Методы контроля скрытых дефектов
Для лучшего выявления трещин поверхность просушенной детали припудривают мелким сухим порошком силикагеля (SiCb) и выдерживают на воздухе в течение 5−30 мин. Излишек порошка удаляют стряхиванием или обдуванием. Порошок, пропитанный раствором, оседает на трещинах и при облучении фильтрованным ультрафиолетовым светом позволяет обнаруживать трещины по яркому зелено-желтому свечению. Контроль деталей… Читать ещё >
Методы контроля скрытых дефектов (реферат, курсовая, диплом, контрольная)
Наряду с контролем размеров и геометрической формы деталей весьма важно установить и наличие в них скрытых дефектов в виде различного рода поверхностных и внутренних трещин. Последнее особенно необходимо в отношении ответственных деталей, связанных с безопасностью движения автомобиля.
Контроль скрытых дефектов может производиться различными методами: гидравлическим давлением (опрессовка), магнитной, люминесцентной (флуоресцентной) и ультразвуковой дефектоскопиями. Контроль рентгеновскими лучами не нашел распространения в авторемонтном производстве. Все указанные методы позволяют обнаруживать скрытые дефекты в деталях без нарушения целостности последних.
Метод дефектоскопии, основанный на гидравлическом давлении (опрессовка), применяется для выявления трещин в корпусных деталях преимущественно в блоках и головках цилиндров. Для этой цели используются специальные стенды.
Наружные отверстия детали, подлежащей испытанию, закрываются крышками и заглушками. Рубашку блока или внутреннюю полость головки заполняют водой под давлением 0,3…0,4 МПа. По постоянству величины давления и наличию течи судят о герметичности стенок рубашки блока цилиндров или стенок головки.
Магнитный метод. Условиям авторемонтного производства наиболее отвечает магнитный метод, отличающийся достаточно высокой точностью, кратковременностью и простотой аппаратуры. Сущность метода заключается в следующем. Если через контролируемую деталь пропустить магнитный поток, то при наличии в детали трещин магнитная проницаемость будет неодинаковой, вследствие чего произойдет изменение величины и направления магнитного потока. На рег истрации последнего и основаны методы магнитной дефектоскопии.
Среди различных способов регистрации магнитного потока наибольшее распространение получил метод магнитного порошка, позволяющий производить контроль деталей различной конфигурации и размеров. При этом методе на контролируемую деталь после ее намагничивания или в присутствии намагничивающего поля наносится ферромагнитный ггорошок, обычно прокаленная окись железа (крокус). Частицы магнитного порошка в виде жилок оседают в местах рассеяния магнитных силовых линий, указывая на место расположения дефекта, который легко обнаружить при осмотре детали.
Намагничивание детали может производиться либо в поле электромагнита, либо путем пропускания через деталь постоянного или переменного тока большой силы (циркулярное намаг ничивание). Для создания достаточного магнитного поля требуется большой силы ток, доходящий до 2000…3000 А в зависимости от поперечного сечения контролируемой детали.
При контроле деталей со сквозным отверстием, например пружин, различных втулок, подшипников качения и других, ток пропускают через медный стержень, вставляемый в отверстие детали.
После контроля деталь необходимо очистить промывкой в чистом трансформаторном масле и размагнитить. Для размагничивания деталь вводят внутрь катушки большого соленоида, питаемого от сети переменного тока. Деталь при этом теряет остаточный магнетизм.
Для контроля коленчатых валов, поступающих на восстановление наплавкой под флюсом, применяется магнитоэлектрический дефектоскоп МЭД-2 конструкции НИИАТ. Дефектоскоп рассчитан на контроль деталей диаметром 90 мм и длиной до 900 мм. Контроль коленчатого вала осуществляется циркулярным намагничиванием одновременно всех шести шатунных шеек. Продолжительность контроля одного вала составляет в среднем 1,5−2 мин. Максимальный ток при намагничивании 4500 А.
Методом магнитной дефектоскопии можно контролировать лишь детали из ферромагнитных материалов (сталь, чугун). Для контроля деталей из цветных металлов и инструмента с пластинами из твердых сплавов необходимы другие методы. К числу этих методов относится люминесцентный (флуоресцентный) метод.
Сущность метода люминесцентной дефектоскопии состоит в следующем. Очищенные и обезжиренные детали, подлежащие контролю, погружают в ванну с флуоресцирующей жидкостью на 10−15 мин или наносят флуоресцирующую жидкость кисточкой и оставляют на 10−15 мин.
В качестве флуоресцирующей жидкости применяется следующая смесь: светлого трансформаторного масла 0,25 л, керосина 0,5 л и бензина 0,25 л. К указанной смеси добавляется в количестве 0,25 г краситель дефектоль зелено-золотистого цвета в виде порошка, после чего смесь выдерживают до полного растворения. При освещении ультрафиолетовыми лучами полученный раствор дает яркое свечение желто-зеленого цвета.
