Тесты.
Стратегический менеджмент.
Организация стратегического развития
Где Кэ i — оценка экологической чистоты г-ого технологического процесса; j — вид среды, которой технологический процесс наносит ущерб загрязнениями (атмосфера, гидросфера, литосфера); г — вид вещества, загрязняющего окружающую среду в ходе использования технологического процесса (z е 1 т); kz; — фактическое содержание z-ro вещества, интенсивность или напряженность физического излучения или поля… Читать ещё >
Тесты. Стратегический менеджмент. Организация стратегического развития (реферат, курсовая, диплом, контрольная)
- 1. К основным факторам повышения эффективности использования технологии относятся:
- а) степень освоенности технологии;
- б) точное соблюдение установленных технологических режимов;
- в) комплексность использования, синергия;
- г) диверсификация использования;
- д) снижение стоимости разработки технологии;
- е) степень освоенности технологии.
- 2. Синергия — это:
- а) эффект системности;
- б) эффект экономии на издержках;
- в) эффект поле полной загрузки технологического оборудования.
Практические задания
I. Оценка технологического процесса по издержкам
1. Постановка задачи.
Выбрать из альтернатив технологический процесс, обладающий минимальными издержками на содержание, обслуживание, эксплуатацию. Схемы альтернативных технологических процессов изготовления машиностроительной продукции сформировать на базе исходных данных, представленных в табл. 10.7 и 10.8. Себестоимость реализации основных стадий производственного процесса и требуемые для этого капитальные затраты представлены в табл. 10.9. (Данные, содержащиеся в этих таблицах, условные.).
Парная матрица совместности ТП?аг — ТП->бр
Таблица 10.7
ТП«бр | тп«бр | ||
тп?аг | X. | X. | |
тщаг | X. | X. | |
ТЩа'. | X. | X. |
Парная матрица совместности ТП"бр — ТП^6
Таблица 10.8
тщ[5] | тщ[5] | тщ[5] | |
тцобр | X. | ||
ТГГ/'Р. | X. | ||
TnfP. | X. | X. |
Таблица 10.9
Затраты, связанные с реализацией частичных ТП (условные).
Затраты. | Заготовительная стадия. | Обрабатывающая стадия. | Сборочная стадия. | ||||||
ТП|а| | ТП|аг | ТЩаг | тп?бр | ТП«'Р. | rnfp | ТЩ[5] | ТП§[5] | Tllf. | |
Себестоимость процесса, ден. ед. | |||||||||
Капитальные затраты К, ден. ед. | |||||||||
Каждый частичный технологический процесс может реализовываться с использованием различных методов, носящих альтернативный характер. Так, заготовку детали машины можно получить методами литья, обработки металлов давлением, электрофизическими методами и т. п. Ввиду разнообразия методов реализации каждого технологического передела возникает возможность синтеза множества различных сочетаний совместных частичных ТП. Задача проектировщика состоит в выборе лучшего из таких сочетаний по определенному критерию (или системе критериев).
Методика решения поставленной задачи сводится к последовательной реализации некоторого числа этапов.
Первый этап проектирования технологического процесса связан с формированием его принципиальной схемы. Результатом этого этапа является выбор для каждого передела возможных для изготовления продукции технологий. Например, заготовительная стадия может быть реализована с применением литья металла в литейные формы, обработкой металлов давлением (ковка, штамповка) или использованием электрофизических методов. Обрабатывающая стадия может предполагать использование технологии резания, которая совмещается со всеми технологическими процессами заготовительной стадии. Стадия сборки может быть реализована с применением ручной механизированной сборки, сборки с применением сварочных технологий и т. п. Таким образом, выходом из разработки является перечень возможных укрупненных альтернативных технологических процессов, содержащий совместный состав и очередность исполнения основных операций изготовления продукции.
На втором этапе каждая укрупненная операция распадается на ряд конкретных альтернатив. Например, литейная технология на заготовительной стадии производственного процесса может быть реализована с использованием литья в ПГФ, кокили, оболочковые формы и т. п. Технология на основе электрофизических методов может предполагать газокислородную резку металла, плазменную резку, на основе лучевой техники и т. п. Рассмотрению подлежат все возможные варианты совместных сочетаний частичных ТП, в результате может быть синтезировано некоторое множество альтернативных маршрутных ТП, способных обеспечить выпуск заданной номенклатуры продукции.
Формирование альтернативных ТП удобно вести с использованием такого инструмента менеджмента, как матрица соответствия (см., например, табл. 10.7). Предположим, что весь производственный процесс реализуется в три стадии: заготовительную, обрабатывающую и сборочную. Тогда можно сформировать две парные матрицы соответствия:

