонения деталей с размером  для каждой из групп:
для каждой из групп: 
 (см. рис. 2.13).
(см. рис. 2.13).
Нетрудно увидеть, что при сопряжениидеталей из одноименных групп обеспечивается заданное значение зазора  , его верхнее и нижнее отклонения. Например, для деталей второй группы
, его верхнее и нижнее отклонения. Например, для деталей второй группы  :
:

Пример 2.5.
Для сборочной единицы (см. рис. 2.12) обеспечьте зазор  методом пригонки,
методом пригонки,  если для составляющих звеньев приняты следующие отклонения:
если для составляющих звеньев приняты следующие отклонения:
Определим необходимую величину компенсаций по уравнению (2.15), для этого найдем значения  и
и  :
:

Тогда.

Примем в качестве компенсатора увеличивающее звено  , тогда его размер должен быть задан в виде
, тогда его размер должен быть задан в виде 
Пример 2.6
Для сборочной единицы (см. рис. 2.12) обеспечьте зазор  методом регулирования с применением неподвижного компенсатора, в качестве которого принять звено
методом регулирования с применением неподвижного компенсатора, в качестве которого принять звено 
Так как компенсации подлежат только отклонения звеньев  и
и  «то
«то  и.
и.
При этом  и
и 
Величина поправки в координату середины поля допуска компенсатора составит.

Число ступеней компенсатора, если принять  ,.
,.

Тогда размер ступени компенсатора 
Таким образом, размеры ступеней компенсатора составят: 

Правильность решения задачи подтверждается схемой размерных связей (рис. 2.14).

Рис. 2.14. Схема размерных связей, возникающих при обеспечении зазора сборочной единицы (см. рис. 2.12) методом регулирования с применением неподвижного компенсатора.
Пример 2.7
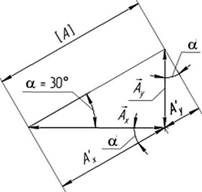
В ряде случаев возникает необходимость в расчете допусков, верхних и нижних отклонений на размеры  и
и  , расположенные по двум координатным осям и определяющие точность межцентрового расстояния, А (рис. 2.15). Составьте схему размерной цепи и решите задачу методом полной взаимозаменяемости, если
, расположенные по двум координатным осям и определяющие точность межцентрового расстояния, А (рис. 2.15). Составьте схему размерной цепи и решите задачу методом полной взаимозаменяемости, если 
Схема взаимосвязи размеров  может быть представлена в виде плоской размерной цепи, преобразуемой затем в размерную цепь с параллельными звеньями
может быть представлена в виде плоской размерной цепи, преобразуемой затем в размерную цепь с параллельными звеньями  и
и  (рис. 2.16).
(рис. 2.16).
Очевидно, 
В свою очередь 
Выполняя вычисления, получим: 

Рис. 2.15. Схема расположения осей отверстий.

Рис. 2.16. Схема преобразования плоской размерной цепи в цепь с параллельными звеньями.
и.
Поскольку  принимаем
принимаем 
 Нетрудно видеть, что.
Нетрудно видеть, что.

В этой связи  . В качестве проверки используем метод решения плоских размерных цепей с помощью передаточных отношений
. В качестве проверки используем метод решения плоских размерных цепей с помощью передаточных отношений  , представляющих собой cos, а или sin, а (см. рис. 2.16), при этом для увеличивающих звеньев
, представляющих собой cos, а или sin, а (см. рис. 2.16), при этом для увеличивающих звеньев  имеет положительные значения, а для уменьшающих звеньев
имеет положительные значения, а для уменьшающих звеньев  - отрицательные значения. Для цепей с параллельными звеньями
- отрицательные значения. Для цепей с параллельными звеньями  . Значение допуска замыкающего звена.
. Значение допуска замыкающего звена.

что соответствует заданному значению.