Раскрой пиломатериалов.
Технология обработки материалов
Пропаривание позволяет насыщать заготовку влагой более равномерно, чем проваривание. Влажность обрабатываемой паром древесины поддается регулированию за счет варьирования предварительной влажности, температуры, количества пара и продолжительности обработки. Для пропаривания используют насыщенный пар с температурой 102—105°С и с давлением около 0,02—0,05 МПа. Процесс осуществляют в специальных… Читать ещё >
Раскрой пиломатериалов. Технология обработки материалов (реферат, курсовая, диплом, контрольная)
Заготовки для гнутья могут быть колотыми, получаемыми путем раскалывания отрезков кряжей (чураков). Такие заготовки не имеют перерезанных волокон, поэтому при изгибании дают наилучший по качеству результат. Недостатками раскалывания являются низкий выход заготовок и большая трудоемкость операции раскалывания, выполняемой вручную.
Пиленые заготовки, получаемые на круглопильных станках, используются для гнутья на предприятиях. При распиливании пиломатериалов важно соблюдать условие выполнения продольных резов вдоль направления расположения волокон. Древесина должна быть качественной, не иметь сучков и косослоя. Заготовки выкраивают с учетом припусков на дальнейшую обработку.
Гидротермическая обработка. Гидротермическую подготовку брусков перед гнутьем проводят для повышения пластичности древесины — способности изменять форму без разрушения под влиянием внешних сил и сохранять эту форму после снятия сил.
В обычных условиях, при комнатных влажности (8—12%) и температуре (18—25°С) пластичность древесины незначительна, поэтому в таком состоянии заготовки изгибают при значительном усилии и на небольшую кривизну. При этом получают в основном упругие деформации, которые исчезают после снятия нагрузки.
Нагрев и увлажнение повышают пластичность древесины, поскольку при нагревании некоторые вещества, из которых состоит древесина, переходят в состояние коллоидного раствора, что снижает жесткость древесины. При высушивании коллоидные вещества вновь отвердевают, и деформированная древесина сохраняет приданную форму.
Гнутье древесины проводят при влажности древесины, близкой к точке гигроскопического насыщения (25—30%). Меньшая влажность дает меньшую пластичность, а большая, не влияя на процесс гнутья, увеличивает время высушивания и повышает риск разрушения клеток древесины из-за излишков воды, что ухудшает качество поверхности.
Гидротермическая подготовка заключается в пропаривании или проваривании древесины в горячей воде.
Проварку выполняют в чанах с водой при 90—95°С (воду не доводят до кипения, чтобы избежать парообразования). В зависимости от свойств древесины и размеров заготовки проваривание длится от 1 до 2 ч. При проварке древесина увлажняется неравномерно, поскольку наружные слои, контактирующие с водой, насыщаются водой больше, чем внутренние. Проварку используют в случаях, если пропаривание технически затруднено или требуется придать пластичность только отдельному участку заготовки (например, кончикам лыж).
Пропаривание позволяет насыщать заготовку влагой более равномерно, чем проваривание. Влажность обрабатываемой паром древесины поддается регулированию за счет варьирования предварительной влажности, температуры, количества пара и продолжительности обработки. Для пропаривания используют насыщенный пар с температурой 102—105°С и с давлением около 0,02—0,05 МПа. Процесс осуществляют в специальных пропарочных котлах. Продолжительность пропаривания заготовок зависит от размеров и влажности древесины.
Для повышения пластичности древесины перед гидротермической обработкой заготовки можно предварительно нагревать и пропитывать различными химическими составами (растворами на основе мочевины, формалина, едкого натра и буры) для увеличения пластичности.
При гнутье фанеры также используют предварительную гидротермическую обработку.
Изгибание заготовки. Основным приспособлением, необходимым для гнутья, является шаблон, который определяет форму будущей детали. В гнутарном станке брусок, сжатый по наружной стороне шиной, изгибают вокруг неподвижного шаблона (рис. 5.22).
Процесс гнутья на оборудовании любого типа начинают сразу после окончания гидротермической обработки, не допуская остывания и подсу;
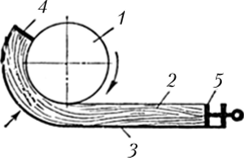
Рис. 5.22. Схема гнутья бруска:
1 — шаблон; 2 — заготовка; 3 — шина; 4 — неподвижный торцевой упор; 5 — подвижный торцевой упор1
шивания заготовки. Вынутые из пропарочного котла или варочного бака бруски подвергают гнутью немедленно.
Гнутье фанеры проводят с помощью шаблонов, состоящих из двух частей (матрицы и пуансона), между которыми зажимают и выгибают фанеру. Для придания усилия изгибания используют механические, пневматические и гидравлические прессы.
Тонкую фанеру изгибают до малых радиусов кривизны, получая изделия самой разнообразной формы.