где THfar, TiI[>6p, THj*6 — частичные технологические процессы заготовительной, обрабатывающей и сборочной стадий производства г-го изделия соответственно.
В матрице соответствия в каждой ячейке содержится информация о совместности операций двух смежных стадий обработки. Если рассматриваемая парная связка элементов матрицы может существовать, т. е. частичные технологические процессы совместны, то в этой ячейке ставится, например, знак «х», если связка не совместна, то знак не проставляется или ставят знак «-».
Третий этап методики предполагает построение целевого дерева технологий предприятия, содержащего все возможные альтернативы. Построение ведется на основе информации, содержащейся в парных матрицах соответствия. Древовидная схема, соответствующая табл. 10.7 и 10.8, представлена на рис. 10.24.
Четвертый этап методики сводится к определению издержек на обслуживание, содержание, эксплуатацию каждого возможного сквозного технологического процесса. Эти издержки в связи с различным составом примененных частичных ТП будут разными. Например, на приведенном выше целевом дереве технологий (см. рис. 10.24) ТП-?аг— это литье в ПГФ, ТП*2аг— это литье в кокили, ТПзаг— штамповка, Тп<юр_ токарная обработка резанием, TUf*1р— электрохимическая обработка металла и т. д. Литье в песчаные литейные формы обеспечивает низкую себестоимость литой заготовки, но, но точности размеров, геометрии, качеству металла она уступает относительно дорогой штампованной заготовке, что приводит к росту издержек на следующей, обрабатывающей стадии. Таким образом, необходимо решить задачу выбора технологического процесса с минимальными издержками на его реализацию. К основным статьям таких издержек относятся:
- — издержки на исходное сырье и материалы в расчете на единицу полезного эффекта (часто принимают на единицу продукции) с учетом предполагаемого объема производства;
- — издержки на содержание и эксплуатацию технологического процесса: зарплата рабочих, стоимость энергетических ресурсов технологических, амортизационные отчисления на реновацию оборудования, зданий и сооружений, затраты на обслуживание ТП инструментами и оснасткой, затраты на ремонтное обслуживание технологического оборудования, издержки подготовительно-заключительного характера (настройки и наладки оборудования и т. п.).
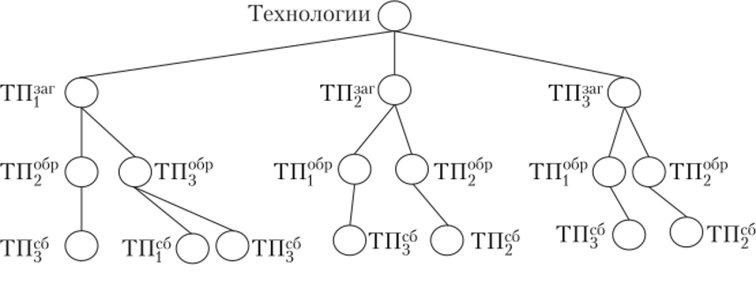
Рис. 10.24. Целевое дерево технологий
Па основании имеющейся информации об издержках на эксплуатацию и содержание частичных ТП необходимо рассчитать приведенные затраты по формуле.

