Развертки.
Резание материалов.
Режущий инструмент
Развертка из сверхтвердых материалов напоминает хонинговальную головку и состоит из закаленной стальной оправки 1, на конусной части которой гайками 2 крепится чугунная втулка 3 со спиральным разрезом 4 и продольными канавками. На поверхность втулки 3 гальваническим путем наносится сверхтвердый материал (кубический нитрид бора или синтетические алмазы), или же бруски из сверхтвердого материала… Читать ещё >
Развертки. Резание материалов. Режущий инструмент (реферат, курсовая, диплом, контрольная)
Развертки являются многолезвийным инструментом для обработки точных цилиндрических и конических отверстий с малой шероховатостью. Точность обработки развертками — 1Т6—IT8. Для получения высокоточных отверстий применяют двухи даже трехкратное развертывание комплектом из разверток: черновой, промежуточной и чистовой. Достижимая шероховатость поверхности Ra = 0,32^-0,8 мкм.
Припуск на сторону при развертывании зависит от вида развертывания и диаметра инструмента (табл. 11.1).
Развертки различаются:
- • по форме обрабатываемых отверстий: цилиндрические и конические;
- • по способу применения: машинные и ручные;
- • по форме стружечных канавок: прямозубые и косозубые;
- • по виду инструментального материала: твердосплавные и из Б PC;
- • по конструктивным особенностям: насадные; хвостовые с цилиндрическим хвостовиком; плавающие (блоки); со вставными зубьями; регулируемые с раздвижными зубьями; сборные и др.
Припуски при развертывании, мм.
Диаметр отверстия, мм. | Припуски, мм. | |
при черновом развертывании. | при чистовом развертывании. | |
3−4. | ; | 0,03. |
5−6. | ; | 0,04. |
8−10. | 0,08. | 0,05. |
12−18. | 0,12. | 0,06. |
20−30. | 0,15. | 0,07. |
30−50. | 0,20. | 0,08. |
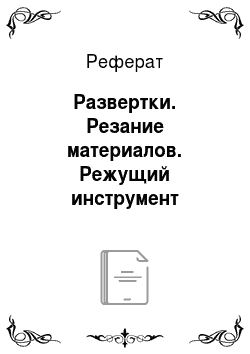
Развертка имеет заборную, или режущую, часть / и калибрующую часть /, (рис. 11.10, а). Калибрующая часть на длине /2 служит для направления развертки в отверстии, зачистки поверхности отверстия и придания ему заданного размера. На этом участке развертка имеет постоянный диаметр. На длине /3 делается обратный конус с целью уменьшения трения и разбивки отверстия. Разность диаметров конуса составляет 0,03—0,05 мм и не превышает допуска па изготовление развертки.
Длина цилиндрической калибрующей части /2 должна быть ограниченной, чтобы не разбивать отверстия: /2 = (0,5-H)D для машинных разверток и /2 = (2,54−5)D для ручных разверток. Длина обратного конуса /3 = = (0,154−0,3)D. Угол заборного конуса ср принимается в зависимости от типа разверток: ф = 0°30'-Н°30' для ручных разверток, ф = 5-И5° для машин;
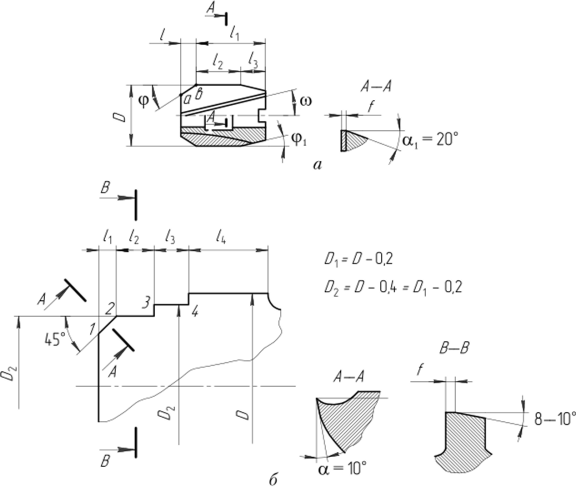
Рис. 11.10. Конструктивные элементы и параметры развертки ных разверток и (р = 30-^45° для твердосплавных разверток и разверток, предназначенных для обработки глухих отверстий.
