Метод групповой взаимозаменяемости
При распределении расширенного допуска замыкающего звена Т’Ад между составляющими звеньями необходимо, чтобы сумма допусков увеличивающих звеньев была равна сумме допусков уменьшающих звеньев, т. е. Таким образом, при равенстве расширенных допусков Т’А, =Т'А2 координаты середины полей допусков замыкающего звена и его средние значения в разных группах деталей будут одинаковыми. Допустим, что… Читать ещё >
Метод групповой взаимозаменяемости (реферат, курсовая, диплом, контрольная)
При этом методе требуемая точность замыкающего звена достигается путем включения в размерную цепь составляющих звеньев, принадлежащих к соответственным группам, на которые они предварительно рассортированы.
Метод групповой взаимозаменяемости (называемый также селективной сборкой) обычно применяют при малом допуске замыкающего звена, обеспечить который методом неполной взаимозаменяемости оказывается затруднительно или даже невозможно. При использовании метода групповой взаимозаменяемости заданный допуск замыкающего звена ТАД увеличивают в N раз (N — целое число). Расширенный допуск Т’Ад = ТАд*А, часто называемый производственным допуском, используют для расчета допусков составляющих звеньев размерной цепи. Детали, изготовленные с такими относительно широкими допусками, сортируют по размерам на N групп и каждой присваивают номер. Изделия собирают из деталей, принадлежащих к одной группе, что обеспечивает требуемый допуск замыкающего звена ТАД.
Таким образом, при сборке изделий из деталей, принадлежащих к одной группе, допуск замыкающего звена ТАД обеспечивается методом полной взаимозаменяемости.
При оценке экономической эффективности данного метода необходимо учитывать дополнительные расходы, связанные с точным измерением и сортировкой деталей по группам, их маркировкой и хранением. Организационные трудности и расходы возрастают при увеличении числа звеньев в размерной цепи и числа групп деталей. Этим объясняется то, что метод применяют для размерных цепей с числом звеньев не более четырех, а число групп деталей стремятся сделать возможно меньшим.
Для применения метода групповой взаимозаменяемости необходимо, чтобы выполнялись следующие условия.
- 1. Точность формы и расположения поверхностей деталей нс должна превышать допуска их размера в группе. Очевидно, что если это условие не выполняется, то применение метода групповой взаимозаменяемости оказывается невозможным.
- 2. При распределении расширенного допуска замыкающего звена Т’Ад между составляющими звеньями необходимо, чтобы сумма допусков увеличивающих звеньев была равна сумме допусков уменьшающих звеньев, т. е.
Если это равенство не будет соблюдаться, то среднее значение замыкающего звена изделий, собранных из деталей разных соответственных групп, будет различным.
Покажем это на примере трехзвенной размерной цепи [4], к которой можно свести любую многозвенную цепь.
На рис. 2.2 показана размерная цепь А, определяющая зазор между валом и отверстием во втулке. Уравнение этой размерной цепи.

Допуск ТАД замыкающего звена увеличен в N раз.
В соответствии с расширенным допуском замыкающего звена установлены производственные допуски Т’А] и Т’А2 составляющих звеньев, причем Т’А] =Т'А2.
Каждое из полей допусков Т’А] и Т’А2 разделено на N интервалов, т. с. образовано N групп деталей.
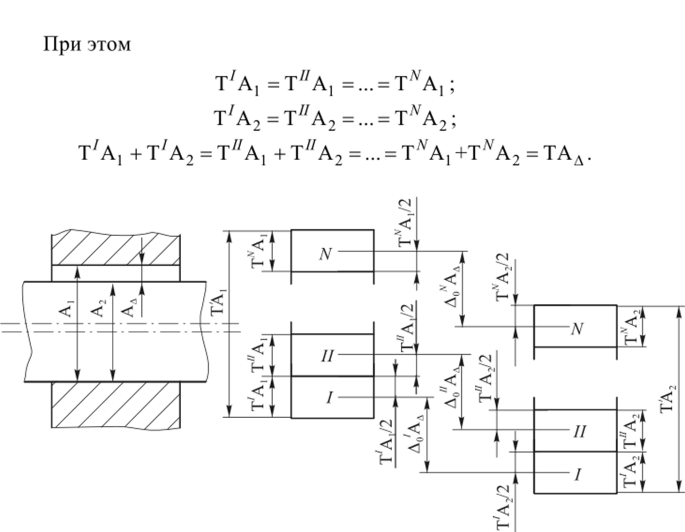
Рис. 2.2. Схема достижения точности замыкающего звена методом групповой взаимозаменяемости
Таким образом, соединение деталей, взятых из соответственных групп, обеспечит допуск ТАД точно так же, как и при методе полной взаимозаменяемости.
Координаты середины поля допуска замыкающего звена: для первых интервалов Т/А1 и Т7А2

