Технология изготовления деталей типа валов
Подрезание торцов и сверление центровых отверстий в зависимости от программы выпуска выполняют на центровальных, центровально-подрезных, фрезерно-центровальных, центровально-отрезных, универсальных токарных, фрезерных, сверлильных и других станках. Двусторонние станки обеспечивают высокую точность расположения торцов и центровых отверстий, и даже при 10% загрузке их применение экономически… Читать ещё >
Технология изготовления деталей типа валов (реферат, курсовая, диплом, контрольная)
При разработке технологического процесса обработки желательно за основу брать типовой процесс.
При изготовлении ступенчатых валов в качестве технологических баз используют поверхности центровых отверстий и левый торец вала. Использование плавающего переднего центра исключает погрешность установки заготовки вала при выполнении линейных размеров ступеней от левого торца.
Если вал имеет длину не более 120 мм и одностороннее расположение ступеней, то обработку осуществляют из прутка на токарно-револьверных станках. Порядок обработки вала на таком станке представлен на рис. 2.72.
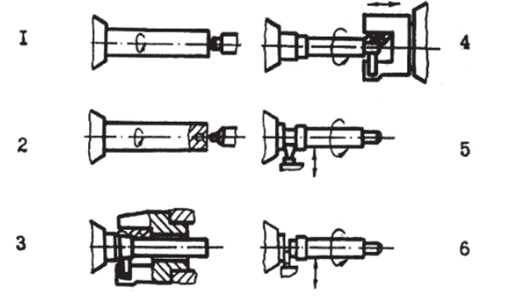
Рис. 2.72. Последовательность обработки вала на токарно-револьверном станке:
- 1 — упор заготовки задним центром, 2 — центрирование отверстия,
- 3 — обтачивание наружной поверхности, 4 — обтачивание шейки вала,
- 5 — прорезание канавки, 6 — отрезание готовой детали
Обработка валов большего размера, а также выполненных путем штамповки заготовок осуществляется по следующему маршруту:
- 1. Поочередная или одновременная обработка торцов заготовки.
- 2. Сверление в торцах заготовки центровых отверстий.
- 3. Черновое обтачивание заготовки.
- 4. Чистовое обтачивание.
- 5. Предварительное шлифование шеек.
- 6. Фрезерование шпоночных пазов и шлицев.
- 7. Сверление отверстий.
- 8. Нарезание резьбы.
- 9. Термическая обработка.
- 10. Окончательное шлифование шеек.
- 11. Технический контроль.
Подрезание торцов и сверление центровых отверстий в зависимости от программы выпуска выполняют на центровальных, центровально-подрезных, фрезерно-центровальных, центровально-отрезных, универсальных токарных, фрезерных, сверлильных и других станках. Двусторонние станки обеспечивают высокую точность расположения торцов и центровых отверстий, и даже при 10% загрузке их применение экономически целесообразно.
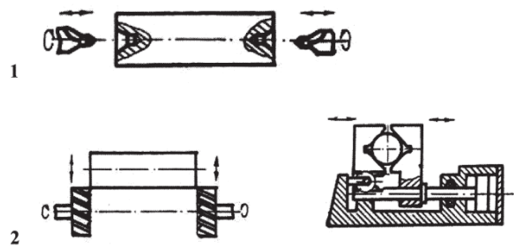
Рис. 2.73. Наладка фрезерно-центровального станка для обработки торцов и схема тисков с самоцентрирующими призматическими губками:
1−2 — номера позиций В условиях единичного производства подрезку торцов и сверление отверстий осуществляют на универсальных токарных станках. В серийном производстве — на фрезерноцентровальных станках с установкой заготовки по наружному диаметру в тисках с самоцентрирующими призматическими губками и с базированием в осевом направлении, с использованием упора (рис. 2.73). Использование двусторонних центровально-подрезных станков (МР 179, 2932, 2931 и др.) позволяет обтачивать концы валов, снимать фаски, сверлить и растачивать отверстия, нарезать резьбу. При дальнейшей механической обработке на токарном станке достаточно только обработать вал с другой стороны, так как одна уже обработана.
В условиях массового производства для обработки торцов и сверления центровых отверстий используют фрезерноцентровальные станки барабанного типа (МР78, МР77 и др.).
После термической обработки необходимо центровые отверстия шлифовать на специальных центрошлифовальных станках мод. МВ-119, 3922Р, 3922Е, обеспечивая параметр шероховатости поверхности Ra = 0,63 мкм, отклонение от круглости — 1…3 мкм, от прямолинейности — 4…6 мкм.
Наружные поверхности ступенчатых валов в мелко и среднесерийном производстве осуществляют на универсальных токарных станках, станках с ЧПУ, токарных гидрокопировальных полуавтоматах (рис. 2.74). В крупносерийном и массовом производстве используют горизонтальные многорезцовые станки, вертикальные многошпиндельные токарные полуавтоматы и автоматы, гидрокопировальные полуавтоматы.
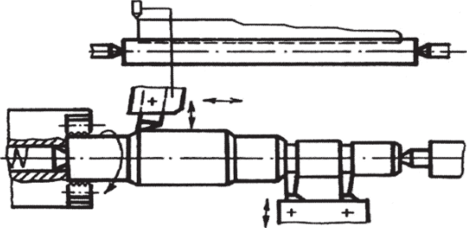
Рис. 2.74. Обработка заготовки ступенчатого вала на токарном гидрокопировальном автомате.