Выполнение перебега резца по дуге
Для точной установки вершины резца 10 но отношению к оси датчика на станке монтируют оптическое устройство 4, обеспечивающее 30-кратное увеличение. С его помощью сначала выполняют высокоточную настройку вершины резца по отношению к кресту, находящемуся на оптической оси глазка, а после настройки резца это устройство поворачивают на 180° и устанавливают середину чувствительного элемента датчика… Читать ещё >
Выполнение перебега резца по дуге (реферат, курсовая, диплом, контрольная)
При строгании завершение хода резца по дуге повышает прочность детали, например пуансона, который сможет выдерживать большие нагрузки при увеличившемся сроке службы. Для выполнения такого формирования основания детали используется приспособление 8 (рис. 7.9), которое в конце рабочего хода ползуна обеспечивает круговую траекторию резца 10. Это приспособление крепится сбоку резцедержателя 9, на ползуне 11. Суппорт станка снят, поэтому установка резца на глубину резания вручную исключается. Такой тип обработки изделий может выполняться только при включенной гидравлической системе управления вертикальной подачей стола 15.
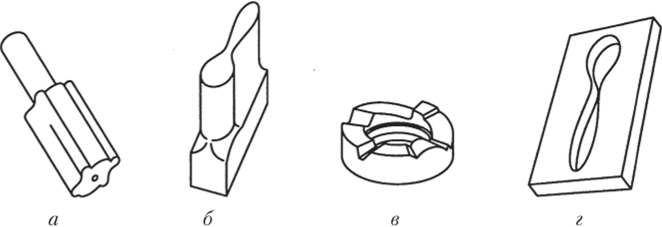
Рис. 7.8. Детали, изготавливаемые на поперечно-строгальных станках с программным управлением:
а — с перебегом резца; б — с завершением хода резца по дуге; в — по торцовой поверхности; г — с внутренним фасонным профилем На столе, перемещающемся по поперечным направляющим станины 14 станка, устанавливается бабка 5 изделия, в которой вращается шпиндель 2. На правом торце шпинделя к фланцу прикреплен патрон 6. Заготовка 7 закрепляется в патроне, и ее правый конец поддерживается центром задней бабки 11.
На левом конце шпинделя, опора которого находится в делительной головке 3, имеется копир 16. При вращении копира чувствительный элемент датчика 17 передает импульсы в управляющую головку 1.
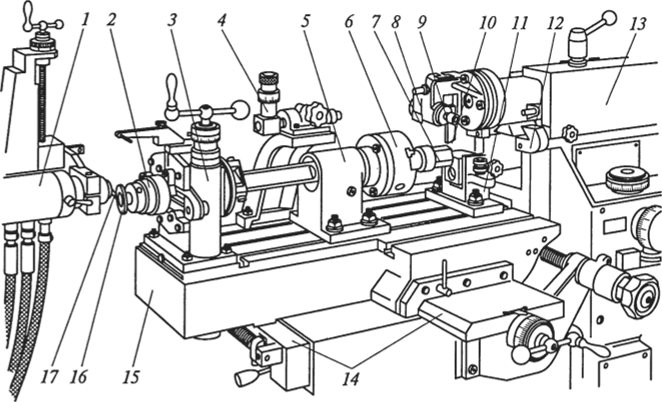
Рис. 7.9. Выполнение перебега по дуге на поперечно-строгальном станке с программном управлением:
- 1 — управляющая головка; 2 — шпиндель; 3 — делительная головка;
- 4 — оптическое устройство; 5 — бабка изделия; 6 — патрон; 7 — заготовка;
- 8 — приспособление; 9 — резцедержатель; 10 — резец; 11 — задняя бабка;
- 12 — направляющие ползуна; 13 — ползун; 14 — поперечные направляющие;
- 15 — стол; 16 — копир; 17 — датчик
Для точной установки вершины резца 10 но отношению к оси датчика на станке монтируют оптическое устройство 4, обеспечивающее 30-кратное увеличение. С его помощью сначала выполняют высокоточную настройку вершины резца по отношению к кресту, находящемуся на оптической оси глазка, а после настройки резца это устройство поворачивают на 180° и устанавливают середину чувствительного элемента датчика по отношению к кресту.
Обработка торцовых поверхностей со сложным профилем.
Гидрокопировальный поперечно-строгальный станок с ЧПУ (рис. 7.10) снабжен специальным приспособлением 5, смонтированным на рабочем столе 4. На приспособление устанавливают копир 3 и заготовку 6', которым сообщается вращение с одинаковой угловой скоростью. Копир выполнен из листового материала, навитого на специальный патрон и закрепленного болтами. Угловая скорость вращения копира и заготовки синхронизирована с рабочей скоростью резца 7. Вертикальной подачей стола управляет гидропривод станка, который получает сигналы от датчика 2 через управляющую головку 1.
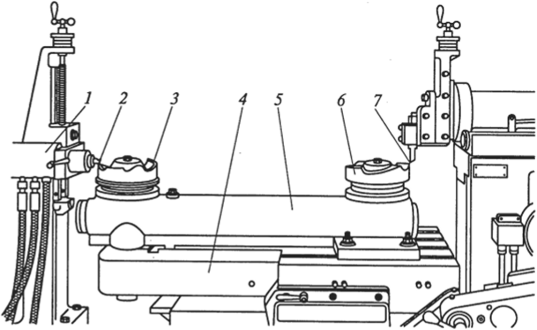
Рис. 7.10. Обработка торцовых поверхностей со сложным профилем на гидрокопировальных поперечно-строгальных станках с программным.
управлением:
- 1 — управляющая головка; 2 — датчик; 3 — копир; 4 — стол; 5 — приспособление;
- 6 — заготовка; 7 — резец