Технологические схемы сборки
На схеме сборки каждый элемент изделия обозначается прямоугольником, разделенным на три части. В верхней части прямоугольника размещается наименование элемента, в левой нижней — числовой индекс элемента по спецификации, а в правой нижней — количество этих элементов, входящих в данное соединение. Перед числовым индексом сборочной единицы ставятся буквы «со» (сборка). Элемент, с которого начинают… Читать ещё >
Технологические схемы сборки (реферат, курсовая, диплом, контрольная)
Для наглядного представления, удобства планирования и выполнения сборочного процесса рекомендуется составить его графическую схему, называемую технологической схемой сборки. Эта схема, являясь первым этапом разработки технологического процесса, в наглядной форме отражает структуру и последовательность сборки изделия и его составных частей. Именно техническую последовательность, а не организационную, технологическую.
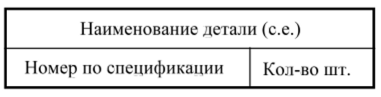
На схеме сборки каждый элемент изделия обозначается прямоугольником, разделенным на три части. В верхней части прямоугольника размещается наименование элемента, в левой нижней — числовой индекс элемента по спецификации, а в правой нижней — количество этих элементов, входящих в данное соединение. Перед числовым индексом сборочной единицы ставятся буквы «со» (сборка).
Элемент, с которого начинают сборку изделия или ею сборочной единицы, называется базовым. Обычно это какая-то станина, корпус, рама, т. е. деталь, на которую устанавливается основная часть деталей изделия. По номеру базового элемента ставят числовой индекс сборочной единицы, основанием которой он является.
Процесс общей сборки изображается на схеме горизонтальной линией. Ее проводят слева направо от базовог о элемента к собранному изделию. Сверху от этой линии в последовательности установки располагают условные обозначения (те же прямоугольники) деталей, непосредственно напрямую входящих в изделие (детали прямого вхождения), а снизу располагают обозначения входящих в изделие сборочных единиц первою уровня вхождения.
На технологические схемы наносят необходимые краткие надписи, поясняющие характер выполняемых технологических операций, когда их содержание недостаточно ясно из схемы (например, запрессовать, расклепать, набить смазку, регулировать зазор, паять и г. н.). Рекомендуется указывать выполняемые при сборке наиболее ответственные контрольные процедуры (проверить зазор, измерить биение вала и т. п.). Кроме этого на схемах делают краткие пояснительные надписи по выполнению дополнительных работ, к которым можно отнести, например, частичную разборку составных частей, пригонку деталей, регулировку положения и т. п. (см. приложение 12, чертеж 1).
Расчленение собираемой машины на отдельные сборочные единицы зависит от ее конструктивных особенностей. Для каждого типа машин это расчленение имеет индивидуальный характер; общих правил расчленения машин на с.е. не существует.
При расчленении конструкции изделия на отдельные сборочные единицы надо руководствоваться следующими основными положениями:
- 1) выделение того или другого соединения в сборочную единицу должно быть возможным и целесообразным как в конструктивном, так и в технологическом отношении;
- 2) должна быть обеспечена правильная и рациональная последовательность сборочных операций;
- 3) на общую сборку должны подаваться в возможно большем количестве предварительно скомплектованные сборочные единицы и в возможно меньшем количестве отдельные детали;
- 4) общая сборка должна быть максимально освобождена от выполнения мелких сборочных и различных вспомогательных работ.