для вторых интервалов Т77А, и Т77А2  Так как Т7А, = Т7А2, то.
Так как Т7А, = Т7А2, то.
Таким образом, при равенстве расширенных допусков Т’А, =Т'А2 координаты середины полей допусков замыкающего звена и его средние значения в разных группах деталей будут одинаковыми.
Этого не произойдет при Т’А| Ф Т’А2 и соблюдении равенства Т’А] + Т’А2 = Т’Ад.
Так, для вторых интервалов Т77А, и Т77А,.

Но так как T7Aj Ф Т7А2, то.

то сеть координаты середин полей допусков замыкающего звена и его средние значения в разных группах деталей будут разными.
3. Важным требованием, в значительной степени определяющим экономичность метода групповой взаимозаменяемости, является требование идентичности распределений размеров в пределах полей допусков. Только при соблюдении этого условия будет обеспечиваться комплектность изделий (рис. 2.3, а), не будет избытка одних и нехватки других деталей в группе, т. е. ситуации, показанной на рис. 2.3, б. Полностью избежать этого трудно. Поэтому при использовании метода групповой взаимозаменяемости практически всегда имеется незавершенное производство.
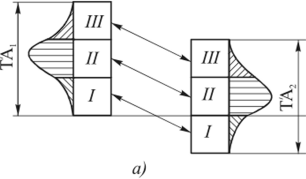
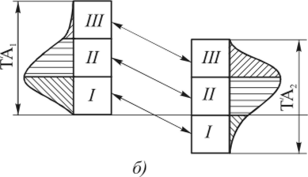
Рис. 2.3. Влияние характера распределений размеров на собираемость изделий
(стрелки направлены к соответственным группам деталей)
Метод групповой взаимозаменяемости целесообразно использовать в крупносерийном и массовом производстве для соединений высокой точности. При изготовлении подшипников качения и сборке резьбовых соединений с натягом этот метод является единственным экономичным методом обеспечения точности.
Рассмотрим применение метода групповой взаимозаменяемости для обеспечения точности замыкающего звена в примере, показанном на рис. 2.1.
Напомним, что в этом примере замыкающее звено Ад = СГ0'2 мм. Номинальные значения составляющих звеньев: А, = 45 мм; А2=50 мм; А3 = 5 мм. Уравнение размерной цепи.

Допустим, что экономически целесообразным является расширение допуска замыкающего звена Ад в три раза, т. е. число групп деталей N = 3. Расширенный допуск замыкающего звена.

Сумма расширенных допусков увеличивающих звеньев должна быть равна сумме расширенных допусков уменьшающих, т. е.
Отсюда 
Учитывая сложность изготовления деталей, принимаем.

Соответственно, групповые допуски составят:
Для / группы деталей (см. табл. 2.2) примем следующие координаты середин полей допусков размеров:

Координату середины поля допуска размера А3 найдем из уравнения Отсюда 
Координаты середины полей допусков размеров каждой следующей группы (табл. 2.2) получаются увеличением этой координаты предшествующей группы на величину группового допуска, т. е. для звена А, — на 0,08 мм; для звена А2 — на 0,1 мм; для звена А3 — на 0,02 мм.
Две последние колонки этой таблицы показывают, что при соединении деталей соответствующих групп требуемое значение замыкающего звена будет обеспечено.
Номинальные значения и предельные отклонения составляющих звеньев в группах деталей приведены в табл. 2.3.
Допуски и координаты середин полей допусков составляющих звеньев
Таблица 2.2.
Г руппа. | ТА,. | А0А,. | та2 | д0а2 | ТА3 | ЛоАз. | ТАд. | А0Ад. |
0,08. | — 0,04. | 0,1. | +0,05. | 0,02. | — 0,01. | гг. o'. | 0,1. | |
II | 0,08. | +0,04. | 0,1. | +0,15. | 0,02. | +0,01. | 0,2. | 0,1. |
III | 0,08. | +0,12. | 0,1. | +0,25. | 0,02. | +0,03. | о" . | 0,1. |
Номинальные значения и предельные отклонения составляющих звеньев
Таблица 2.3.
Г руппа. | А,. | А2. | А3. |
I | 4^. о о. ОО. | 50+М. | ^-0,02. |
II | ^+0,08. |
| 5+0,02. |
III | 4<г+о.1б 40+0,08. | 50+0,3 эи+0,2. | Г+0,04 -'+0,02. |