где Зпр — приведенные затраты по варианту технологии; С, л — себестоимость реализации технологического процесса в плановом периоде (например, год), т. е. издержки, связанные с содержанием и эксплуатацией процесса; нормативный коэффициент эффективности (может быть принят равным 0,25—0,3); К — капитальные вложения в данный вариант технологии.
Первоначальные капитальные вложения К по варианту технологии образуются из балансовой стоимости используемого в технологическом процессе оборудования, затрат, связанных с его монтажом и пусконаладочными работами (иногда учитываются и другие работы, например строительные, если при монтаже потребовалось поднять крышу здания или устроить подъездные пути).
- 3. Методические рекомендации.
- 1. Студент получает у преподавателя (или формирует самостоятельно) вариант парных матриц совместности (см. табл. 10.7 и 10.8), по которым строит схему целевого дерева технологий (см. рис. 10.24).
- 2. К исходным вариативным данным относится и информация, содержащаяся в табл. 10.9, которая также выдается студенту преподавателем. По каждому частичному технологическому процессу с использованием формулы (10.1) рассчитываются приведенные затраты.
- 3. Для каждого сквозного технологического процесса, имеющегося на целевом дереве технологий и полученных на предыдущем этапе расчетов данных о затратах на реализацию частичных ТП, рассчитать накопленные издержки альтернативных маршрутных технологических процессов и расставить их рейтинговые оценки.
- 4. По величине рейтинга сделать обоснованный вывод о наименее затратном технологическом процессе изготовления продукции предприятия.
- 4. Решение задачи.
- 1. Построим схему целевого дерева технологий в соответствии с данными, содержащимися в табл. 10.7 и 10.8 (см. рис. 10.24).
- 2. На основании данных, содержащихся в табл. 10.9, рассчитаем приведенные затраты, связанные с использованием и содержанием частичных технологических процессов ТП|аг — Tllf, ТП'1Н'"Р — ТП§бр, ТП™ — ТП™.
Приемлемым сроком реализации большинства инвестиционных проектов, каким и является технологический процесс, который будет реализован, считается период равный трем-четырем годам. За этот срок инвестиции, сделанные в проект, должны быть возвращены. Тогда коэффициент нормативной эффективности оказывается равным 0,3—0,25. В условиях решаемой задачи примем k* =0,3. Рассчитаем приведенные затраты З^ по каждому частичному технологическому процессу (* — номер альтернативного технологического процесса,/ — наименование стадии маршрутного процесса). Так, для ТПfг 3.^ ^ = 20 ч- 0,3 * 180 = 74 тыс. ден. ед./г. Результаты расчетов сведем в табл. 10.10. '.
Расчет приведенных затрат, но частным ТП.
Таблица 10.10
Затраты. | Заготовительная стадия. | Обрабатывающая стадия. | Сборочная стадия. | ||||||
Tnfr | Tllf. | TUfr | Tllf’P. | ТП°бр | тп°бр | Tnf> | ТП™. | TUf | |
Себестоимость процесса, ден.ед. | |||||||||
Капитальные затраты, ден.ед. | |||||||||
Коэффициент эффективности. | 0,3. | 0,3. | 0,3. | 0,3. | 0,3. | 0,3. | 0,3. | 0,3. | 0,3. |
Приведенные затраты, ден.ед. | |||||||||
- 3. В соответствии с целевым деревом технологий, приведенными затратами на реализацию частичных ТП рассчитаем накопленные издержки, связанные с реализацией «сквозного» маршрутного технологического процесса. Так, для технологического маршрута, состоящего из ТПрг — ТП?, р — ТЩб, приведенные издержки окажутся равными
- 3S1 = 74 +103 + 26 = 203 тыс. ден. ед./г.
Рассчитаем суммарные приведенные издержки для каждого технологического маршрута целевого дерева технологий, результаты расчетов сведем в табл. 10.11.
Таблица 10.11
№. п/п. | Структура маршрутного ТП. | Расчет суммарных затрат, тыс. ден. ед. | Рейтинг процесса. |
1. | ТЦэаг-ТЩбр-ТЩб | 74 + 103 + 26 = 203. |
№. п/п. | Структура маршрутного ТП. | Расчет суммарных затрат, тыс. ден. ед. | Рейтинг процесса. |
2. | TIIfr-Tn^p-Tnfp | 74 + 69 + 29 =172. | |
3. | Tnf-Tnfp-TIIf6 | 74 + 69 + 28= 171. | |
4. | TllfTII°6p-TIlf. | 84 + 94 + 29 = 207. | |
5. | Tnfr-Tnfp-Tnf. | 84 + 94 + 26 = 204. | |
6. | yj-jaar _ ТП^Р — ТП§6 | 69 + 94 + 29 = 192. | |
1. | TIIfr-TnfJp-TII<26 | 69 + 103 + 26 = 198. | |
8. | Tllfтп?бр-тп§6 | 69 + 94 + 29= 192. |
4. На основании суммарных издержек, связанных с реализацией того или иного маршрутного технологического процесса, в последней графе табл. 10.11 проставим их рейтинги (ранг). Чем меньше затраты на процесс, гем выше его рейтинг (высший рейтинг соответствует 1). Как видим, в условиях примера высший ранг имеет маршрутный технологический процесс ТП|аг — ТП^Р — ТЩ6, его суммарные приведенные издержки на эксплуатацию и содержание равны 171 тыс. ден. ед. в год.