Передний и задний углы измеряются в нормальном сечении к главной режущей кромке ab и имеют следующие значения: главный задний угол, а = 6^-12° (чем вязче обрабатываемый материал, тем больше задний угол); передний угол у разверток из стали у = 0-Н0° и у = 0-Н5° у твердосплавных разверток.
На калибрующей части развертки (см. рис. 11.10, а) выполняется цилиндрическая ленточка шириной / = 0,05-^0,25 мм; чем больше диаметр развертки, тем большей принимается величина /этой ленточки. Вспомогательный задний угол на ленточке а, = 10-^20°.
Для лучшего отвода стружки, что особенно важно для обработки вязких материалов, для отверстий с продольными канавками и отверстий, прерывающихся по длине, применяют развертки с углами (зубья винтовые или наклонные). Винтовые зубья обеспечивают меньшую шероховатость и большую стойкость инструмента.
Направление винтовых зубьев делают обратным направлению вращения для предупреждения заедания и самозатягивания развертки: со = = 7-^8° для обработки чугуна и стали; со = 1-^20° для стали и ковкого чугуна; со = 25-^45° для алюминия и легких сплавов. Например, котельные развертки изготавливаются только с винтовым зубом (со = 25-^30°).
Число зубьев развертки для упрощения их контроля, но диаметру принимается обычно четным. Ручные и машинные развертки имеют числа зубьев, приведенные в табл. 11.2.
Таблица 11.2
Число зубьев у разверток.
Параметр | Значение параметра. | ||||
Диаметры разверток D, мм. | 3−10. | 11−19. | 20−30. | 32−45. | 46−50. |
Число зубьев z | |||||
Котельные развертки диаметром меньше 50 мм чаще всего имеют 2 = 4. У сборных разверток число зубьев меньше, так как вставные ножи и элементы крепления требуют большего места для их размещения по окружности корпуса развертки.
Неравномерное распределение зубьев по окружности у разверток делают в целях предупреждения появления в отверстии продольных рисок, которые расположены соответственно шагу и образуются вследствие периодического изменения нагрузки от неоднородности материала, наличия мягких и твердых включений, отжима развертки. Если 0 — окружной шаг развертки, то его неравномерность по окружности принимают в следующих пределах: Д0 = 3° при z = 6; Д0 = 2° при z = 8; Д0 = 1,5° при z = 10.
Обычные машинные развертки ввиду наличия главного угла в плане ср неудобно затачивать, так как требуется две установки для затачивания заборной и калибрующей цилиндрической части. С другой стороны, при малом угле (р возрастает радиальная сила резания, увеличиваются увод оси отверстия и вибрации инструмента в процессе резания.
Указанных недостатков лишены развертки со ступенчатой заборной частью, т. е. с кольцевым затачиванием (рис. 11.10, б).
Кольцевое затачивание выполняется в виде двух цилиндрических ступенек /, и /2 шириной 2—4 мм в зависимости от диаметра разверток. Относительно номинального диаметра эти ступени, но диаметрам занижены на 0,2 и 0,4 мм соответственно.
На торце развертки 1{ = 2 мм под углом 45° снята фаска и заточена с задним углом, а = 10°, как у зенкера. На лезвиях 2—3 и 3—4 образуется, но цилиндру фаска/ = 0,15^-0,4 мм, которая улучшает направление инструмента и, увеличивая трение (af = 0), усиливает сопротивление технологической системы вибрациям.
Участок /4 является калибрующей частью, как у обычной развертки, но она выполняется короче.
Фактически развертки с кольцевым затачиванием совмещают функции обычного зенкера и развертки, поэтому могут работать с большими припусками (до 1 мм).
Плавающие развертки применяют для обработки отверстий больших диаметров (90—600 мм). Для плавающих разверток высота должна составлять Н = (0,1-^0,2)Д (р = 5-Н5°. Эти развертки обеспечивают точность отверстий Н7—Н9 и шероховатость Ra = 0,8 мкм, но в процессе работы точно копируют ось предварительно подготовленного отверстия.
Разжимные развертки (рис. 11.11, а) применяют в ремонтном деле. Они позволяют увеличить номинальный диаметр отверстий 6—50 мм на.
