Методы достижения точности сборочных размерных цепей
Достоинство метода пригонки: при высоких требованиях к точности замыкающего звена составляющие звенья имеют расширенные допуски, что упрощает механическую обработку. Недостатки этого метода: приходится производить предварительную сборку, определять величину компенсации, затем разбирать соединение, дорабатывать компенсатор и снова собирать изделие. В технолог ии сборки изделий общего… Читать ещё >
Методы достижения точности сборочных размерных цепей (реферат, курсовая, диплом, контрольная)
В технолог ии сборки изделий общего машиностроения применяется в основном два метода достижения точности замыкающих звеньев сборочных размерных цепей: метод пригонки и метод регулировки. В некоторых случаях применяется метод селективной сборки, например, в массовом производстве при сборке шарикои роликоподшипников.
Метод пригонки заключается в том, что в размерную цепь включается компенсирующее звено путем введения в конструкцию специальной детали — неподвижного компенсатора. При расчете такой размерной цепи на все ее составляющие звенья назначаются легко достижимые экономичные допуски. Требуемая точность замыкающего звена достигается за счет дополнительной обработки (пригонки) неподвижного компенсатора. В качестве неподвижного компенсатора используется прокладка, проставочное кольцо или одна из деталей соединения, удобная для обработки.
Достоинство метода пригонки: при высоких требованиях к точности замыкающего звена составляющие звенья имеют расширенные допуски, что упрощает механическую обработку. Недостатки этого метода: приходится производить предварительную сборку, определять величину компенсации, затем разбирать соединение, дорабатывать компенсатор и снова собирать изделие.
Метод рекомендуется применять в мелкосерийном производстве для достижения высокой точности многозвенных размерных цепей.
Порядок расчетов при этом методе достижения точности следующий.
Сначала устанавливаются на все составляющие звенья расширенные экономические ДОПУСКИ Tje.
Выбирается компенсирующее звено из числа составляющих звеньев, за счет пригонки которого будут устраняться погрешности других составляющих звеньев. Оно должно быть удобно для обработки.
Определяется требуемая величина компенсации:

Определяется одно из значений компенсирующего звена из формулы.

Это значение определяется тем, каким будет компенсирующее звено: увеличивающим или уменьшающим. Затем выполняется проверка по формуле.

Получившееся значение будет меньше требуемого на величину максимального слоя металла, удаляемого при пригонке.
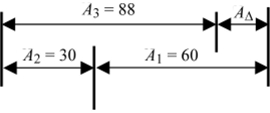
Пример 1. Дана размерная цепь (см. схему).
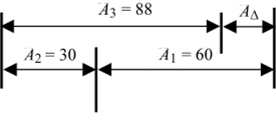
Требуется обеспечить Лд = 2+0'12, 7д = 0,12.
Принимаем следующие значения:
А, = 60+0-12, Л2 = 30+0-06, А3 = 88 °-18.
Те = 0,12, 7^ = 0,06, Гзе = 0,18, 7^ = 0,36.
В качестве компенсирующего звена возьмем а2 = 30.
Величина компенсации К = 0,36 — 0,12 = 0,24.
Определяем наибольшее значение компенсирующего звена из уравнения.

Отсюда Лк«б = 29,82, а Акни = 29,76, т. е. 3014 ?
Определяем Лд"м = 60 + 29,76 — 88 = 1,76.
Требуется снять металла 2 — 1,76 = 0,24 мм. Наибольшая компенсация!
Метод регулировки заключается в том, что в конструкцию изделия вводится специальная деталь, называемая подвижным компенсатором. В качестве подвижного компенсатора используют: винтовую пару, набор прокладок, зазор в сопряжении вал — отверстие и т. п. (рис. 3.6). На все звенья размерной цени назначаются легко достижимые допуски, а требуемая точность замыкающего звена достигается при сборке за счет перемещения подвижного компенсатора на необходимую величину. Этот метод по отношению к пригонке имеет следующие преимущества: 1) отпадает необходимость в разборке и повторной сборке соединения; 2) в процессе эксплуатации можно восстановить требуемую точность замыкающего звена; создаются предпосылки для поточной сборки. Недостаток метода: конструктивное усложнение и удорожание конструкции.
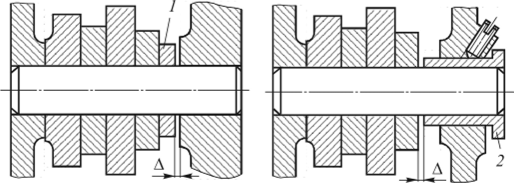
Рис. 3.6. Достижение точности замыкающего звена Д посредством неподвижного компенсатора / (с использованием прокладок) и подвижною компенсатора 2 (методом регулировки) Метод применяется в серийном производстве для обеспечения высокой точности замыкающего звена в многозвенной размерной цепи.
Обычно расчет сводится к определению достаточности перемещения подвижного компенсатора для компенсации погрешности замыкающего звена. Он выполняется по тем же формулам, что и для метода пригонки.
Сложнее выполняется расчет при сборке по методу регулирования с помощью набора прокладок. Порядок расчета здесь следующий:
- 1) сначала в размерную цепь вводится компенсирующее звено в виде колец, прокладок за счет изменения номинальных величин составляющих звеньев (одного или нескольких);
- 2) устанавливаются величины допусков на размеры всех составляющих звеньев, экономически приемлемые в данных производственных условиях Те
- 3) рассчитывается величина компенсации (без учета допуска на размер компенсатора):

4) рассчитывается число ступеней неподвижного компенсатора:
5) рассчитывается количество размеров неподвижных компенсаторов: 
- 6) определяется Ак«а и Лкнм из расчета размерной цени на max-min и из условия требуемой точности замыкающею звена, г. е. допуска 7д при изготовлении составляющих звеньев с допусками Т,е;
- 7) рассчитываются размеры неподвижных компенсаторов по ступеням:
- 1- я ступень Акнм + ТА = ЛкЬ,5;
- 2- я ступень ЛК1нб +Т&= Ак2«б;
и т. д. до Лкнб;
8) при сборке подбирается компенсатор требуемого размера, который и вводится в размерную цепь.
При мер 2. Дана размерная цепь (см. схему). Требуется обеспечить Лд = 2+<�ш, т. с. 7д = 0,12. Примем следующие допуски:

I [азначим допускаемые отклонения: 
Введем компенсирующее звено Ак = 3 за счет звена Аз, которое станет равным Аз = 85.
Расчетная величина компенсации составит К = 0,36 — 0,12 = 0,24.
Определяем число ступеней компенсатора:
Определяем число компенсаторов: 
Определяем Акпи АК1Ш из уравнений:
- 2,12 = 60,12 + 30,06 — 84,82 — Акиб; Акнб = 3,24
- 2 = 60 + 30 — 85 — 4КНМ; Аюш = 3,00.
Определяем размеры компенсаторов в комплекте:
Л; = 3,00 3,12 3,24.
Например, на сборку поступили детали с размерами:
А, =5,25, 42 = 30,05, 43 = 60,1.
Расчеты дают значения:
4д = 5,25, К= 5,25−2,12 = 3,13.
Ближайший компенсатор имеет размер 3,12. Если поставить его, тогда замыкающее звено будет иметь размер 2,01, т. е. в допуске.