II. Оценка технологического процесса по качеству
1. Постановка задачи.
Оценить альтернативные технологические процессы с применением локальных критериев качества, рассчитать сводный показатель качества и выбрать лучший из имеющихся вариантов технологических процессов.
Теоретические положения по существу задачи изложены в разделе 10.1.4. Категория качества продукции, технологического процесса, жизни человека является многоаспектной, комплексной величиной. Получить интегральную, обобщенную оценку качества объекта исследования крайне сложно или невозможно вообще. Однако несмотря на это, любая характеристика качества, носящая объективный характер, полезна, поскольку снижает уровень неопределенности при принятии управленческих решений.
- 2. Методические рекомендации.
- 1. Студент выбирает не менее трех локальных показателей качества, которые он и будет использовать в дальнейших расчетах. Выбор может быть сделан из списка показателей, представленных в гл. 10 данного учебника, либо сформирован студентом самостоятельно и после согласования с преподавателем, применен в решении задачи. Под выбранные показатели качества студент самостоятельно формирует исходную информационную базу. Эта база должна содержать характеристики качества трех (или более) альтернативных технологических процессов и давать возможность расчета выбранных локальных показателей качества.
- 2. Рассчитываются локальные показатели качества по приведенным в гл. 10 соотношениям. Полученные локальные оценки качества каждого ТП являются основанием для вывода о возможности его участия в дальнейшем выборе. В случае выхода показателя за нормативные пределы, ТП исключается из дальнейшего рассмотрения.
- 3. С помощью метода парных сравнений определяются весовые коэффициенты значимости локальных показателей качества.
- 4. По выбранной системе показателей качества с учетом коэффициента значимости каждого из них рассчитываются сводные оценки качества всех альтернативных ТП.
- 5. В заключение делается обоснованный вывод о лучшем технологическом процессе по данной системе критериев качества.
- 3. Пример решения задачи.
Проведем расчет некоторых показателей качества альтернативных технологических процессов, по которым и определим лучшую из альтернатив.
1. Определим показатель качества технологического процесса по уровню вредного воздействия на окружающую среду при его эксплуатации.
Для проведения расчетов примем следующие исходные данные. Пусть имеются три технологических процесса ТП1, ТП2, ТПЗ, способные удовлетворить одну и ту же потребность населения или целевых групп. Все 'ГП имеют загрязняющие выбросы в атмосферу и гидросферу. Величины выбросов в атмосферу представлены в табл. 10.12.
Таблица 10.12
Характеристики ТП, но выбросам в атмосферу (условно).
Номер технологического процесса. | Содержание загрязняющего вещества в атмосфере, мг/м3 | ||
ПЫЛЬ нетоксичная. | ОКИСЬ углерода. | аммиак. | |
ТП1. | 0,1. | 0,8. | 0,15. |
ТП2. | 0,05. | 0,9. | 0,1. |
ТПЗ. | 0,12. | 1,1. | 0,18. |
Предельно допустимая среднесуточная норма, мг/м3 | 0,15. | 1,0. | 0,2. |
Величины выбросов в гидросферу представлены в табл. 10.13.
Таблица 10.13
Характеристики ТП по выбросам в гидросферу (условно).
Номер технологического процесса. | ТП1. | ТП2. | ТПЗ. | Предельно допустимая норма, % |
Содержание загрязняющего вещества в гидросфере, % |
Рассчитаем показатель экологической чистоты каждого из технологических процессов по формуле.
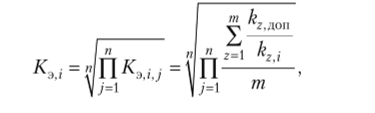
где Кэ i — оценка экологической чистоты г-ого технологического процесса; j — вид среды, которой технологический процесс наносит ущерб загрязнениями (атмосфера, гидросфера, литосфера); г — вид вещества, загрязняющего окружающую среду в ходе использования технологического процесса (z е 1 т); kz; — фактическое содержание z-ro вещества, интенсивность или напряженность физического излучения или поля (ионизирующих, радиационных, тепловых излучений, шумов, вибраций, электромагнитных полей и т. п.) в окружающей среде в ходе функционирования технологического процесса; доп — предельное допустимое содержание z-ro вещества, предельная интенсивность или напряженность физического излучения или поля (ионизирующих, радиационных, тепловых излучений, шумов, вибраций, электромагнитных полей и т. п.) в окружающей среде.
По полученным частным оценкам технологических процессов затем определим их относительные оценки по формуле.
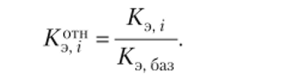
В качестве базового технологического процесса принимается ТП, лучший по экологической чистоте.
Тогда выбросы в гидросферу (со сточными водами) составят.

Выбросы в атмосферу окажутся равными.