Нанесенная на поверхность детали флуоресцирующая жидкость, обладая хорошей смачиваемостью, проникает в имеющиеся трещины и там задерживается. Флуоресцирующий раствор в течение нескольких секунд удаляют с поверхности детали струей холодной воды под давлением примерно 0,2 МПа, а затем деталь просушивают подогретым сжатым воздухом.
Для лучшего выявления трещин поверхность просушенной детали припудривают мелким сухим порошком силикагеля (SiCb) и выдерживают на воздухе в течение 5−30 мин. Излишек порошка удаляют стряхиванием или обдуванием. Порошок, пропитанный раствором, оседает на трещинах и при облучении фильтрованным ультрафиолетовым светом позволяет обнаруживать трещины по яркому зелено-желтому свечению. Контроль деталей можно производить через 1−2 мин после припудривания. Однако микроскопические трещины надежнее обнаруживаются через 10−15 мин после припудривания. Источником ультрафиолетового света служат ртутно-кварцевые лампы.
Ультразвуковой метод. Ультразвуковая дефектоскопия основана на явлении распространения в металле ультразвуковых колебаний и отражения их от дефектов, нарушающих сплошность металла (трещины, раковины и пр.). Контроль деталей ультразвуковым методом можно осуществлять двумя способами: теневым и импульсным эхом, иначе называемым способом отражающего эха.
При теневом методе обнаружение дефектов производится вводом ультразвука в деталь, помещенную между излучателем и приемником. При наличии дефекта ультразвуковые волны, посланные излучателем, отразятся от дефекта и не попадут на приемную пьезоэлектрическую пластинку, благодаря чему за дефектом образуется звуковая тень. На приемной пластинке пьезоэлектрических зарядов не возникает и на регистрирующем приборе не будет показаний, что указывает на наличие дефекта.
Наибольшее распространение получили дефектоскопы, работающие на принципе отражения ультразвуковых волн. Типовая схема такого дефектоскопа показана на рис. 10.9. Импульсный генератор 6 возбуждает пьезоэлектрический излучатель (щуп) 3. При контакте между щупом и контролируемой деталью 1 излучатель посылает в металл ультразвуковые колебания в виде коротких импульсов длительностью 0,5… 10 мкс, разделенные паузами с длительностью 1…5 мкс. При достижении противоположной стороны детали (дна) импульсы отражаются от нее и возвращаются к приемному щупу 2. При наличии дефекта 8 в детали посланные импульсы ультразвука отражаются ранее, чем достигнут противоположной стороны детали. Отраженные импульсы вызывают механические колебания в приемном щупе, благодаря которым в пьезощупе появятся электрические сигналы. Полученные электрические сигналы поступают в усилитель 4 ив виде усиленного импульса на электронно-лучевую трубку 5. Одновременно с пуском генератора импульсов 6 включается генсратор развертки 7, который служит для получения временной горизонтальной развертки луча на экране трубки. При работе генератора на экране [рубки 5 возникает первый (начальный) импульс в виде вертикального ника. При наличии в детали скрытого дефекта на экране появится импульс, отраженный от дефекта. Второй импульс располагается на экране трубки на определенном расстоянии 1 от первого (рис. 10.9). В конце развертки луча появится импульс донного сигнала на расстоянии /2 от первого импульса. Расстояние 1 соответствует глубине залегания дефекта, а расстояние /2 — толщине изделия. Для создания звукового контакта поверхность соприкосновения щупа с деталью смазывают тонким слоем вязкой смазки — трансформаторного масла или вазелина.
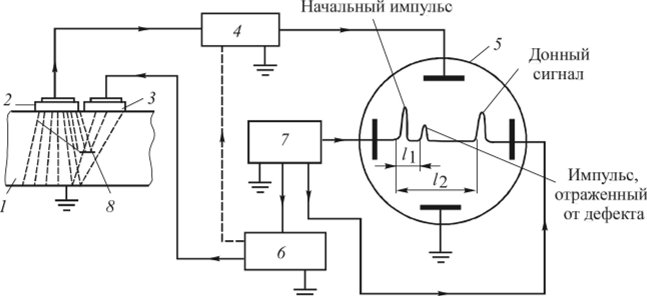
Рис. 10.9. Схема дефектоскопа, работающею по принципу отражения ультразвуковых сигналов Для авторемонтного производства может быть рекомендован усовершенствованный ультразвуковой дефектоскоп УЗД-7Н. Дефектоскоп работает на частотах 0,8 и 25 МГц и снабжен глубиномером (эталоном времени) для определения глубины расположения дефекта. Максимальная глубина ирозвучивания для стали 2600 мм при плоских щупах и 1300 мм при призматических. Минимальная глубина ирозвучивания для стали при плоских щупах и частоте 2,8 МГц — 7 мм и частоте 0,8 МГц — 22 мм. Дефектоскопом УЗД-7Н можно контролировать детали как импульсным, так и теневым методами. Для этого работа дефектоскопа может вестись по однощуповой и двухщуповой схеме. Ультразвуковой контроль обладает высокой чувствительностью к выявлению скрытых дефектов.