в.
Рис. 11.11. Конструкции разверток:
а — разжимная; 6 — котельная; в — развертки из синтетических сверхтвердых материалов.
0,15—0,5 мм. Вдоль впадин зубьев этих разверток в корпусе 4 прорезаются шлицы 5 до сквозного осевого отверстия 3, причем число шлицев в 2 раза меньше числа зубьев развертки. Винт 1 торцом упирается в шарик 2 и благодаря наличию пазов и конической поверхности при завинчивании раздает развертку по диаметру.
Котельные развертки (рис. 11.11, 6) применяют при подготовке отверстий под заклепки в двух или более соединяемых листах. Такие развертки получили широкое распространение в когло-, кораблеи авиастроении, а также при изготовлении мостовых конструкций.
Котельные развертки работают в тяжелых условиях, так как из-за неизбежных несовпадений осей отверстий в пакетах листов приходится удалять большой припуск — до 1—2 мм на сторону, т. е. почти как при зенкеровании. При этом обрабатываемые материалы, как правило, вязкие и пластичные. Для лучшего направления разверток в отверстии, снижения осевых усилий и уменьшения шероховатости поверхности используются винтовые зубья с углом со = 2(Н30° с направлением обратным вращению инструмента. Котельные развертки имеют малый угол заборного конуса, равный 2ср = 3-^5°30 н, соответственно, большую длину режущей части, равную 1/3—½ длины рабочей части инструмента. Число зубьев z = 4-Hi при диаметре разверток 11 = (Н40 мм. Передний угол зубьев в сечении, перпендикулярном к винтовым канавкам, у = 12-И5°, задний угол а = 10°. Зубья на калибрующей части имеют узкие направляющие ленточки шириной / = 0,2-ь0,3 мм с обратной конусностью 0,05—0,07 мм на 100 мм длины.
Изготавливают два вида котельных разверток: ручные с цилиндрическим хвостовиком и машинные с коническим хвостовиком, устанавливаемые на радиально-сверлильных станках или пневматических дрелях.
Для лучшего направления разверток иногда впереди их рабочей части предусматривают направляющие цапфы, как у зенковок. У разверток больших диаметров, с целью обеспечения надежного дробления стружки, на зубьях заборного конуса в шахматном порядке наносят етружкоделительные канавки.
Развертки из синтетических сверхтвердых материалов (рис. 11.11, в) используются для обработки неполных отверстий или отверстий, пересеченных поперечными каналами, когда требуются отклонение диаметра до 5 мкм и шероховатость поверхности Ra = 0,5-К), 3 мкм (например, детали гидроаппаратуры).
Развертка из сверхтвердых материалов напоминает хонинговальную головку и состоит из закаленной стальной оправки 1, на конусной части которой гайками 2 крепится чугунная втулка 3 со спиральным разрезом 4 и продольными канавками. На поверхность втулки 3 гальваническим путем наносится сверхтвердый материал (кубический нитрид бора или синтетические алмазы), или же бруски из сверхтвердого материала припаиваются к втулке. Диаметр развертки регулируется продольным перемещением втулки и устанавливается на 0,01—0,03 мм больше диаметра развертываемого отверстия. Обработка производится за один-три двойного хода инструмента с подачей 1,0—4,5 мм/об и скоростью около 20 м/мин.
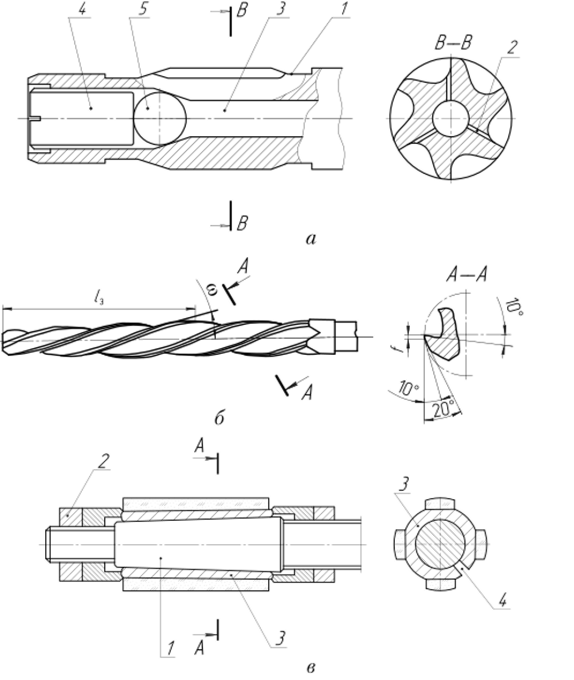
Однолезвийные развертки со сменной твердосплавной пластиной (рис. 11.12) сочетают свойства режуще-выглаживающего и самоцентрирующегося инструмента.