Как видим, в ТПЗ имеется превышение на 10% допустимого уровня, но выбросам в атмосферу окиси углерода, что привело к присвоению показателю экологической чистоты ТП величины равной — °°, т. е. Кэ {=3 ;=2 = ~00;
Затем рассчитаем общий показатель загрязнения по всем средам (атмосфера и гидросфера), т. е. 
Определим относительные оценки экологической чистоты рассматриваемых технологических процессов. В качестве базового возьмем лучший их них по этому показателю, т. е. ТП2, имеющий Кэ ,=2 = 1,483.
1 32.
Тогда=^ = 0,89; К™?=2 = 1.0; ОДз = —•.
2. Определим показатель качества по точности геометрических размеров продуктов на выходе из каждого технологического процесса. Применим для этого расчета формулу где Т(|)акт /ш — оценка качества i-го технологического процесса по т-му параметру качества продукта (точность, шероховатость и т. д.); Тбаз т/ — оценка качества базового технологического процесса по /л-му параметру качества продукта (точность, шероховатость и т. д.).
Предположим, продукты в среднем характеризуются следующими параметрами точности размеров: ТП1 дает 14 квалитет точности; ТП2—10 квалитет точности; ТПЗ—17 квалитет. Примем в качестве базы сравнения лучший из процессов, т. е. ТПЗ, обеспечивающий 17 квалитет точности. Тогда относительные оценки окажутся следующими:

По данному локальному показателю качества лучшим оказался ТПЗ.
3. Определим качество альтернативных ТП по параметру полноты использования исходных сырья и материалов. Для расчета используем зависимость.
где Qhcx, i~ удельное количество исходных сырья и материалов, расходуемых при производстве одного изделия по i-ому технологическому процессу; <2издеЯ||— масса исходного сырья и материалов в готовом изделии.
При этом величины отходов характеризуются следующими цифрами: при использовании Till — в отход уходит в среднем 10% материалов; ТП2—13%, ТПЗ—8%. В качестве базового процесса берем лучший по этому показателю, т. е. технологический процесс № 3.

По этому локальному показателю качества лучшим оказался ТПЗ.
4. Рассчитаем показатель эксплуатационной долговечности технологического процесса по зависимости.

где Т, 0 — обоснованный срок эксплуатации i-го технологического процесса, годы; Тбаз, 0 — обоснованный срок эксплуатации базового варианта технологического процесса.
При этом будем полагать, что отказ от эксплуатации старой машинной системы, а значит, и от старого технологического процесса будет обоснован тогда, когда издержки на поддержание ее в рабочем состоянии окажутся соизмеримыми с объемом инвестиций в приобретение новой технологии и новой соответствующей машинной системы.
Проведем расчет издержек, связанных с эксплуатацией альтернативных ТП.
Л. Инвестиции на приобретение машин и оборудование, а также технологической документации 
где Сшш — балансовая стоимость машинной системы технологического процесса; Сост — остаточная стоимость машинной системы; Сдок — стоимость приобретения или разработки технологической документации, но процессу.
Б. Относительно неизменные эксплуатационные издержки.
В. Прогрессирующие эксплуатационные издержки.

где Т — год эксплуатации технологического процесса (машинной системы); b — основание показательной функции, характеризующее скорость нарастания эксплуатационных издержек, связанных с износом машин и оборудования (определяется эм 11 ирическим 11угем).
Общие издержки за весь период эксплуатации технологического процесса рассчитаем как сумму.

Предположим, что характеристики альтернативных ТП заданы в табл. 10.14. При этом К — срок возврата средств, инвестированных в новый технологический процесс, годы; И — объем инвестиций в покупку новой технологии, тыс. ден. ед.; В — текущие эксплуатационные издержки в плановом периоде, тыс. ден. ед.
Исходные данные для расчета показателя эксплуатационной долговечности
Наименование (шифр) технологического процесса. | Характеристи ка затрат. | ||
3,. | ^2. | З3 | |
ТП1. | И = 10. | Ь= 1,5;/С = 2. | |
ТП2. | И = 9. | b = 2,0; К = 2 | |
ТПЗ. | И = 7. | b = 2,0; К = 2 | |
На основании представленных в табл. 10.14 данных, рассчитаем обоснованные сроки эксплуатации технологических процессов, т.с.
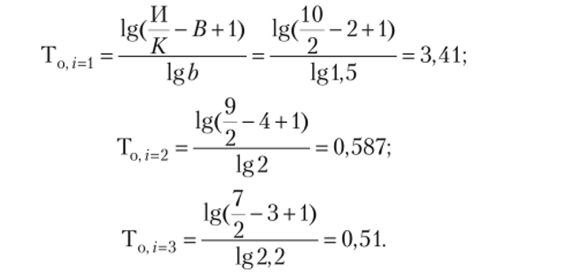
Лучший из альтернативных ТП по этому показателю оказался ТП1 (Т0 t = 3,41), этот технологический процесс и примем в качестве базового. Тогда показатели относительной долговечности ТП, окажутся равными.

Таким образом, в ходе расчетов получены величины некоторых локальных показателей качества альтернативных технологических процессов (табл. 10.15).
Таблица 10.15
Сводная таблица результатов расчетов
ISfOTH. .9,1. | *тТ. | tfOTH. i4HM. | If отн, ч, i | |
ТП1. | 0,89. | 0,82. | 0,98. | 1,0. |
ТП2. | 1,0. | 0,59. | 0,946. | 0,172. |
ТПЗ. | —00. | 1,0. | 1,0. | 0,15. |
К | 0,4. | 0,15. | 0,2. | 0,25. |
Для расчета сводной оценки качества по исследуемым локальным параметрам необходимо определить их весовые коэффициенты значимости kq. Для этого может быть привлечен, например, метод парных сравнений. Предположим, что величины коэффициентов значимости оказались такими, как это представлено в табл. 10.15.
Тогда сводные оценки качества альтернативных технологических процессов окажутся равными.

Как видим, лучшим по выбранной системе показателей качества из альтернативных технологических процессов оказался ТП1 (У)=1 = 0,925). ТПЗ применяться в производственной практике не должен, так как при его эксплуатации нарушается один из предельно допустимых параметров вредного воздействия на окружающую среду.

III. Оценка технологической подсистемы по синергии.
1. Постановка задачи.
Оценить технологическую подсистему производственного предприятия по уровню синергии. Сформировать технологическую подсистему предприятия, образующую наибольший синергетический эффект.
2. Теоретические положения.
Теоретические положения по существу задачи изложены в разделе 10.1.4. Под синергетическим эффектом будем понимать общий эффект системности по некоторому перечню факторов синергии. К основным факторам синергии могут быть отнесены следующие:
- 1) наличие унифицированных элементов в конструкции различных продуктов, выпускаемых фирмой;
- 2) возможность совмещения тех или иных звеньев технологической цепи, возможно целиком отдельных частичных технологических процессов;
- 3) возможность использования однородных видов оборудования при реализации различных технологических процессов;
- 4) возможность совмещения этапов ЖЦ продуктов во времени и технологии их реализации;
- 5) возможность объединения части функций и задач управления по разным продуктам фирмы в одном организационном управленческом звене;
- 6) возможность использования в различных технологических процессах одних и тех же видов энергии;
- 7) возможность использования единой нормативной информационной базы;
- 8) возможность использования единой инфраструктуры производства;
- 9) возможность использования единых сбытовых сетей, система дилеров, магазинов и т. п.;
- 10) гармонизация внутрифирменной стандартизации и т. д.
Образование технологической подсистемы предприятия с высоким уровнем синергии потенциально позволяет снизить производственные издержки, повысить эффективность производственной системы.
- 3. Методические указания к решению задачи
- 1. Студент выбирает не менее двух факторов синергии, которые он и будет использовать в дальнейших расчетах. Выбор может быть сделан из перечня факторов, рассмотренных в главе 10. Не исключается возможность формирования студентом новых факторов синергии и после согласования с преподавателем, применение их в решении задачи.
- 2. Делается предположение о числе продуктов, входящих в продуктовый портфель предприятия, и наличии альтернативных технологических процессов их изготовления. Альтернатив по каждому продукту должно быть не менее двух.
- 3. Рассчитываются частные оценки синергии по каждому фактору се образования.
- 4. Определяются весовые коэффициенты значимости рассматриваемых факторов синергии.
- 5. Формируется таблица общих и интегральных оценок синергии для всех возможных сочетаний продуктовых технологических процессов, проводится их ранжирование.
Рассмотрим некоторые частные показатели оценки синергии, образуемой в технологической подсистеме предприятия.
4. Пример решения задачи Оценим образуемый в технологической подсистеме синергетический эффект по двум факторам — возможности использования в различных ТП производственной системы одних и тех же видов квалификации основных работников.
Продуктовый портфель предприятия содержит три продукта. Продукт № 1 может быть произведен с использованием двух технологических процессов 1.1 и 1.2 (первая цифра — номер продукта, вторая — номер процесса), продукт № 2 — с использованием процессов 2.1, 2.2 и 2.3, продукт № 3— с использованием процессов 3.1 и 3.2.
В результате системного взаимодействия каждый элемент системы генерирует синергетический эффект во всех остальных ее элементах. Вместе с тем каждый элемент системы воспринимает синергетический эффект, генерируемый другими ее элементами. Необходимо рассчитать суммарный синергетический эффект, возникающий в системе от взаимодействия ее элементов.
В рамках решаемой задачи имеется семь технологических процессов, подлежащих рассмотрению при создании технологической подсистемы предприятия. При этом для производства каждого из трех продуктов, входящих в портфель предприятия, может быть применен только один ТП из возможного их перечня. Например, для производства продукта № 2 могут быть применены три ТП (3.1,3.2 и 3.3), но в проектируемом варианте технологической подсистемы может использоваться только один из них. Задача проектировщика состоит в том, чтобы сформировать такой состав продуктовых ТП, который обладал бы максимальным синергетическим эффектом.
По принятым для решения задачи условиям оценку формируемого в системе синергетического эффекта будем вести по двум факторам, это относительная доля совпадающих видов оборудования XI (С°^орул) и относительная доля совпадающих видов квалификаций основных работников Х2 (С[11]аалиср).
Проведем расчеты частного показателя синергии по первому источнику С^руд. Предположим, что состав операций по каждому технологическому процессу представлен в табл. 10.16. Вхождение операции в ТП отмечено значком «х».
Таблица 10.16
Состав операций технологических процессов (условный, ограниченный).
Шифр ТП. | Наименование (шифр) операции обработки[11] | |||||||||
Т. | ф. | Шл. | Стр | Св. | Зр | Пр | о. | Зч. | Р02. | |
ТП1.1. | X. | X. | X. | X. | X. | X. | ||||
ТП2.1. | X. | X. | X. | X. | X. | X. | ||||
ТП2.2. | X. | X. | X. | X. | X. | |||||
ТП2.3. | X. | X. | X. | X. | ||||||
ТП3.1. | X. | X. | X. | X. | X. | |||||
ТП3.2. | X. | X. | X. | X. | X. | |||||
Для определения относительной доли совпадающих видов оборудования используем расчетную формулу.
где kf j руд — список совпадающих видов основного оборудования, используемого в г-м и Дм технологических процессах; и°^оруд — количество видов основного оборудования в общем списке оборудования, используемого в i-м и Дм технологических процессах. Поочередно рассчитаем синергетический эффект, генерируемый ТП1.1 во всех остальных технологических процессах.
В соответствии с табл. 10.16 ТП1.1 реализуется на токарном, фрезерном, шлифовальном, строгальном, сверлильном и зуборезном станках. В ТП2.1 используются кривошипно-шатунный горячештамповочный пресс, обрезной станок, зачистное оборудование, токарные и сверлильные станки и т. д. Тогда общее число видов оборудования, задействованное в обоих ТП, равно 9, г. е. я°®оруд = 9, а совпадающих видов оборудования, используемого в обоих ТП, всего три вида — токарное, фрезерное Ьоборуд и сверлильное, т.с. kfj19* = 3. Тогда = — = 0,33.
и1°идЛ 9
Технологический процесс 2.2 состоит из операций Т, Ф, Св, Зр и Р02 Общее число операций в двух ТП равно семи, совпадающих операций — четырем. Тогда.

Технологический процесс-генератор 1.1 и процесс-приемник 2.3 имеют общее число операций равное шести, при этом совпадающих операций четыре. Частная оценка синергии будет равна.

Технологический процесс-генератор 1.1 и процесс-нриемник 3.1 имеют общее число операций равное семи, при этом совпадающих операций четыре. Частная оценка синергии будет равна.
Технологический процесс-генератор 1.1 и процесс-приемник 3.2 имеют общее число операций равное девяти, при этом совпадающих операций три. Частная оценка синергии будет равна.