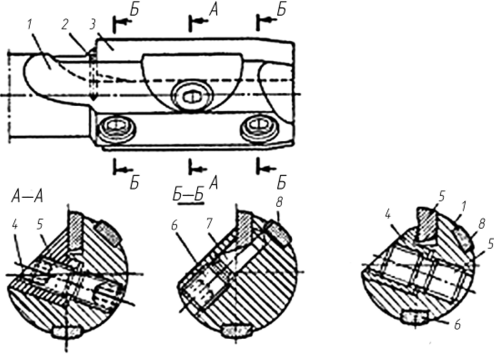
Рис. 11.12. Однолезвийные развертки одностороннего резания со сменной твердосплавной пластиной.
В корпусе развертки планкой 4 и винтом 5 закрепляют двухстороннюю неперетачиваемую режущую пластину 3 из твердого сплава, регулируемую в радиальном направлении двумя винтами 6 через сухари 7. В осевом направлении пластину фиксирует штифт 2. Винт 5 с правой и левой резьбой приподнимает прижимную планку 4 и сохраняет ее в таком положении до последующей затяжки. К корпусу 1 припаяны две, а иногда три или четыре направляющие твердосплавные планки 8, смещенные последовательно на разные углы относительно режущей пластины так, что одна из направляющих пластинок всегда диаметрально противоположна режущей пластине. Благодаря этому облегчается измерение диаметра инструмента, обеспечивается его самоцентрирование и исключается увод оси отверстия.
Однолезвийные развертки в зависимости от обрабатываемого материала и угла заборного конуса режущей пластины обеспечивают точность отверстий 8—6-го квалитетов, шероховатость поверхности Ra = 1,6^-0,15 мкм и могут работать с глубинами резания в пределах 1 — 15 мм при обработке стали, чугуна и цветных металлов. Рекомендуемые предельные режимы резания для обработки отверстий в стальных и чугунных деталях однолезвийными развертками следующие: подача S = 0,04-^0,5 мм/об, скорость резания z> = 4-Н00 м/мин при обязательном использовании СОТС.
Одполезвийпые развертки трудоемки в использовании, однако высокая первоначальная стоимость режущего инструмента окупается его уникальными эксплуатационными свойствами: корпус развертки выдерживает более 20 периодов стойкости режущих пластин.
Для окончательной обработки предварительно развернутых конических отверстий применяются однолезвийные конические развертки (рис. 11.13) со сменной твердосплавной пластиной 1 и направляющими пластинами 2.
Режущая пластина выступает над планками на 0,03 мм (на сторону), и этот размер выдерживается на всей длине /0. Такие развертки не имеют заборной части и перекрывают припуск (порядка 0,3 мм) из-за уменьшения.
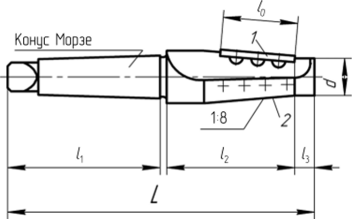
Рис. 11.13. Однолезвийная коническая развертка со сменной твердосплавной пластиной.
начального диаметра, что удлиняет режущую часть. При этом используется несколько прижимных планок и регулировочных винтов. Применяемые режимы резания: v = 4^-6 м/мин, S = 0,4-^0,6 мм/об.
Контрольные вопросы
- 1. Какие существуют виды сверл?
- 2. Какие существуют виды зенкеров, зенковок, разверток?
- 3. Каковы конструктивные элементы спирального сверла?
- 4. Из каких элементов состоит режим резания при сверлении?
- 5. По каким зависимостям определяются сила резания и мощность при сверлении?