Аналогичным образом ведется расчет в случае, когда генератором является ТП 1.2, ТП2.1 и т. д.
Остальные частные показатели синергии по первому источнику XI рассчитываются аналогично. Результаты расчетов сводятся в матрицу оценки синергетического эффекта по фактору XI (табл. 10.17). Учитывая, что полученные оценки носят.
Формирование частных оценок синергии, но фактору Х1(С"®орул)
№ строки. | Наименование продукта,. Р | ТП — генератор синергии, Z | Продукт 1 Продукт 2. | Продукт 3. | Средняя оценка гепери; руемои синергии. | ||||||||
Технологические процессы (ТП) — приемники синергии, Y | |||||||||||||
1.1. | 1.2. | laij п средняя оценка по пучку. | 2.1. | 2.2. | 2.3. | п средняя оценка по пучку. | 3.1. | 3.2. | 5>у; п средняя оценка по пучку. | ||||
е. | И. | ||||||||||||
Продукт 1. | 1.1. | 3,3. | 5,7. | 5,3. | 5,7. | 2,2. | 4,0. | 9,3. | |||||
1.2. | 3,3. | 4,5. | 7,8. | ||||||||||
Продукт 2. | 2.1. | 3,3. | 3,15. | 5,5. | 8,65. | ||||||||
2.2. | 5,7. | 5,35. | 3,5. | 8,85. | |||||||||
2.3. | 4,5. | 8,5. | |||||||||||
Продукт 3. | 3.1. | 5,7. | 5,35. | 10,35. | |||||||||
3.2. | 2,2. | 3,1. | 3,7. | 6,8. | |||||||||
сравнительный характер, а также для удобства дальнейших вычислений рассчитанные по формуле оценки будем умножать на 10, т. е. С", окажется равным 3,3 баллам, а СЙ0^-5,7 бал лам. Полученные частные оценки синергии по фактору XI заносим в соответствующие ячейки матрицы частных оценок (см. табл. 10.17). В боковике матрицы размещаются технологические процессы-генераторы синергии, формирующие синергетический эффект в других ТП. В шапке матрицы размещены ТП, воспринимающие синергетический эффект (ТП-приемники).
Таким образом, из заполненной табл. 10.17 следует, что генерируемый ТП1.1 синергетический эффект в TII2.1 характеризуется относительной оценкой, равной.
3,3, в ТП2.2 — оценкой 5,7 балла, а в ТП2.3 — 7 баллов. В технологических процессах 3.1 и 3.2 он генерирует синергию, оцениваемую 5,7 и 2,2 баллами соответственно (первая строка табл. 10.17). Диагональные блоки матрицы оказываются пустыми (нулевыми), так как не имеет смысла рассматривать синергетический эффект, образуемый технологическим процессом в самом себе. С учетом того, что из всего перечня технологических процессов по каждому продукту (пучок технологий) будет выбран только один, рассчитывается средняя оценка синергии по пучку техпроцессов, потенциально пригодных для производства данного конкретного продукта. Так, для ТП, связанных с производством продукта № 2 (2.1, 2.2 и 2.3), средняя величина по;
" л 3,3 + 5,7 + 7 с 0
казателя синергии, полученной от 1111.1, составит—-= 5,3 и т. д.
Общий средний эффект генерации синергии технологическим процессом ТП1.1 во все остальные ТГ1 вычисляется как сумма средних оценок по каждому пучку техпроцессов и составит 9,3 балла (см. табл. 10.17, строка 1, с некоторым округлением).
Аналогичным образом заполняются остальные строки матрицы, чтобы каждый из анализируемых продуктовых ТП один раз выступил в роли генератора синергетического эффекта в технологической подсистеме предприятия.
Полученные средние оценки синергии, генерируемой тем или иным технологическим процессом, позволяют сделать предварительные выводы о его перспективности в дальнейшем проектировании производственной системы. Например, анализируя данные табл. 10.17 можно сделать выводы о том, что наиболее сильными генераторами синергии являются ТП3.1 (оценка 10,35) и ТП1.1 (оценка 9,3).
Как видим, матрица заполняется элементами симметрично относительно диагонали. Нижняя часть заполненной матрицы является зеркальным отображением ее верхней части.
Аналогичные матрицы формируются по каждому фактору синергии.
В условиях примера сформирована матрица частных оценок синергии по фактору Х2 (совпадающие виды квалификации), представленная в габл. 10.18.
Поясним порядок получения частных оценок по этому фактору синергии в рамках условного примера. Допустим, что при использовании ТП 1 требуются специальности: токарь 3-го разряда (трудоемкость работы 81 н-ч), токарь 6-го разряда (трудоемкость работы 15 н-ч), фрезеровщик 4-го разряда (трудоемкость работы 40 н-ч), а при использовании ТП2 — токарь 6-го разряда (трудоемкость работы 27 н-ч), фрезеровщик 4-го разряда (трудоемкость работы 52 н-ч), фрезеровщик 5-го разряда (трудоемкость работы 32 н-ч). Тогда после подстановки в расчетную формулу получим.
Полученное значение частного показателя умножим на 10 и поместим в соответствующую ячейку табл. 10.18. Остальные расчеты ведутся по аналогии.
Формирование частных оценок синергии, но фактору Х2 (С*"?л").
№ строки. | Наименование продукта,. Р | ТП — генератор синергии, Z | Продукт 1 Продукт 2. | Продукт 3. | Средняя оценка гепери; руемои синергии. | ||||||||
Технологические процессы (ТП) — приемники синергии, Y | |||||||||||||
1.1. | 1.2. | laij п средняя оценка по пучку. | 2.1. | 2.2. | 2.3. | п средняя оценка по пучку. | 3.1. | 3.2. | 5>у; п средняя оценка по пучку. | ||||
е. | И. | ||||||||||||
Продукт 1. | 1.1. | 5,7. | 1,5. | 7,2. | |||||||||
1.2. | 4,3. | 2,5. | 6,8. | ||||||||||
CN. Н м. >-«. d. О. сх с. | 2.1. | 4,5. | 3,5. | 8,0. | |||||||||
2.2. | 4,5. | 9,5. | |||||||||||
2.3. | 5,5. | 9,5. | |||||||||||
Продукт 3. | 3.1. | 2,5. | 6,5. | ||||||||||
3.2. | 1,5. | 5,5. | |||||||||||
Влияние различных факторов (источников) синергии на величину образуемого в системе синергетического эффекта различно. В связи с этим необходимо определить весовые коэффициенты значимости каждого из них. Количественная оценка (хотя и относительная) может быть получена с применением метода парных сравнений, упрощенная версия которого представлена в табл. 10.19.
Таблица 10.19
Определение весовых коэффициентов значимости факторов синергии.
Фактор синергии. | XI. | Х2. | Итерированная сила. | Весовой коэффициент значимости. |
XI (cf;pya). | = 1,0. | >2,0. | 3,0. | 0,75. |
Х2 (Сквалиф) | <0,0. | = 1,0. | 1,0. | 0,25. |
Сумма. | 4,0. | |||
Для окончательного ранжирования ТП по критерию синергии формируется сводная матрица синергии (табл. 10.20).
В первой колонке матрицы выписываются все возможные в производственной системе предприятия сочетания ТП. Число таких сочетаний равно произведению числа перестановок рассматриваемых технологических процессов на число продуктов, входящих в продуктовый портфель предприятия. В условиях решаемой задачи количество сочетаний окажется равным, abcN = 2 • 3 • 2 • 3, соответственно заполняется 36 строк в сводной матрице синергии (см. табл. 10.20). При этом мы использовали следующие обозначения: а — количество технологических процессов по продукту 1; b — количество технологических процессов по продукту 2; с — количество технологических процессов по продукту 3; N — количество продуктов в продуктовом портфеле предприятия.
Колонки 2 и 3 (4 и 5) матрицы (табл. 10.20) соответствуют фактору синергии XI (Х2). Колонка 2 (4) заполняется элементами bij, каждый из которых представляет собой сумму балльных оценок синергии из соответствующей локальной матрицы синергии (табл. 10.17 или 10.18). Так, для строки ТП 1.1—2.1—3.1 элемент bij формируется как сумма оценок из табл. 10.17:

Таким образом, сочетание продуктовых технологий 1.1, 2.1 и 3.1 при генерации синергетического эффекта технологическим процессом 1.1 дают общий синергетический эффект, равный 9,0. С учетом коэффициента значимости фактора синергии (для XI он равен 0,75) получаем оценку bij = 9 • 0,75 = 6,75, которая проставляется в колонке 3 сводной матрицы. Суммируя эти оценки по всем факторам синергии, получаем оценку общего синергетического эффекта (в примере для рассматриваемого сочетания продуктовых технологических процессов она равна 6,75 + 1,5 = 8,25), которая выписывается в колонке 6 матрицы.
В колонке 7 табл. 10.20 проставляется оценка интегрального синергетического эффекта сочетания продуктовых технологических процессов. Такая оценка учитывает как оценки генерации синергетических эффектов, так и оценки приема синергии от других ТП. Как было показано в расчетном примере, сочетание технологий 1.1—2.1—3.1 формирует синергетический эффект, равный 8,25 балла, при его генерации технологическим процессом 1.1 и приемом процессами 2.2 и 3.1. При генерации эффекта технологическим процессом 2.1 и его приема ТП1.1 и ТП3.1 эффект оказывается равным 8,75 баллам (строка 13 в табл. 10.20). При генерации эффекта технологическим процессом 3.1 и его приеме техпроцессами 1.1 и 2.1 эффект равен 10,05 баллам. Таким образом, интегральная оценка синергетического эффекта по этому сочетанию продуктовых технологических процессов равна 8,25 + 8,75 + + 10,05 = 27,05 баллам.
Аналогичный расчет проводится для каждого сочетания продуктовых технологических процессов. При этом колонки 7 и 8 заполняются только в первой части таблицы (строки 1—12 табл. 10.20), гак как в остальных ее частях будет дублирование данных первой части.
Таблица 10.20
Формирование общих и интегральных оценок синергии сочетаний продуктовых ТП.
№. строки. | Сочетание ТП. | Оценка по факторам. | Общая оценка синергии производственной системы. | Интегральная оценка синергии производственной системы. | Ранг ТП. | |||
XI (оборудование). | Х2(виды квалификаций). | |||||||
0,75. | 0,25. | |||||||
1. | ТП 1.1−2.1−3.1. | 9,0. | 6,75. | 1,5. | 8,25. | 27,05. | ||
2. | ТП 1.1—2.1—3.2. | 5,5. | 4,125. | 1,25. | 5,38. | 35,85. | ||
3. | ТП 1.1—2.2—3.1. | 11,4. | 8,55. | 2,0. | 10,55. | 29,15. | ||
4. | ТП 1.1—2.2—3.2. | 7,9. | 5,9. | 1,75. | 7,65. | 22,3. | ||
5. | ТП 1.1—2.3—3.1. | 12,7. | 9,53. | 2,25. | 11,78. | 33,53. | ||
6. | ТП 1.1—2.3—3.2. | 9,2. | 6,9. | 2,0. | 8,9. | 23,8. | ||
7. | ТП 1.2—2.1—3.1. | 6,0. | 2,0. | 8,0. | 25,25. | |||
8. | ТП 1.2—2.1—3.2. | 5,25. | 1,75. | 7,0. | 23,5. | |||
9. | ТП 1.2—2.2—3.1. | 7,5. | 1,75. | 9,25. | 26,5. | |||
10. | ТП 1.2—2.2—3.2. | 6,75. | 1,5. | 8,25. | 23,5. | |||
И. | ТП 1.2—2.3—3.1. | 5,25. | 1,75. | 7,0. | 24,0. | |||
12. | ТП 1.2—2.3—3.2. | 4,5. | 1,5. | 6,0. | 22,25. | |||
13. | ТП 2.1−1.1−3.1. | 9,3. | 7,0. | 1,75. | 8,75. | |||
14. | ТП 2.1−1.1−3.2. | 8,3. | 6,2. | 2,0. | 8,2. | |||
15. | ТП 2.1 —1.2—3.1. | 6,75. | 2,0. | 8,75. | ||||
16. | ТП 2.1 —1.2—3.2. | 6,0. | 2,25. | 8,25. | ||||
17. | ТП 2.2−1.1−3.1. | 9,7. | 7,3. | 2,5. | 9,8. | |||
18. | ТП 2.2−1.1−3.2. | 8,7. | 6,5. | 2,75. | 9,25. | |||
19. | ТП 2.2−1.2−3.1. | 6,75. | 2,0. | 8,75. | ||||
20. | ТП 2.2—1.2—3.2. | 6,0. | 2,25. | 8,25. | ||||
21. | ТП 2.3−1.1−3.1. | 9,0. | 3,0. | 12,0. | ||||
22. | ТП 2.3−1.1−3.2. | 7,5. | 2,5. | 10,0. | ||||
23. | ТП 2.3—1.2—3.1. | 5,25. | 2,25. | 7,5. | ||||
№. строки. | Сочетание ТП. | Оценка по факторам. | Общая оценка синергии производственной системы. | Интегральная оценка синергии производственной системы. | Ранг ТП. | |||
Х (оборудование). | Х2 (виды квалификаций). | |||||||
0,75. | 0,25. | |||||||
24. | ТП 2.3−1.2−3.2. | 3,75. | 2,0. | 9,75. | ||||
25. | ТП 3.1−1.1−2.1. | 11,7. | 8,8. | 1,25. | 10,05. | |||
26. | ТП 3.1−1.1−2.2. | 9,7. | 7,3. | 1,5. | 8,8. | |||
27. | ТП 3.1−1.1−2.3. | 10,7. | 8,0. | 1,75. | 9,75. | |||
28. | ТП 3.1 —1.2—2.1. | 8,25. | 1,5. | 9,75. | ||||
29. | ТП 3.1−1.2−2.2. | 6,75. | 1,75. | 8,5. | ||||
30. | ТП 3.1—1.2—2.3. | 7,5. | 2,0. | 9,5. | ||||
31. | ТП 3.2−1.1−2.1. | 7,2. | 5,4. | 1,25. | 6,65. | |||
32. | ТП 3.2−1.1−2.2. | 5,2. | 3,9. | 1,5. | 5,4. | |||
33. | ТП 3.2−1.1−2.3. | 5,2. | 3,9. | 1,0. | 4,9. | |||
34. | ТП 3.2—1.2—2.1. | 6,75. | 1,5. | 8,25. | ||||
35. | ТП 3.2—1.2—2.2. | 5,25. | 1,75. | 7,0. | ||||
36. | ТП 3.2—1.2—2.3. | 5,25. | 1,25. | 6,5. | ||||
Полученные интегральные оценки позволяют отранжировать все возможные сочетания ТП по величине синергетического эффекта, формируемого в технологической подсистеме (колонка 8 в табл. 10.20). В нашем примере лучшей технологической подсистемой оказалась подсистема, состоящая из технологических процессов ТП 1.1, ТП2.1 и ТП3.2, имеющая интегральную оценку по синергии, равную 35,85 баллам.
- [1] Теоретические положения.
- [2] Сквозной технологический процесс, применяемый в производстве товарнойпродукции, как правило, может быть представлен в виде некоторой очередностиэтапов — стадий производства. Каждая стадия требует исполнения своего уникального технологического процесса (ТП), который будем называть частичным ТП, или
- [3] переделом. На крупных и средних предприятиях машиностроения такие частичные
- [4] процессы исчисляются десятками.
- [5] Конкурентоспособность предприятия растет, если его технологические процессыэффективны, т. е. на их эксплуатацию и содержание требуется минимальное количество ресурсов (меньше чем у конкурентов при том же результате производственнойдеятельности). Эффективность процесса производства напрямую зависит от совместности, согласованности и эффективности частичных ТП.
- [6] Конкурентоспособность предприятия растет, если его технологические процессыэффективны, т. е. на их эксплуатацию и содержание требуется минимальное количество ресурсов (меньше чем у конкурентов при том же результате производственнойдеятельности). Эффективность процесса производства напрямую зависит от совместности, согласованности и эффективности частичных ТП.
- [7] Конкурентоспособность предприятия растет, если его технологические процессыэффективны, т. е. на их эксплуатацию и содержание требуется минимальное количество ресурсов (меньше чем у конкурентов при том же результате производственнойдеятельности). Эффективность процесса производства напрямую зависит от совместности, согласованности и эффективности частичных ТП.
- [8] Конкурентоспособность предприятия растет, если его технологические процессыэффективны, т. е. на их эксплуатацию и содержание требуется минимальное количество ресурсов (меньше чем у конкурентов при том же результате производственнойдеятельности). Эффективность процесса производства напрямую зависит от совместности, согласованности и эффективности частичных ТП.
- [9] Конкурентоспособность предприятия растет, если его технологические процессыэффективны, т. е. на их эксплуатацию и содержание требуется минимальное количество ресурсов (меньше чем у конкурентов при том же результате производственнойдеятельности). Эффективность процесса производства напрямую зависит от совместности, согласованности и эффективности частичных ТП.
- [10] Конкурентоспособность предприятия растет, если его технологические процессыэффективны, т. е. на их эксплуатацию и содержание требуется минимальное количество ресурсов (меньше чем у конкурентов при том же результате производственнойдеятельности). Эффективность процесса производства напрямую зависит от совместности, согласованности и эффективности частичных ТП.
- [11] Т— токарная операция (оборудование); Ф — фрезерная операция; Шл — шлифовальная операция; Стр — строгальная операция; Св — сверлильная операция; Зр —зуборезная операция; Пр — прессовая операция; О — обрезная операция; Зч — зачист-ная операция; Р ()2 — операция газорезки.
- [12] Т— токарная операция (оборудование); Ф — фрезерная операция; Шл — шлифовальная операция; Стр — строгальная операция; Св — сверлильная операция; Зр —зуборезная операция; Пр — прессовая операция; О — обрезная операция; Зч — зачист-ная операция; Р ()2 — операция газорезки.